





- Manufacture and Qualification of Composite Main Reflector of High Stable Deployable Antenna for Satellite
Dong-Geon Kim*, Hyun-Guk Kim*, Dong-Yeon Kim*, Kyung-Rae Koo*† , Ji-min An**, O-young Choi**
* Satellite System Team, Hanwha Systems
** R&D Center, KOLON DACC COMPOSITE- 위성용 전개형 고안정 반사판 안테나 주반사판 제작 및 검증
김동건* · 김현국* · 김동연* · 구경래*† · 안지민** · 최오영**
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
It is essential to develop a light-weight, high-performance structure for the deployable reflector antenna, which is the payload of a reconnaissance satellite, considering launch and orbital operation performance. Among them, the composite main reflector is a key component that constitutes a deployable reflector antenna. In particular, the development of a high-performance main reflector is required to acquire high-quality satellite images after agile attitude control maneuvers during satellite missions. To develop main reflector, the initial design of the main reflector was confirmed considering the structural performance according to the laminate stacking design and material properties of the composite main reflector that constitutes the deployable reflector antenna. Based on the initial design, four types of composite main reflectors were manufactured with the variable for manufacturing process. As variables for manufacturing process, the curing process of the composite structure, the application of adhesive film between the carbon fiber composite sheet and the honeycomb core, and the venting path inside the sandwich composite were selected. After manufacture main reflector, weight measurement, non-destructive testing(NDT), surface error measurement, and modal test were performed on the four types of main reflectors produced. By selecting a manufacturing process that does not apply adhesive film and includes venting path, for a composite main reflector with light weight and structural performance, we developed and verified a main reflector that can be applied to the SAR(Synthetic Aperture Rader) satellite.
정찰위성의 탑재체인 위성용 전개형 반사판 안테나는 발사 환경에 대한 구조안정성 및 궤도 환경에 대한 운용 성능을 고려하여 경량화, 고성능의 구조 개발이 필수적이다. 그 중, 복합재 주반사판은 전개형 반사판 안테나를 구성하는 핵심 구성품이며, 발사체 탑재 성능을 고려한 경량 설계 뿐만 아니라 위성체 임무 수행 중 민첩한 자세제어 기동 이후 높은 품질의 위성 영상을 획득하기 위해서는 높은 전개 시 강성을 갖는 고성능의 주반사판 개발이 요구된다. 주반사판 개발을 위해 전개형 반사판 안테나를 구성하는 복합재 주반사판의 적층 설계 및 재료 물성에 따른 구조적 성능을 분석하여 주반사판의 초기 설계안을 도출하였으며, 도출된 초기 설계안을 기준으로 제작 공정을 변수로 4가지 타입의 복합재 주반사판을 제작하였다. 공정 변수로는 복합재 구조의 성형 공정, 탄소섬유 복합재 시트와 허니콤 코어 간 접착 필름의 적용 유/무, 샌드위치 복합재 내부의 벤팅 경로를 선정하였다. 제작된 4가지 종류의 주반사판에 대해 무게 측정, 비파괴 검사, 표면오차 측정 및 모드 시험을 통한 전개 시 강성 측정을 수행하였으며, 경량 및 구조적 성능을 향상시킬 수 있도록 접착 필름을 미적용하며 벤팅 경로를 포함하는 주반사판 제작 공정을 선정하여 SAR(합성 개구 안테나)를 포함한 위성체에 실 적용이 가능한 복합재 주반사판을 개발하였다
Keywords: 위성 구조체(Satellite structure), 전개형 안테나(Deployable antenna), 허니콤 샌드위치 복합재(Honeycomb sandwich composite), 주반사판(Main reflector)
합성 개구 레이다(SAR, Synthetic Aperture Rader)를 탑재한 위성체는 지상에서 반사되는 전파를 바탕으로 영상을 구현하는 기법을 사용하므로 기존 국내에서 주로 활용된 EO/IR 위성에 비해 효율적으로 한반도 전역에 대한 감시정찰 임무를 수행할 수 있다. 합성 개구 레이다를 적용한 위성체는 제한된 부피의 발사체 페이로드 탑재를 고려한 탑재 성능 및 궤도 환경에서의 임무 성능을 고려하여 수납 및 전개가 가능한 전개형 반사판 안테나를 적용하며 이러한 전개 방식의 SAR 안테나는 선진국에서도 개발 및 운용이 진행중이다[1-5].
전개형 반사판 안테나는 발사 하중 및 궤도 운용 환경을 고려하여 열적/구조적 건전성이 확보되도록 개발되어야 한다. 안테나 구조체 전체 무게 중 높은 비중을 차지하는 핵심 구성품인 주반사판은 24개의 단일 주반사판으로 구성되며, 위성체의 성능에 큰 영향을 미치는 구성품이다. 단위 주반사판에 대한 설계 및 해석과, 안테나 전체 구성품을 포함한 체계 모델에 대한 성능 분석을 통해 복합재 주반사판의 초기 설계안을 확정하였다[6-10].
복합재 구조체는 제작 공정에 따라 성능이 상이하며, 전개형 반사판 안테나에 적용될 복합재 주반사판 개발을 위해서는 공정 변수에 대한 선정 및 성능 검증이 필수적이다. 본 연구에서는 (1) 샌드위치 복합재로 제작되는 주반사판에 대해 제작 공정을 변수로 4가지 타입의 복합재 주반사판을 제작하였으며, (2) 제작된 주반사판에 대한 무게, 반사면 표면오차, 전개시 강성 등의 성능 검증을 수행하여 (3) SAR 안테나에 적용이 가능한 복합재 주반사판을 개발하였다.
2.1 전개형 반사판 안테나 요구조건 도출
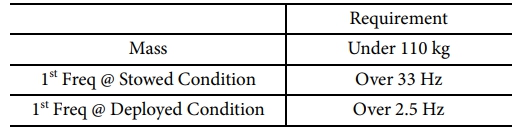
SAR 안테나에 적용되는 복합재 주반사판은 위성체의 발사 및 궤도 운용 환경을 고려하여 Table 1과 같이 무게 및 강성에 대한 요구조건을 준용하도록 설계되었다.
안테나의 크기 요구조건은 정찰위성 안테나의 송-수신 성능을 고려하여 선정되었으며, 무게 및 강성은 발사체 탑재 후 발사 하중과 위성체 궤도 운용 환경을 고려하여 선정되었다. 위성체 궤도 운용 중 정찰 대상 지역을 반복 촬영하는 Spotlight 모드로 정찰 임무를 수행할 경우 위성체는 정찰 지역을 지향하도록 민첩한 자세제어 기동을 하게 되며, 자세제어 이후 발생하는 안테나 반사면의 진동 거동에 대한 안정화 시간을 고려하여 전개 시 강성 요구조건이 선정되었다.
또한 안테나의 송-수신 성능을 고려하여 주반사판의 반사면은 RF 성능을 고려한 곡면으로 설계 및 제작되어야 하며, 이러한 성능을 위해 주반사판의 표면오차 요구조건은 0.5 mm(RMS) 이하로 선정되었다.
2.2 복합재 주반사판 초기 설계
복합재 주반사판을 설계하기 위해 적층 패턴 및 재료 물성을 설계 변수로 선정하여 복합재 주반사판 설계(안)에 대한 분석을 수행하였다.
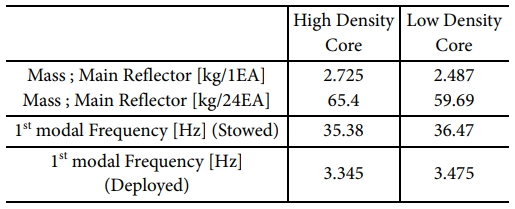
주반사판의 적층 패턴에 따른 강성의 상대적 비교를 통해 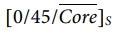 의 적층 패턴을 선정하였으며, Honeycomb Core 설계에 따른 무게 및 강성을 비교한 결과 저밀도 허니콤 코어를 적용한 모델이 고밀도 코어를 적용한 모델에 비해 강성이 우수하였으며, 약 8.8%의 경량화가 가능할 것으로 계산되었다.
의 적층 패턴을 선정하였으며, Honeycomb Core 설계에 따른 무게 및 강성을 비교한 결과 저밀도 허니콤 코어를 적용한 모델이 고밀도 코어를 적용한 모델에 비해 강성이 우수하였으며, 약 8.8%의 경량화가 가능할 것으로 계산되었다.
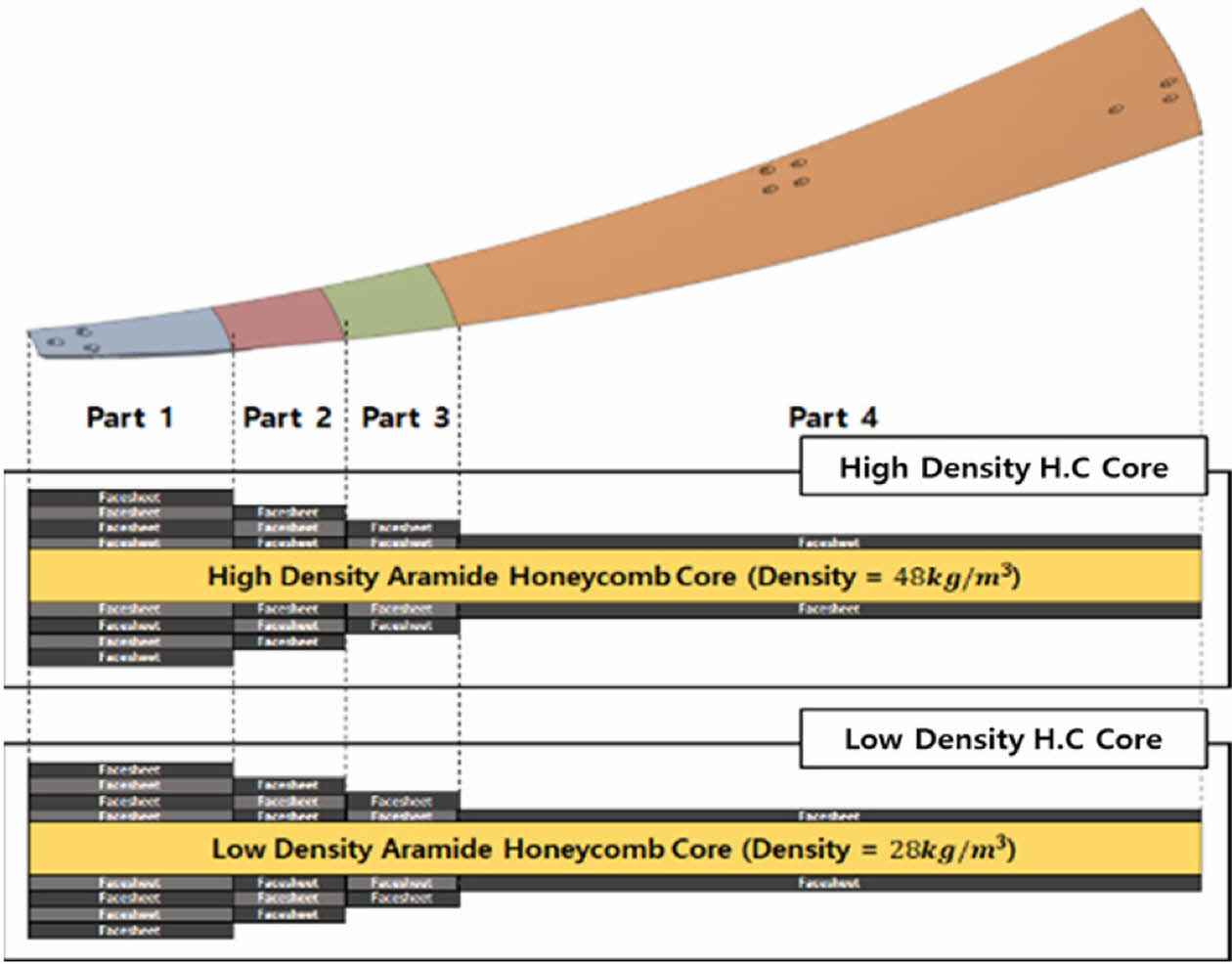
저밀도 허니콤 코어를 적용한 주반사판을 포함하여 전개형 반사판 안테나의 전체 모델에 대한 체계 해석 결과는 Table 2와 같다. 설계 변수에 따른 구조적 성능을 비교한 결과 저밀도 코어를 적용한 주반사판의 무게 및 강성 성능이 상대적으로 우수하였으며, 분석 과정을 통해 적층 방안 및 적용 소재를 선정하여 복합재 주반사판의 초기 설계를 도출하였다[11].
2.3 공정 변수 선정
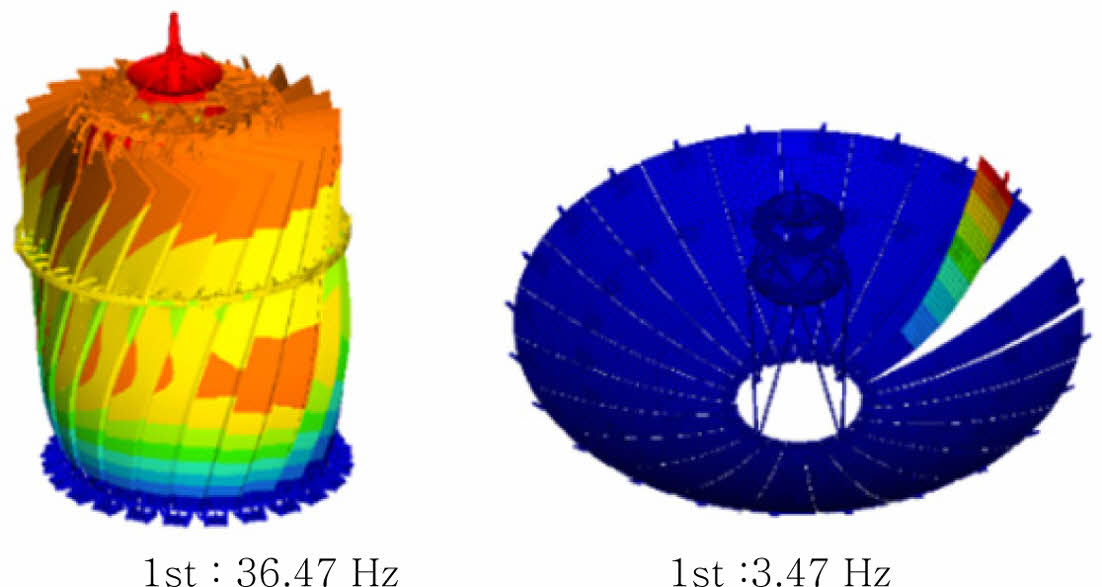
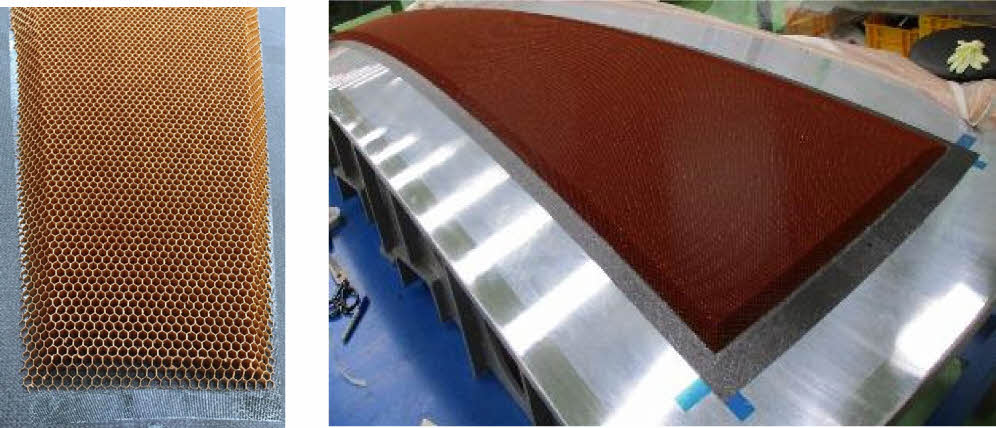
전개형 반사판 안테나의 복합재 주반사판은 탄소섬유와 수지가 함침된 프리프레그 및 아라미드 소재의 허니콤 코어를 사용하여 제작되며, 반사면을 모사한 제작 금형에 소재를 쌓아 올리는 hand-lay up 방식으로 적층된다.
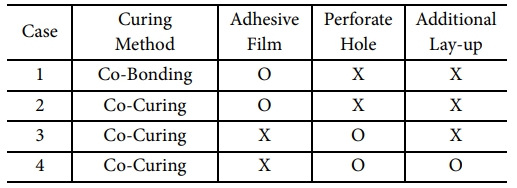
이러한 복합재 구조물의 제작 특성 상 작업자의 숙련도 뿐만 아니라 적층 간 사용되는 접착필름(Adhesive Film), 성형 방법 등의 공정 변수가 존재하게 된다. 본 연구에서는 이러한 공정변수에 따라 Table 3과 같이 4가지 타입의 복합재 주반사판을 제작하였다.
첫번째 공정 변수는 성형 방법(Curing Method)으로 선정하였다. 복합재 주반사판은 아라미드 코어가 적용된 샌드위치 복합재로 아라미드 코어의 두께 방향 압축 강도가 알루미늄 코어에 비해 낮아 높은 성형 압력을 인가할 경우 허니콤 코어의 두께 방향으로 변형이 발생할 수 있다. 이를 고려하여 낮은 압력으로 복합재를 성형할 경우 적층판의 기계적 물성을 100% 확보할 수 없으며 설계된 주반사판은 적층 횟수가 2~8 ply로 두께가 얇아 적층판에 미세 구멍(pin-hole)이 발생할 수 있다.
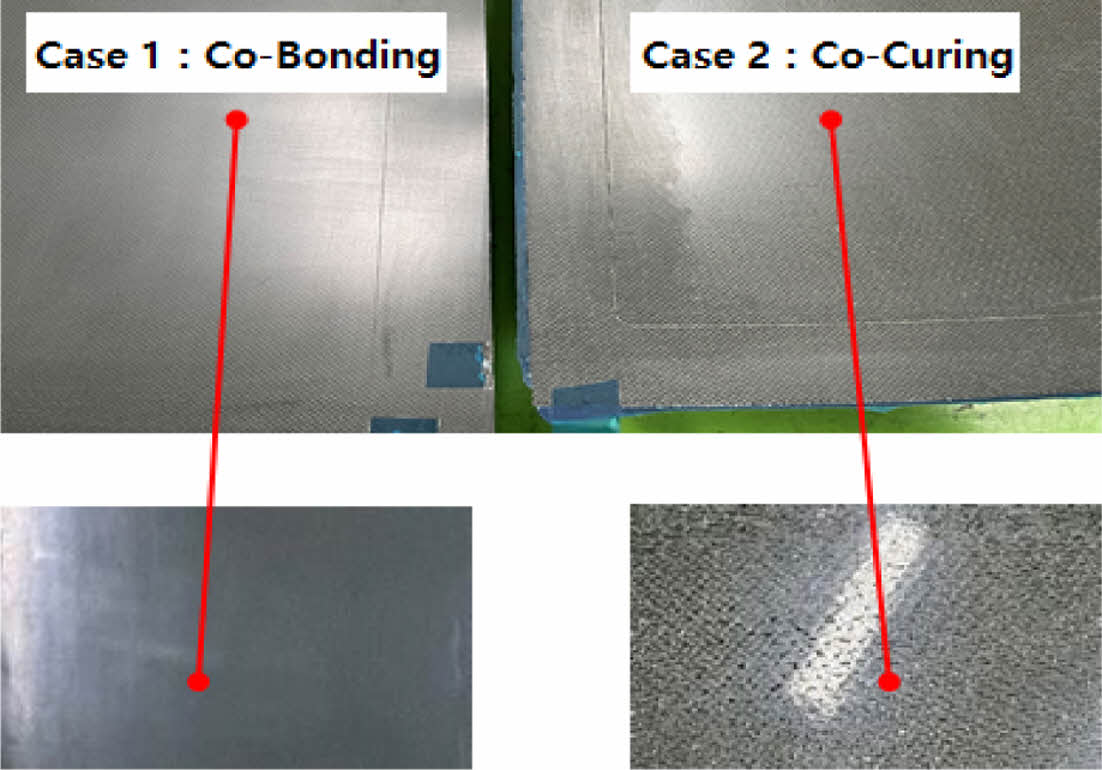
Case 1의 경우 금형에 반사면을 적층하여 고압(40 psi, 0.276 MPa)으로 1차 성형을 수행한 후, 성형된 반사면 허니콤 코어, 외곽면을 적층한 후 2차 성형을 수행하는 Co-Bonding 방식으로 제작되었다.
Case 2~4의 경우 금형에 반사면, 허니콤 코어, 외곽면을 모두 적층한 후 저압(10 psi, 0.068 MPa)로 한번에 성형을 수행하는 Co-Curing 공정을 적용하였다.
두번째 공정 변수는 접착필름(Adhesive Film)의 유-무로 선정하였다. 일반적으로 알루미늄 재질의 허니콤 코어를 적용하여 샌드위치 복합재를 제작할 경우, 허니콤 코어와 탄소섬유 소재의 시트 간 접착을 위해 접촉면에 접착필름을 적용하여 공정을 수행한다. 하지만 아라미드 코어를 적용할 경우 프리프레그에 함침되어 있는 수지를 통해 코어와 시트를 접착할 수 있어 Case 3, 4의 경우 접착필름을 제외하고 Co-Curing 공정으로 제작을 수행하였다[12].
2.1절에서 도출한 주반사판 초기설계안의 경우 접착필름이 적용되는 면적이 넓어 단위 주반사판 1개 당 접착필름의 무게가 약 100 g 정도로 예상되며, 주반사판 24개 전체의 접착필름을 제외할 경우 약 2.4 kg의 무게를 절감할 수 있을것으로 예상하였다.
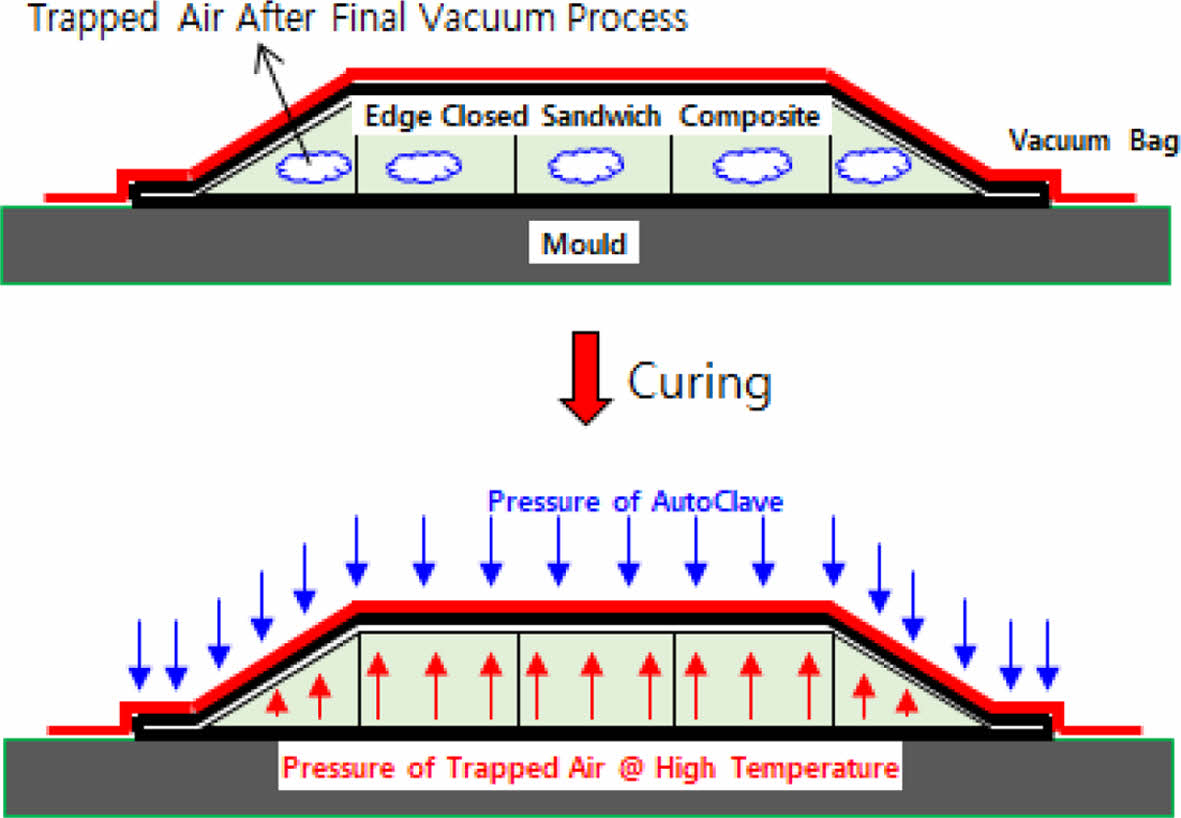
세번째 공정 변수는 허니콤 코어 벽면의 천공으로 선정하였다(Perforate Hole). 복합재 주반사판은 일반적인 샌드위치 구조와 달리 외곽면이 전부 CFRP 프리프레그로 구성되는 Edge-Closed 타입의 샌드위치 복합재 구조이다. Fig. 1, 2, 3
천공이 없는 상태에서 접착필름을 제외하고 샌드위치 복합재를 제작할 경우 Fig. 4와 같이 코어의 셀 내부에 기체가 잔류할 수 있으며, 일부 Cell 내부의 기체는 진공 베깅(Vacuum bagging) 과정에서 제거되지 않을 수 있다. 복합재 주반사판은 아라미드 코어의 강도 특성 상 낮은 성형 압력(0~10 psi)으로 성형을 수행하게 되며, 이러한 경우 고온의 성형 조건(170~180oC)에서 코어 셀 내부의 기체의 압력이 증가하여 구조체 외부에서 가해지는 성형 압력에 비해 높은 내부 압력이 작용할 경우 코어-시트 간 접착이 원활하게 진행되지 않을 수 있다(Fig. 5).
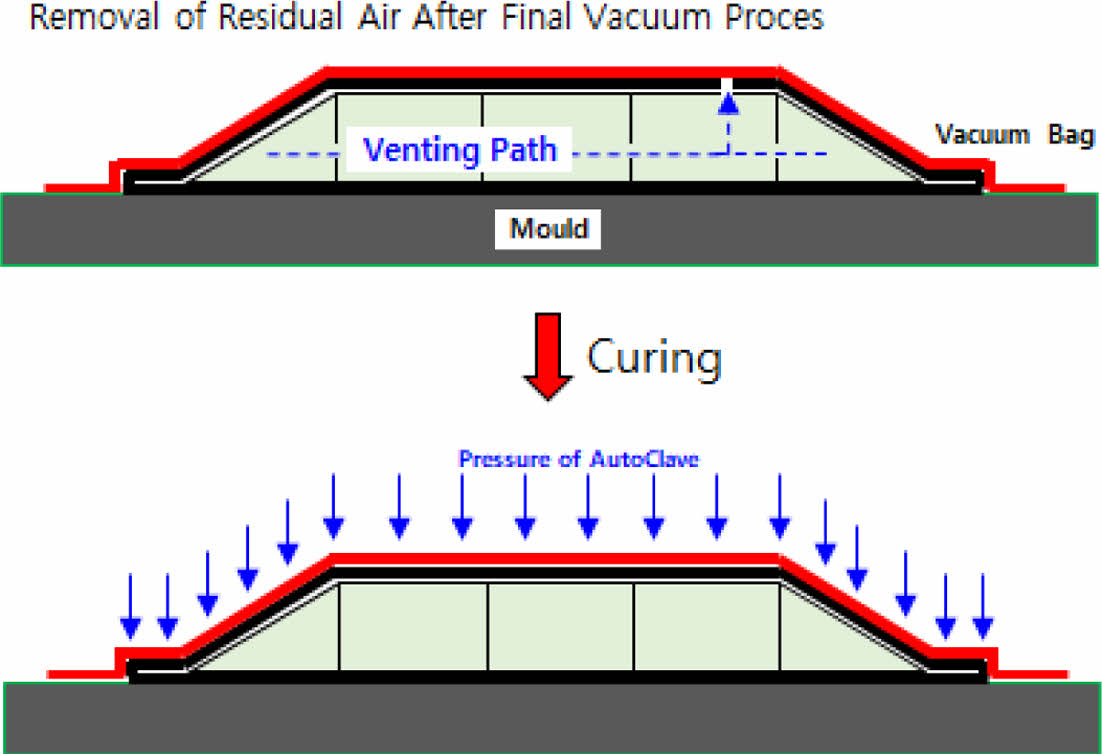
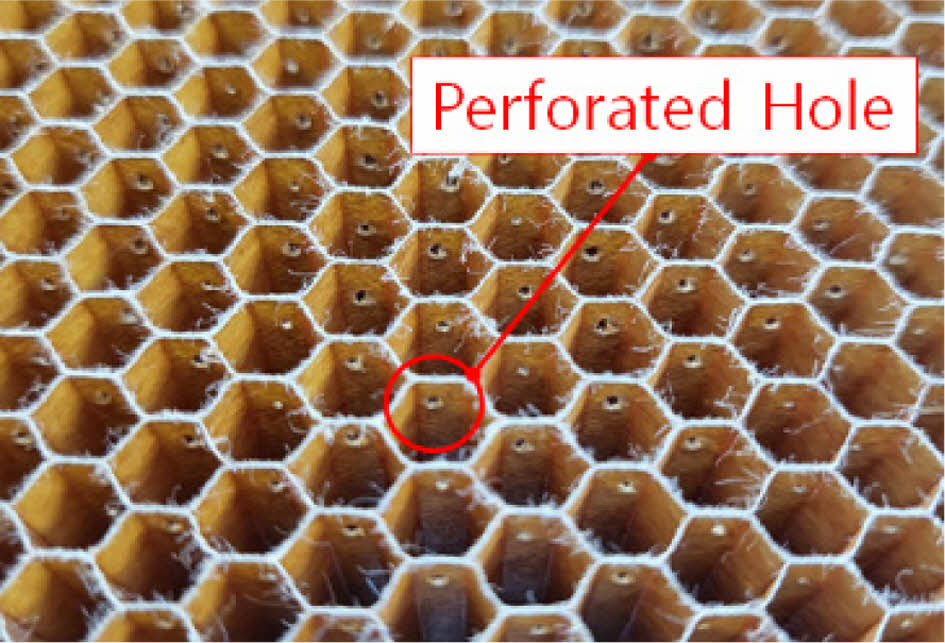
이에 따라 본 연구에서는 Case 3, 4의 복합재 주반사판에 대해 Fig. 6, 7과 같이 허니콤 코어 벽면에 천공을 가공하였다. 추가적으로 주반사판 외곽면에 Venting Path를 구성할 수 있는 hole을 가공하여 Co-curing 공정을 진행하였으며, Venting Path를 포함한 Edge-Closed type의 샌드위치 복합재 제작 간 문제가 발생하지 않음을 확인하였다[13].
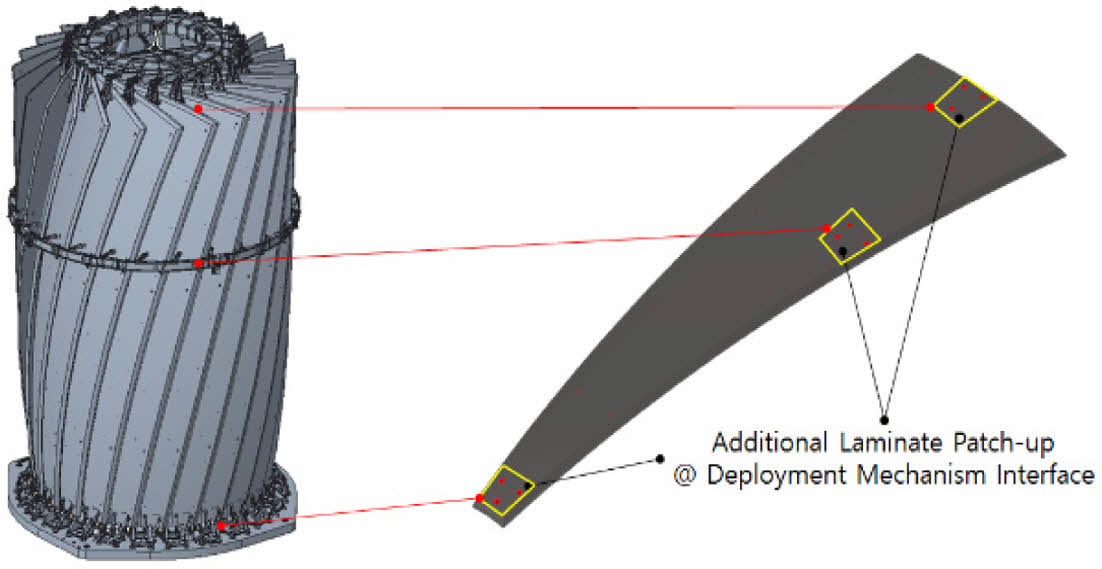
마지막 공정 변수로는 복합재 주반사판의 체결부에 추가 보강부를 적층하는 공정(Additional Lay-up)을 선정하였다. 전개형 반사판 안테나는 Fig. 8과 같이 안테나의 상-중-하단에 전개구조물이 포함되며, 전개구조물은 주반사판의 체결 인터페이스를 통해 체결된다. 이에 따라 발사 하중 등의 하중이 수납상태의 안테나 구조물에 인가될 경우 해당 인터페이스에서 응력 집중이 발생할 수 있으며, 하단부 전개구조물과의 인터페이스 강성은 안테나의 전개 시 강성에도 영향을 미칠 수 있어 Case 4의 경우 국부적으로 2 ply 의 추가적인 적층을 수행하여 제작을 진행하였다.
2.4 복합재 주반사판 제작
복합재 주반사판 제작 공정은 일반적인 복합재 제조 공정과 동일하게 hand lay-up 공정을 통한 CFRP Prepreg 적층 및 Autoclave 경화로 진행하였다.
구조 성능을 고려한 초기 설계안을 기반으로 공정 변수에 따라 4종류의 주반사판를 제작하였다.
(1) 반사면 표면 pin-hole을 최소화하기 위해 반사면을 고압(40 psi)으로 1차 성형을 수행한 후, 성형된 반사면 위에 접착 필름-허니콤 코어-접착 필름-외곽면 순서로 적층한 후 2차 성형을 수행하는 Co-Bonding 공정
(2) 반사면-접착 필름-허니콤 코어-접착 필름-외곽면 순서로 적층한 후 저압(10 psi)로 한번에 성형을 수행하는 Co-Curing 공정
(3) 접착 필름을 제외하고 반사면-천공 가공이 포함된 허니콤 코어-외곽면을 적층한 후 Venting path 를 확보하여 저압(10 psi)로 한번에 성형을 수행하는 Co-Curing 공정
(4) 접착 필름을 제외하고 반사면-천공 가공이 포함된 허니콤 코어-외곽면 적층 후, 추가적으로 체결 인터페이스 부를 보강 적층한 후 Venting path를 확보하여 저압(10 psi)로 한번에 성형을 수행하는 Co-Curing 공정
적층 및 성형 금형(Mould)은 복합재 주반사판의 정밀한 표면오차를 고려하여 열변형이 적은 Invar 36 소재로 제작되었다. Fig. 9와 같이 주반사판 형상에 맞게 재단된 소재를 Fig. 10, 11과 같이 적층 각도 및 순서에 따라 Lay-up Location Projector를 사용하여 적층하였으며, 적층된 구조물은 온도 및 압력을 인가할 수 있는 Auto-clave 장비를 사용하여 성형하였다.
성형이 완료된 주반사판은 육안검사 및 비파괴 검사를 통해 제품의 결함 유/무를 확인하였으며, 이후 주반사판에 체결되는 전개형 반사판 안테나의 전개구조물 체결 인터페이스를 고려하여 금속 인서트를 삽입하기 위해 홀 가공 및 Resin Potting을 수행하여 금속 인서트를 삽입하였다.
|
Fig. 1 Design of Composite Main Reflector |
|
Fig. 2 Modal Analysis Results for Antenna Model(Low Density Core) |
|
Fig. 3 Stacking of Composite Main Reflector |
|
Fig. 4 Pressure Distribution between Curing With-out Venting Path |

|
Fig. 5 De-bonding between Sheet and Core With-out Venting Path |
|
Fig. 6 Pressure Distribution between Curing with Venting Path |
|
Fig. 7 Perporated hole at Aramide Honeycomb Core |
|
Fig. 8 Laminate Patch-up at Interface Section |

|
Fig. 9 Prepreg Cutting |
|
Fig. 10 Honeycomb Core and Stacking Configuration on Mould |

|
Fig. 11 Stacking CFRP on Mould |
3.1 복합재 주반사판 제작 검증
Table 3에서 정의된 공정변수에 따라 제작된 4종류의 복합재 주반사판에 대한 무게를 측정하였다. 접착 필름을 제외한 Case 3, 4 주반사판의 경우 상대적으로 무게가 적게 측정되었다.
주반사판의 반사면을 40 psi의 성형압력으로 1차 성형된 Case 1 주반사판의 경우 반사면에 기공(Void) 및 미세구멍(pin-hole)이 없이 제작되었으나, 주반사판 전체를 10 psi의 성형압력 및 Co-Curing 공정으로 제작된 Case 2 주반사판의 경우 반사면에 미세구멍(pin-hole)이 식별되었다. 해당 미세 구멍은 직경 0.1 mm 이하의 매우 작은 구멍으로 성형 압력이 낮아 발생한 것으로, 반사판 안테나의 전기적 성능에 영향을 미치지 않을 것으로 간주되어 제작 결함으로 판단하지 않았다. Fig. 12, 13
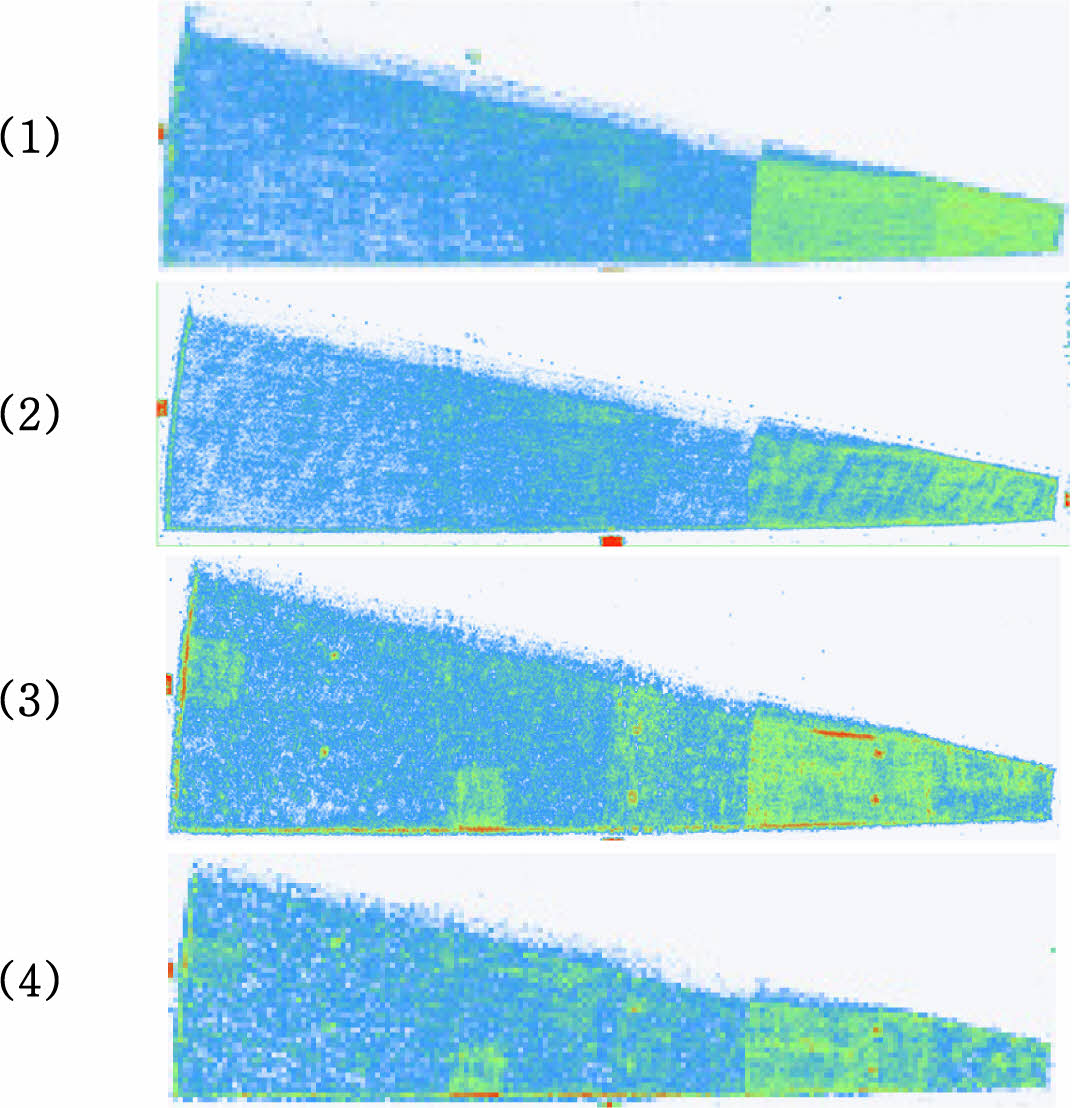
비파괴 검사는 Frequency가 0.5~5 MHz인 TTU(Through-Transmission Ultrasonic) type의 C-Scan 장비로 진행하였다. 비파괴 검사에 대한 기준을 마련하기 위해 기준시편을 제작하였으며, 기준시편의 건전부를 기준으로 12 dB 이하로 측정되는 부분은 건전부로 C-Scan 결과 상 녹색 혹은 청색으로 표시되며, 12 dB 이상으로 측정되는 부분은 결함부로 C-Scan 결과 성 적색으로 표시되어 결함 여부를 판단할 수 있다.
비파괴 검사 결과는 Fig. 14와 같다. 접착 필름을 적용한 Case 1, 2 주반사판의 경우 적층 패턴에 따른 측정 신호의 차이(Blue, green zone)만 보일 뿐 별도의 결함은 감지되지 않았다.
접착 필름을 제외한 Case 3, 4 주반사판의 경우 일부 Edge 영역에서 결함 신호(Red zone)가 감지되었지만, 결함 크기가 매우 작아(1 inch 이하) 구조적으로 이상이 없을 것으로 판단하였다.
3.2 복합재 주반사판 표면오차 분석
전개형 반사판 안테나의 반사면을 구성하는 복합재 주반사판은 안테나의 전기적 성능을 고려하여 설계된 반사면의 형상을 정밀하게 모사하여 제작되어야 한다. 이를 위해 최종 제작 및 가공이 완료된 복합재 주반사판 반사면의 표면오차를 측정 및 분석하였다.
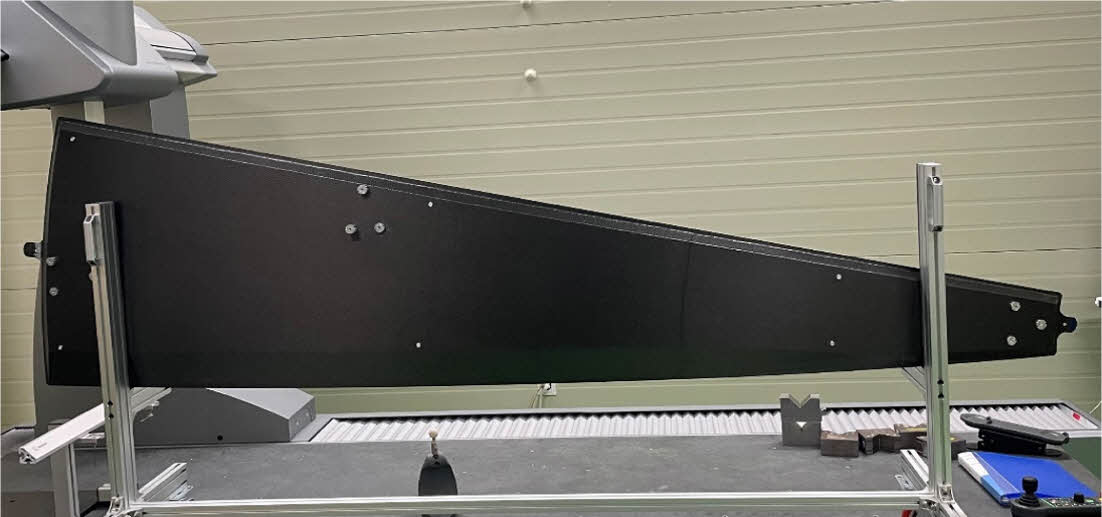
복합재 주반사판 반사면 곡면의 치수 안정성을 확인하기 위해 측정 기준 좌표를 주반사판 반사면 전체에 대해 일정 간격으로 선정하였으며, CMM(Coordinate Measuring Machine)을 활용하여 제품의 치수를 측정하였다. 표면오차 측정 간 주반사판의 중력에 대한 영향을 고려하여 Fig. 15와 같이 주반사판을 수직으로 거치할 수 있는 중력 보상장비를 활용하였으며 제작된 주반사판 각 Case에 대해 75개의 지점을 측정하여 표면오차를 분석하였다.
측정된 좌표와 설계된 주반사판 기준점의 모델링 상 좌표를 비교하여 측정 오차에 대한 RMS(Root Mean Square)를 계산하였다.
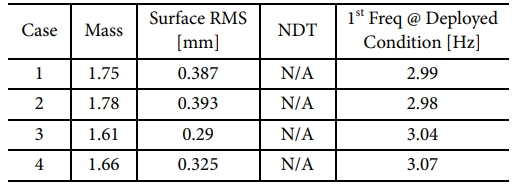
Co-Bonding 공정으로 제작된 Case 1 주반사판과 Co-Curing 공정으로 제작된 Case 2 주반사판의 표면오차는 각각 0.387 mm(RMS), 0.393 mm(RMS)로 유사하게 계산되었으며, 접착 필름을 제외한 Case 3, 4 주반사판의 표면오차는 각각 0.29 mm(RMS), 0.325 mm(RMS)로 Case 1, 2 주반사판에 비해 상대적으로 적게 측정되었다.
접착 필름을 제외한 Case 3, 4 주반사판의 경우, CFRP Laminate와 Honeycomb Core 간의 접착이 Prepreg에 함침된 수지로 진행되며, Core 내부 기체가 없어 Case 1, 2에 비해 높은 압력으로 성형이 진행됨에 따라 주반사판의 반사면을 보다 정확히 모사하여 제작된 것으로 추정된다.
3.3 복합재 주반사판 성능 검증
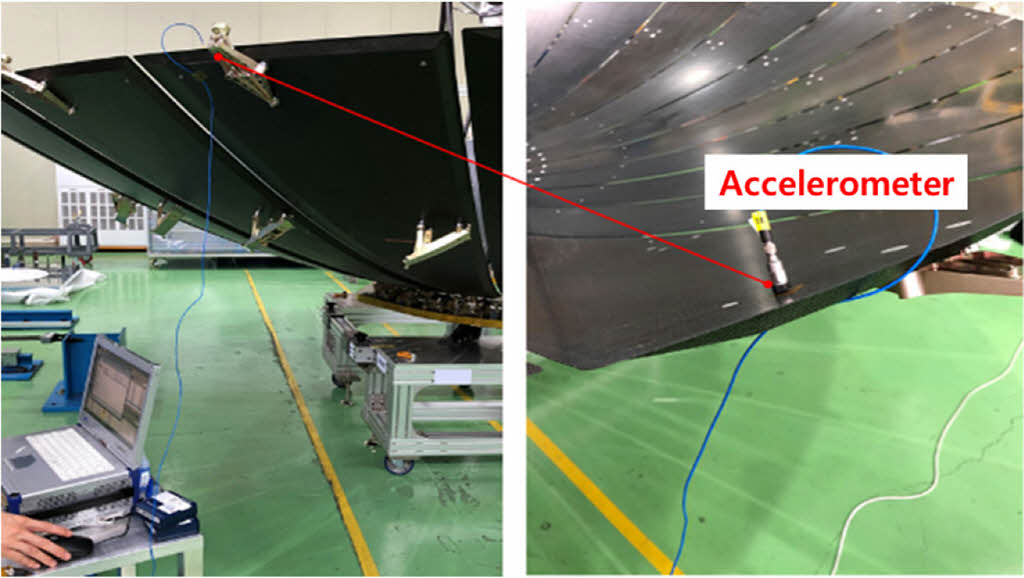
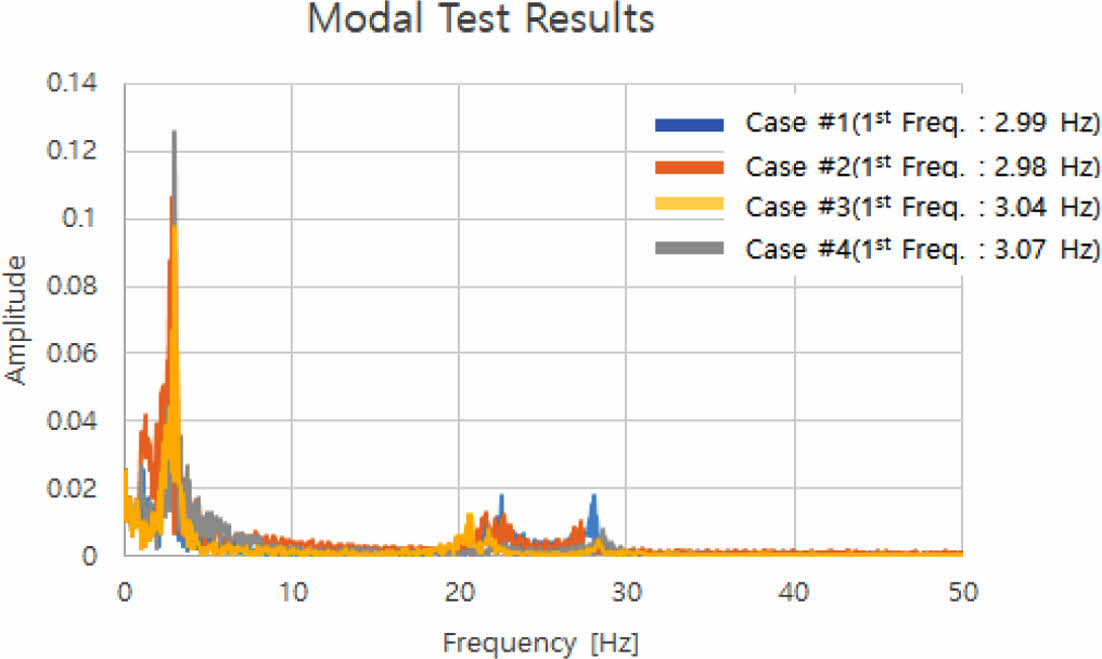
주반사판의 제작 공정 별 성능을 검증하기 위해 단일 주반사판의 모드 시험을 수행하였다. 모드 시험은 가속도계 타입의 데베트론 장비를 활용하여 수행되었으며, 주반사판의 끝 단에 가속도계를 부착한 후 충격 망치로 가진을 주어 4가지 타입의 각 주반사판의 전개 시 강성을 측정하였다. 시험 간 실제 안테나의 전개 형상을 모사하기 위해 Fig. 16과 같이 안테나의 상-중-하단에 체결되는 전개구조물을 체결하였으며, 실제 운용 조건과 동일한 전개 각도에서 시험을 수행하였다.
시험 결과는 Fig. 17과 같다. 제작된 주반사판 모두 안테나의 전개 시 강성 요구조건(2.5 Hz 이상)은 만족하였으나, 접착 필름을 제외한 Case 3, 4 복합재 주반사판의 무게가 가벼움에 따라 1차 고유진동수가 상대적으로 높게 측정되었다. 체결 인터페이스에 추가적으로 적층을 수행한 Case 4 주반사판의 경우 Case 3에 비해 무게가 소량 증가하였으나 전개 조건에서 주반사판을 지지하는 위치의 적층 수가 증가함에 따라 구속부 강성이 증가하여 주반사판 전개 시 강성 또한 증가하는 경향을 보였다.
3.4 전개형 반사판 안테나 적용을 위한 복합재 주반사판 선정
제작 공정에 따른 주반사판의 성능 검증 결과는 Table 4와 같다.
제작된 복합재 주반사판 모두 안테나의 설계 요구조건은 만족하였다. Co-Curing 공정을 적용한 복합재 주반사판은 Co-Bonding 공정으로 제작된 주반사판에 비해 반사면의 pin-hole이 증가하였으나, 안테나 RF 성능에 큰 영향을 미치지 않을 것으로 판단하였으며, 두 가지 공정은 주반사판의 기계적 성능에 큰 영향을 미치지 못하는 것으로 확인되었다.
CFRP Sheet와 Aramide Honeycomb Core간 접착 시 접착필름을 제외할 경우 Core 내부에 잔류하는 기체로 인한 구조체 내부 압력의 영향으로 성형 후 De-Bonding이 발생하는 것으로 추정되었다. 이에 따라 접착 필름을 제외한 Case 3, 4 주반사판의 경우 Core 벽면에 천공을 가공하여 구조체 내부에 Venting Path를 추가하였으며, Edge-Closed type 복합재 성형 간 문제가 발생하지 않는 것으로 확인되었다.
Case 3, 4 주반사판의 경우 접착 필름을 제외함에 따라 Case 1, 2 주반사판에 비해 약 5%의 경량화가 가능하며, 안테나 전체 24개의 주반사판에 대해서는 약 2 kg의 경량화가 가능할 것으로 확인되었다. Case 4 주반사판의 경우 추가적인 적층 공정이 적용되어 Case 3에 비해 무게가 소량 증가하였으나 전개 시 강성도 증가하는 것으로 확인되었다.
위성용 전개형 반사판 안테나의 경우 궤도 운용 환경에서의 민첩한 기동이 중요함에 따라 주반사판의 전개 시 강성을 가장 주요한 성능으로 판단하였으며, 본 연구를 통해 복합재 주반사판의 추가적인 경량화가 가능하며 높은 전개 시 강성을 확보할 수 있는 Case 4 주반사판을 전개형 반사판 안테나의 단일 주반사판으로 선정하였다.
|
Fig. 12 Pin-hole for Curing Condition |

|
Fig. 13 NDT Test(C-Scan) |
|
Fig. 14 NDT Results for Main Reflector Case |
|
Fig. 15 CMM Configuration Considering Gravity |
|
Fig. 16 Modal Test(Impact Hammer) on Composite Main Reflector on Deployed Condition |
|
Fig. 17 Results for Modal Test |
위성용 전개형 반사판 안테나의 핵심 구성품인 복합재 주반사판을 개발하기 위해 복합재 주반사판의 적층 설계 및 재료 물성에 따른 구조적 성능을 분석하여 주반사판의 설계를 수행하였다. 이후 설계된 주반사판을 기준으로 제작 공정 중 성형 방법, 접착 필름의 적용 유/무, 샌드위치 내부의 벤팅 경로를 설계 변수로 선정하여 4가지 타입의 복합재 주반사판을 제작하였다. 각 주반사판에 대해 무게 측정, 비파괴검사, 표면오차 측정 및 전개 시 강성 측정을 수행하였다. 공정 변수에 따른 복합재 주반사판의 성능 분석을 통해 추가적인 경량화가 가능하며 높은 전개 시 강성을 확보할 수 있는 공정을 선정하였다. 본 연구를 통해 복합재 주반사판의 설계, 해석, 제작 및 검증을 수행하였으며 해당 과정을 통해 전개형 반사판 안테나에 실 적용이 가능한 복합재 주반사판을 개발하였다.
본 연구는 2021년 방위사업청의 제원으로 국방기술진흥연구소의 지원을 받아 수행된 연구입니다(20-207-B00-011-001).
- 1. Maheshwaraa, U., Bourell, D., and Seepersad, C.C., “Design and Freeform Fabrication of Deployable Structure with Lattice Skins”, Rapid Prototyping Journal, Vol. 13, No. 4, 2007, pp. 213-225.
-

- 2. Footdale, J.N., and Banik, J., “Design and Deployment Testing of the Multi-arm Radial Composite(MARCO) Reflector Antenna,” 3rd AIAA Spacecraft Structures Conference, 2016.
-
- 3. Petrie, G., “Current & Future Spaceborne SAR Systems,” International Scientific & Technical Conference, Sep., 2008.
- 4. Manfred, S., and Reiner, B., “Development Summary and Test Results of a 3 Meter Unfurlable CFRP Skin Antenna Reflector”, The 10th European Space Mechanisms and Tribology Symposium, 2003, pp. 145-151.
- 5. Alberto, M., Di Cicco, L., Riccardo, R., and Davide, S., “Large Reflector Technologies at TAS-1,” 3rd International Conference Advanced Lightweight Structures and Reflector Antennas, 2018.
- 6. JAXA, “Epsilon Launch Vehicle User’s Manual”, 2016.
- 7. ILS, “Proton Launch System Mission Planner's Guide”, 2009.
- 8. Arianespace, “Vega C User’s Manual”, 2018.
- 9. Arianespace, “Ariane 6 User’s Manual”, 2021.
- 10. Kim, T.H., Kim, D.Y., Suh, J.E., Han, J.H., Lee, J.E., and Jung, H.Y., “Vibration Analysis of SAR Antenna Reflectors During Satellite Maneuver”, The Korean Society for Aeronautical and Space Sciences, Vol. 48, No. 2, 2020, pp. 225-231.
-
- 11. Kim, D.G., Koo, R.K., Kim, H.G., Song, S.C., Kwon, S.C., Lim, J.H., and Kim, Y.B., “Design and Analysis of Composite Reflector of High Stable Deployable Antenna for Satellite”, Composite Research, Vol. 36, No. 3, 2023, pp. 230-240.
-
- 12. Yuan, C., Li, M., Zhang, Z., and Gu, Y., “Experimental Investigation on the Co-Cure Processing of Honeycomb Structure with Self-Adhesive Prepreg”, Applied Composite Materials, Vol. 15, 2008, pp. 47-59.
-
- 13. Epstein, G., and Ruth, S., “Honeycomb Sandwich Structures: Vented versus Unvented Designs for Space Systems”, Aerospace Corporation, 1993.
 This Article
This Article
-
2024; 37(3): 219-225
Published on Jun 30, 2024
- 10.7234/composres.2024.37.3.219
- Received on Mar 23, 2024
- Revised on May 28, 2024
- Accepted on Jun 4, 2024
Services
Shared
Correspondence to
- Kyung-Rae Koo
-
Satellite System Team, Hanwha Systems
- E-mail: kr.koo@hanwha.com
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr