





- Moisture Absorption and Strengths of Composite Skins cured on the Close Heated Mold
Kyung-Su Kim*, Hyeon-Seok Choe**, Byeong-Su Kwak*, Jin-Hwe Kweon*†
* School of Mechanical and Aerospace Engineering, Gyeongsang National University
** Department of Composite Structure & System, Korea Institute of Materials Science- 폐쇄형 가열 금형에서 경화된 복합재 외피의 수분흡수 및 강도특성
김경수*·최현석**·곽병수*·권진회*†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
The moisture absorption rate and structural strength changes of oven-cured composite skin based on closed molds were studied. Moisture absorption was performed on specimens with and without filler applied. The specimens were exposed to moisture for up to 231 days. Tensile and compression tests were conducted with and without filler application. As a result of the test, the moisture absorption rates of the tensile and compressive specimens without filler were 2.4 and 0.3% higher, respectively, than those with the filler applied. The tensile and compressive strengths of the specimen without filler applied were average 305 MPa and 139 MPa, respectively, and the tensile and compressive strengths of the specimen with filler applied were 313 MPa and 166 MPa, respectively, appeared high
폐쇄 금형 기반의 오븐 경화된 복합재 스킨에 대한 수분 흡수율 및 구조강도 변화를 연구하였다. 수분 함침은 필러를 도포한 시편과 도포하지 않은 시편에 대해 수행하였으며, 시편은 최대 231일 동안 수분에 노출하였다. 구조시험은 필러 도포 유무를 구분하여 인장 및 압축시험을 수행하였다. 시험 결과, 필러를 도포하지 않은 인장 및 압축시편의 수분 흡수율이 도포한 시편에 비해 각각 2.4, 0.3% 높게 나타났다. 필러를 도포하지 않은 시편의 평균 인장 강도는 305 MPa 압축강도는 139 MPa, 필러를 도포한 시편의 평균 313 MPa, 압축강도는 166 MPa로, 필러를 도포한 시편의 인장 및 압축강도가 높게 나타났다
Keywords: 흡습(Moisture absorption), 폐쇄 금형(Close mold), 필러(Filler)
복합재료(composite materials)는 높은 비용과 설계 및 제작의 어려움에도 불구하고 금속 재료와 비교하여 무게 대비 강도와 강성 및 피로 특성 등이 우수하여 고성능 구조에의 적용이 확대되고 있다[1]. 특히 항공 분야에서는 새로운 복합재료와 제조 공정의 개발로 인하여 적용 비율이 증가하고 품질 신뢰도가 향상되고 있다. 또한 도심형 이동 모빌리티(UAM)에서는 친환경 추력 장치의 사용으로 인한 항속 거리 증가를 위하여 복합재료의 사용이 필수적이라 할 수 있다. 이동형 모빌리티의 블레이드 또한 일반적으로 프리프레그 형태의 복합재료를 사용하고 있는데 본 연구에서는 블레이드의 운용 및 정비시에 발견되고 있는 블레이드 내부 수분 존재의 원인 및 영향성에 대하여 연구하였다. 복합재료 적층구조에서 수분은 확산작용(diffusion)에 의해 기지재로 침투하거나, 모세관 현상에 의해 계면(interface)을 통해 침투하게 된다[2]. 특히 외부 환경에 직접적으로 노출되는 외피 구조물의 표면에 손상 또는 균열이 발생할 경우 수분의 침투 및 확산이 가속화될 수 있다[3].
블레이드의 구조는 사용되는 재료 및 위치에 따라 다르지만 가장 일반적인 구조는 Fig. 1과 같이 복합재 외피와 노멕스 하니콤 코어(Nomex honeycomb core)로 이루어진 구조이다. 일반적으로 표면 품질을 향상시키기 위하여 도장 작업 전에 필러(filler)를 적용한다.
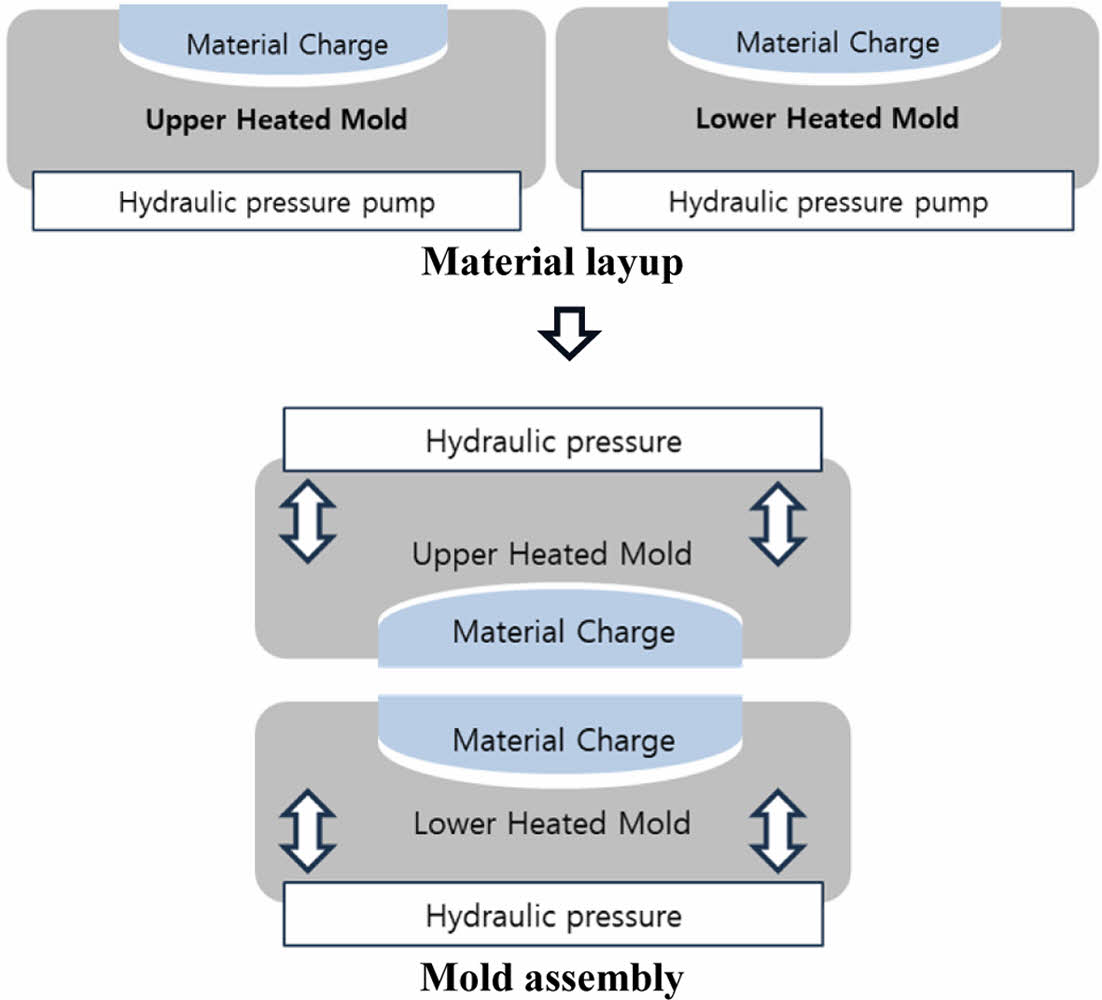
이동형 모빌리티 블레이드의 일반적인 제작 공정 순서는 Fig. 2와 같다. 블레이드 제작 공정 중 특이한 사항은 오토클레이브를 사용하지 않고 자체로 가열 기능이 있는 폐쇄형 가열 금형(close heat mold)을 사용하여 복합재를 경화하는 것이다. 폐쇄 금형은 상형과 하형으로 구성되어 있으며 복합재료 경화온도까지 가열할 수 있는 경화장치가 부착되어 있다. 일반적으로 복합재료 성형 공법에서 폐쇄 금형은 RTM(resin transfer molding) 공정[4]에 사용되는 치구이나 최근에는 프리프레그 성형에도 사용되고 있다. 프리프레그 및 각종 부품으로 조립된 성형 전 블레이드의 경우 진공필름(vacuum bag film)을 사용하지 않고 Fig. 3에서와 같이 폐쇄 금형의 상하부의 결합으로 블레이드 조립품에 기계적 압력과 열을 가하여 블레이드 구조물을 제작한다. 이후 각종 구조물이 조립되어 최종 도장 후 블레이드가 완성되어 이동형 모빌리티에 장착된다.
폐쇄형 가열 금형에서는 경화 시 진공필름을 사용하지 않으므로 프리프레그 경화 중에 일반 공기와 접촉하고 경화 시 발생하는 휘발성 성분이 표면으로 자연 배출되므로 경화 후 표면 기공률이 높다. 따라서 블레이드의 외관 품질 향상을 위하여 블레이드 최종 도장 전에 외피 표면에 에폭시 계통인 필러 자재를 도포한 후 샌딩 및 최종 도장을 수행하여 블레이드를 완성한다.
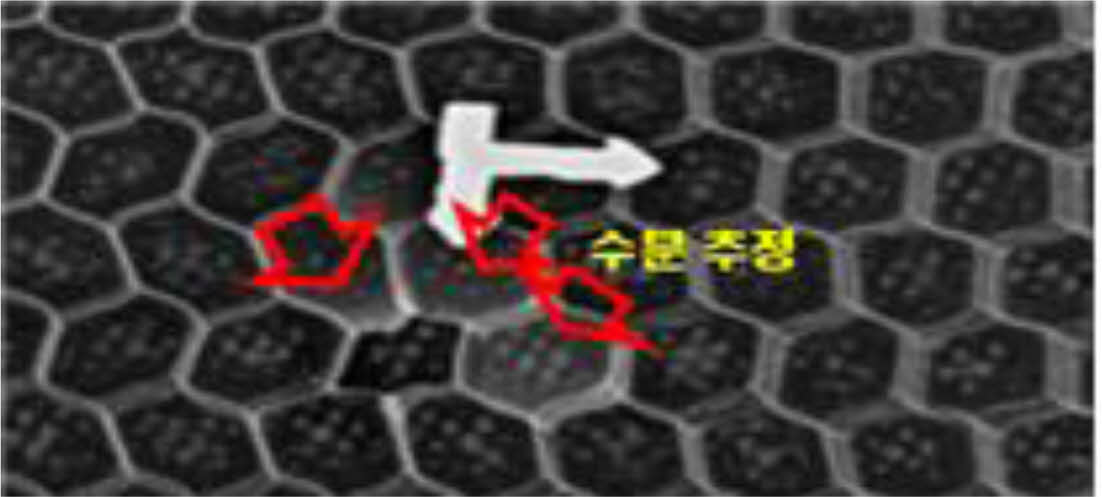
최종 도장을 수행한 후 장착된 블레이드의 장시간 운용후 X-선 촬영을 하였는데 일부 블레이드에서 Fig. 4와 같은 블레이드 내부 허니컴 코어에 침적된 수분이 존재함을 알 수 있었다.
오토클레이브 진공백 공정에서는 경화 압력이 낮을수록 초음파 감쇠 계수와 미세기공률이 증가하는 것으로 보고되고 있다[5]. 낮은 오토클레이브 경화 압력과 유사한 압력이 가해지는 폐쇄형 금형에서는 경화 중 발생하는 휘발성 성분을 진공백을 사용하지 않고 자연적으로 배출하면서 많은 기공이 발생하게 되고 이 기공이 수분의 통로 역할을 하게 되어 복합재 내부 코어 부위에 수분이 침적되는 것으로 볼 수 있다.
흡수된 수분은 섬유에 인장응력을 발생시켜 섬유-기지의 계면 분리와 섬유 파괴와 같은 영구 손상을 발생시키고[6] 오토클레이브 공법으로 제작된 탄소/PEEK 복합재료 및 유리섬유 복합재료의 기계적 특성이 습도환경에 노출된 후 저하된다는 것이 보고되었다[7,8]. 또한 접착 체결부의 강도 또한 수분 노출에 따라 저하된다는 연구 결과도 보고되어 있다[9,10].
본 연구에서는 이동형 모빌리티 블레이드의 전통적 제작공정인 폐쇄형 가열 금형으로 복합재 시편을 제작하고 필러 작업을 적용한 시편과 미적용 시편을 구분하여 시편을 수분에 노출시켰다. 각 시편의 노출 시간에 따른 수분 흡수량의 변화, 인장 및 압축 강도를 확인하여 수분 침적에 따른 기계적 성질의 변화를 연구하였다. 또한 연구 결과를 바탕으로 블레이드 수분 흡수 현상의 원인과 최소화하기 위한 제작 측면에서의 개선안을 제시하였다.

|
Fig. 1 Cross section of a typical blade structure |

|
Fig. 2 Blade manufacturing sequence |
|
Fig. 3 Close heat mold schematic |
|
Fig. 4 Entrapped water in blade core |
2.1 시편 제작
본 시험을 위하여 블레이드에서 수분의 통로 역할을 하는 외피를 대상으로 필러를 미적용(Fig. 5)한 시편과 필러를 적용(Fig. 6)한 2가지 시편을 제작하였다.
카본 평직 프리프레그(carbon fabric prepreg)는 무한컴포지트사의 WSN-3KY (plain weave), 유리섬유 평직 프리프레그(glass fabric prepreg)는 GEP 118(plain weave)을 사용하였다. 블레이드 폐쇄 금형과 유사한 형태로 하형 적층 후 Fig. 7과 같이 상형 플레이트를 적층판에 결합하여 Fig. 8과 같이 오븐에서 경화하였다.
오븐에서 경화한 후 적층판에서 압축 시편(ASTM D6484, 300 mm × 40 mm)과 인장 시편(ASTM D5766, 230 mm × 22 mm) Table 1과 같이 제작하였다.
필러 미적용 시편의 형상은 Fig. 9와 같다. 필러 적용이 필요한 시편은 EC3119 에폭시 퍼티(epoxy putty) 필러를 도포하고 상온 경화 후 표면의 필러 잔해물을 사포로 제거하였다. 필러를 적용한 시편의 형상은 Fig. 10과 같다. 시편 표면의 백색 필러 유무로 필러 적용과 미적용 시편을 구분할 수 있다.
2.2 시험 방법
2.2.1 표면 관찰
시편의 표면과 단면을 Nikon 사의 현미경(LV150N)을 사용하여 수분 노출 전 필러 적용 및 미적용으로 구분하여 촬영(100배)하여 비교하였다.
2.2.2 흡수 시험
Table 1의 시편을 상온 증류수 수조(Fig. 11)에서 수분 노출 전부터 최대 33주(231일)까지 노출 기간 동안 초기 4주동안에는 매주, 이후는 측정 주기를 늘려가며 시편 표면의 수분을 제거한 후 정밀 전자 저울에서 시편의 무게를 측정하였다.
각 기간별 수분 노출 후 수분 흡수율은 아래의 식 (1)에 의해 계산하였다[11].

여기서 MC는 흡수율, WO는 함천 전 무게, WT는 함침 후의 무게를 나타낸다.
2.2.3 압축 및 인장 시험
수분 함침 후 0일, 80일(1,920시간) 및 260일(6,240시간)이 경과한 시편을 강제 건조하지 않고 수분이 함침된 상태로 유지하면서 시험 전 시편 표면의 수분을 제거한 후 강도 시험을 수행하였다. 시험에 사용된 재료 시험기는 Instron 5582이고 상온 상태에서 압축 시험은 ASTM D6484[14] 인장시험은 ASTM D5766[15]에 따라 시험을 수행하였다.

|
Fig. 5 Laminate structure (without filler) |

|
Fig. 6 Laminate structure (with filler) |

|
Fig. 7 Cure mold structure |

|
Fig. 8 Mold in oven |

|
Fig. 9 Compression strength (without filler) |

|
Fig. 10 Compression strength (with filler) |

|
Fig. 11 Specimens in the water tank |

3.1 시편 표면 관찰 결과
진공 오토클레이브 성형 제작 공법이 아닌 폐쇄 금형을 사용하여 프리프레그를 오븐에서 경화하였기 때문에 Fig. 12에서와 같이 시편의 표면이 매끄럽지 못하고 일부 부위가 수지로 채워지지 못한 상태가 발견되고 있다. 이는 진공백 성형 공정에 비해 경화 중 압력의 균일성이 떨어지고, 수지가 경화하면서 발생하는 휘발 성분의 자연 배출에 기인한 것으로 판단된다.
폐쇄 금형을 사용하여 오븐에서 경화된 시편의 표면에 필러 작업을 수행한 후 표면을 관찰하였을 때는 Fig. 13에 보인 바와 같이 수지가 채워지지 않은 공간이 필러로 채워져 있음을 확인할 수 있다.
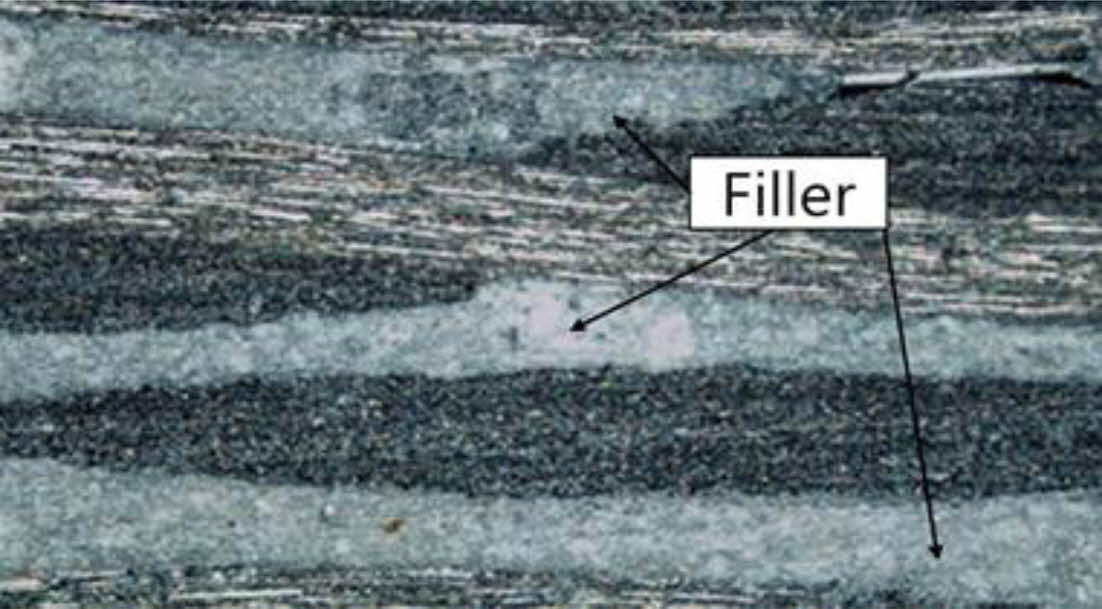
3.2 시편 단면 관찰 결과
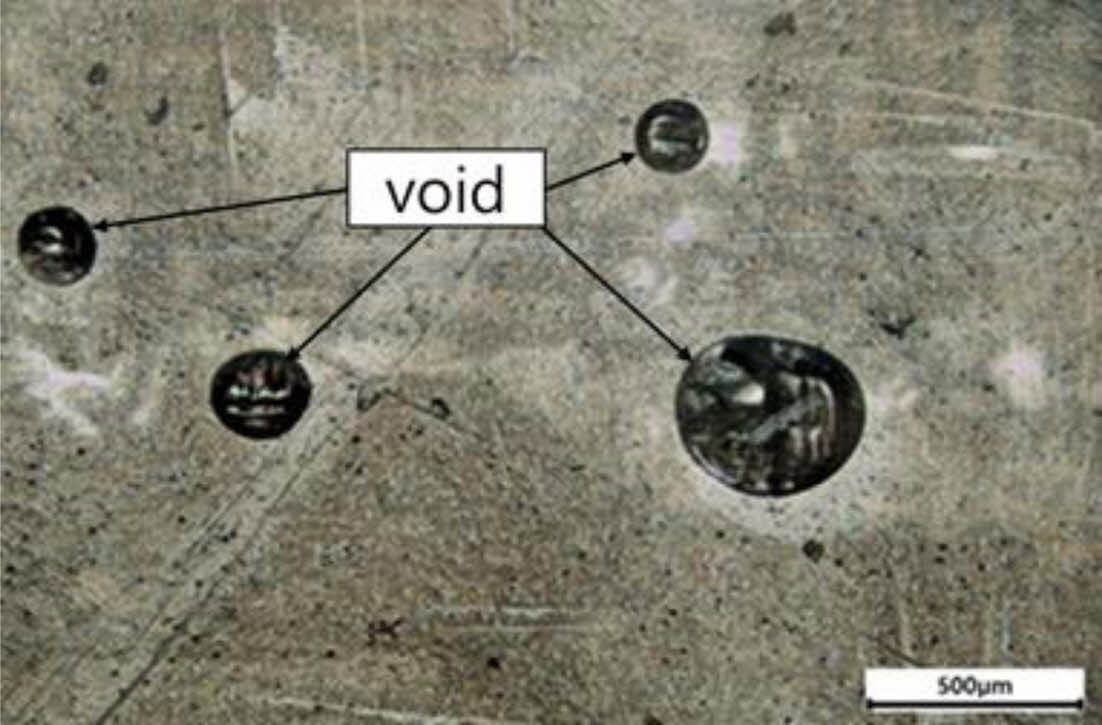
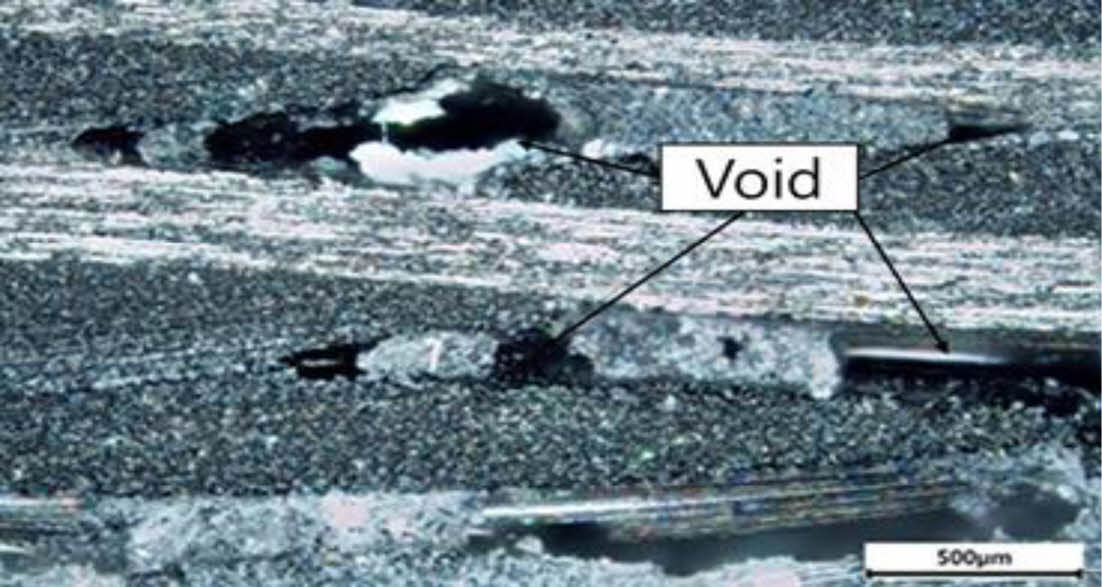
Fig. 14는 시편의 단면을 확대한 사진이다. 앞에서도 언급하였듯이 폐쇄 금형으로 경화된 특성으로 수지가 채워지지 않는 빈 공간을 볼 수 있다. 시편의 단면에 필러 적용을 하면 Fig. 15에서와 같이 빈 공간이 없이 모두 필러로 채워진 것을 알 수 있다.
시편의 관찰 결과 필러 작업을 수행하게 되면 폐쇄 금형으로 오븐에서 경화할 때 발생하는 불균질한 기공을 제거할 수 있으므로 블레이드 표면이 균질하게 되고, 도장후의 블레이드 표면 품질이 우수해지는 효과를 얻을 수 있음을 확인하였다.
3.3 흡수 시험 결과
인장 시편(230 mm × 22 mm)과 압축 시편(300 mm × 40 mm)은 모양은 다르지만 시편의 두께는 1.59 mm로 동일하다. 두께가 동일한 시편을 수분에 노출하였을 경우 이전 연구 자료[3]에서와 같이 복합재 외피가 수분을 흡수하는 것을 확인할 수 있었다.
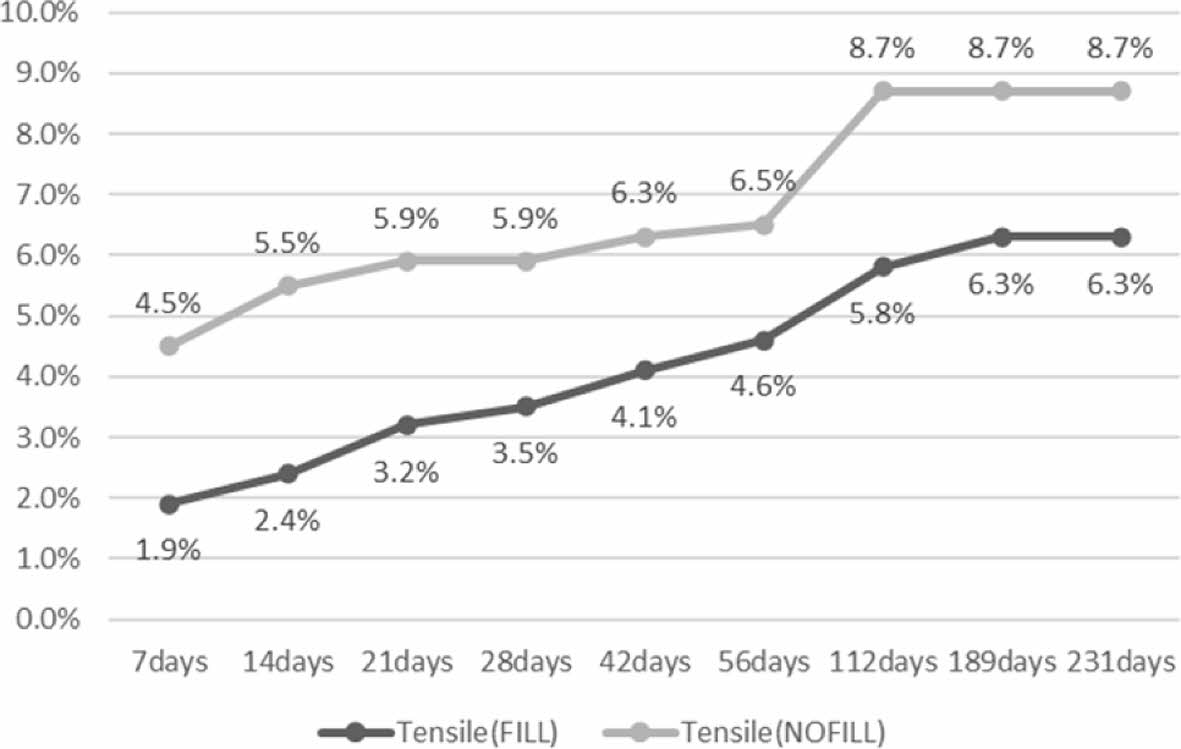
이전 연구 자료[2,13]에 따르면 오토클레이브 경화의 수분흡수율은 침적 기간에 따라 차이가 있지만 평균적으로 2% 내외로 나타난다. 하지만, 블레이드 제작 공정과 동일하게 제작된 시편의 231일 함침시 인장 시편 수분 흡수율(약 8.7%/필링미수행), 압축 시편 흡수율(약 9.2%/필링미수행)은 오토클레이브 경화 시편에 비해 상대적으로 높게 나타난다.
이는 시편 제작에서 폐쇄 금형 기반의 오븐 경화를 수행하기 때문에 기공성 기지 조직이 형성되고 기공성 기지 조직 내부로 수분 침투가 이루어지기 때문으로 볼 수 있다. 필러를 적용한 인장시편 및 압축시편의 수분 흡수율은 각각 6.3%와 8.9%로 표면 부근에 형성된 기공성 기지조직을 필러로 제거할 수 있어 필러를 적용하지 않은 시편에 비해 수분 흡수율이 상대적으로 낮은 것을 확인하였다. Fig. 16 Fig. 17
3.4 인장 및 압축 시험 결과
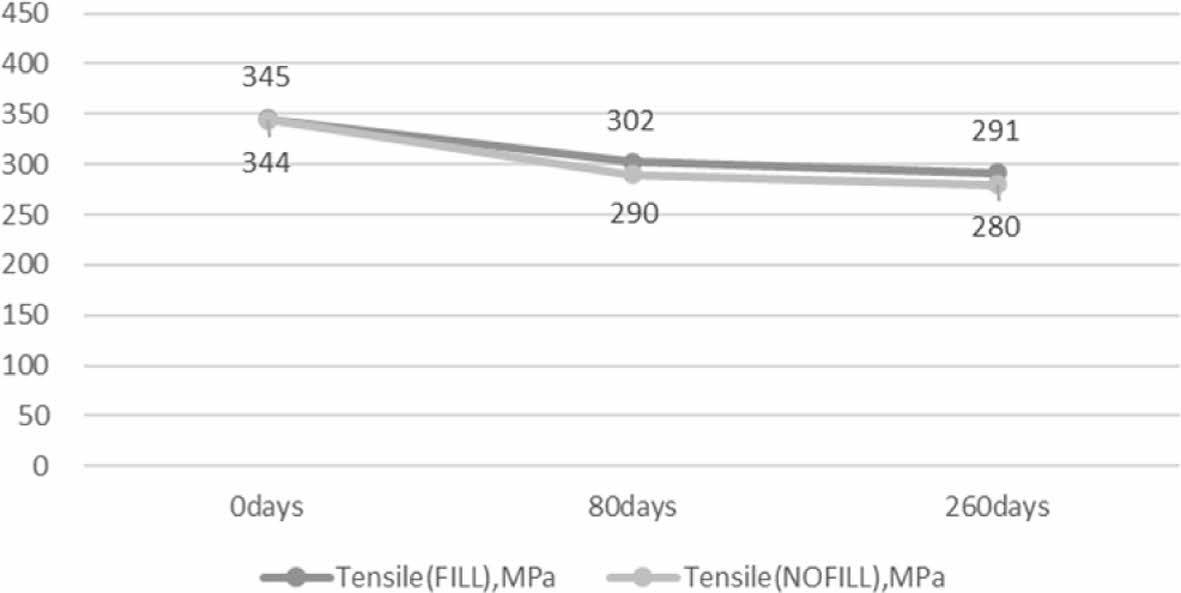
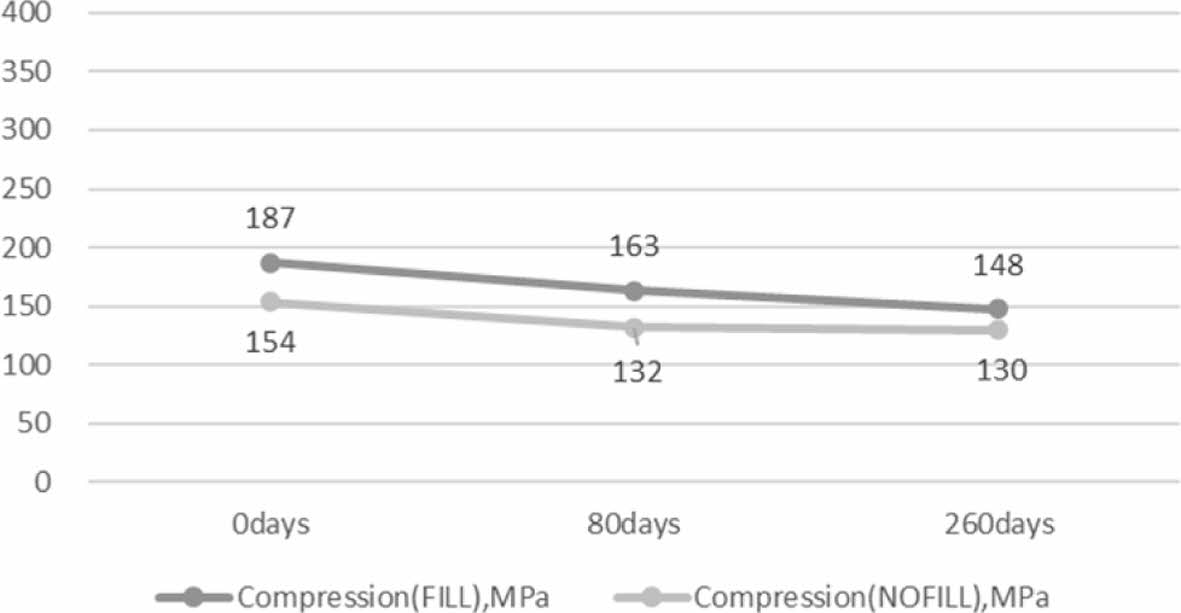
탄소 섬유 프리프레그를 오토클레이브 공법으로 제작한 시편의 수분 흡습에 따른 기계적 특성을 연구한 자료[11- 13]에 따르면 특정 기간까지의 수분 흡수율은 급격히 증가하고 또한 기계적 특성이 저하됨을 확인할 수 있다.
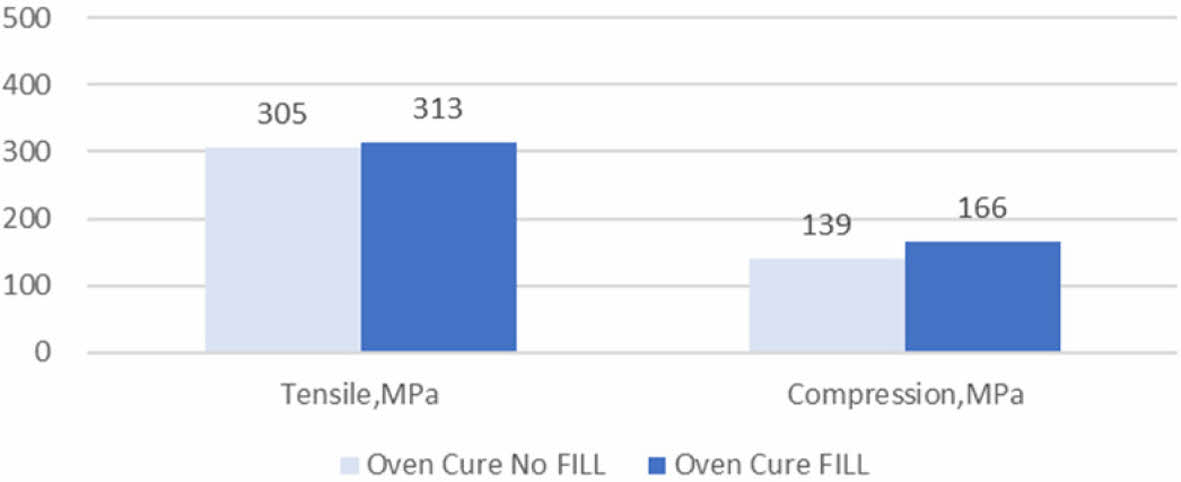
Fig. 18, 19에 보인 바와 같이 폐쇄형 금형에서 경화된 시편 또한 수분 침적 기간에 따른 시편 시험 결과는 이미 알려진 바와 같이 침적 기간이 증가할수록 인장 및 압축 강도값은 감소하는 것으로 확인되었으며 또한 Fig. 20에서 보듯이 필러 작업 수행 여부에 따라 강도값의 차이가 발생하는 것도 확인되었다. 수분 함침 전 및 후의 총 15개 평균 인장 강도에서는 필러 작업 시편이 약 5% 높으며 압축 강도에서는 약 22% 정도 높은 것으로 확인되었다. 이는 필러가 폐쇄형 금형에서 발생한 기공을 채어주므로 수분 함침전부터 강도값이 유사(인장강도)하거나 상대적으로 높게(압축강도) 나오며 이는 수분 노출후에도 동일하게 높게 나옴을 확인할 수 있으며 인장 강도의 경우는 수분 흡수율로 인하여 필러 작업을 수행한 시편의 강도가 수분 함침전보다 상대적으로 높았다
|
Fig. 12 Surface without filler |

|
Fig. 13 Surface with filler |
|
Fig. 14 Cross section without filler |
|
Fig. 15 Cross section with filler |
|
Fig. 16 Moisture content of tensile specimen with moisture exposure |

|
Fig. 17 Moisture content of compressive specimen with moisture exposure |
|
Fig. 18 Tensile strength with moisture exposure |
|
Fig. 19 Compressive strength with moisture exposure |
|
Fig. 20 Average strength with fill |
본 연구에서는 폐쇄 금형 기반의 오븐 경화된 복합재 시편에 대한 수분 흡수율 및 수분 흡수율에 따른 인장, 압축 강도의 변화를 시험으로 확인하였다. 수분 흡수율 변화는 오븐 경화 후 필러를 도포한 시편과 도포하지 않은 시편에 대해 확인하였다. 필러를 도포한 인장 및 압축시편은 최대 6.3%와 8.9%의 수분 흡수율을 보였고, 필러를 도포하지 않은 인장 및 압축시편은 최대 8.7%와 9.2%의 수분 흡수율을 보였다. 폐쇄 금형 기반의 오븐 경화로 발생한 기공성 기지 조직에 수분이 침적되어 높은 수분 흡수율을 보이지만 필러를 도포한 경우 표면 기공에 필러가 충진되어 수분 흡수율이 필러를 도포하지 않은 경우에 비해 낮게 나타났다. 또한 평균 인장 감도는 필러 미적용 시편은 305 MPa 적용 시편은 313 MPa이며, 평균 압축 강도는 각각 139 MPa과 166 MPa으로 필러 적용 시편이 상대적으로 높았다. 본 연구의 결과로부터 폐쇄 금형 기반의 오븐공정으로 제작되는 복합재 구조물의 수분 함침 현상에 대한 원인 파악을 할 수 있었으며 도장 전 표면 향상을 위하여 블레이드 스킨에 적용되는 필러가 강도에도 긍정적인 영향을 주는 것으로 확인이 되어 공정 중 필러를 적용하는 공정의 중요성을 확인할 수 있었다. 결론적으로 폐쇄형 금형으로 제작된 블레이드 내부의 수분 함침 현상은 공정 특성상 발생하는 것이며 제작 공정 중 표면 향상을 위하여 적용되는 필러 작업을 통하여 수분 흡수를 저지 및 스킨의 강도 증가를 얻을 수 있으니 규격에 따른 필러 작업을 철저히 수행을 하여야 한다.
- 1. Strong, A.B., Fundamentals of Composites Manufacturing: Materials, Methods and Applications, Second Edition, Society of Manufacturing Engineers, Michigan, USA, 2008.
- 2. Kim, Y.H., Kim, K.J., Jo, Y.D., Moon, K.M., and Han, J.W., “Effect of Moisture Absorption on the Fiber-reinforced Composite Materials,” Composite Research, Vol. 21, No. 2, 2008, pp. 1-7.
-

- 3. Lee, H.K., Kweon, H., Park, S.Y., Choi, W.J., Choi, H.S., Lee, S.C., and Jeong, G.M., “Property Evaluation of Aerospace-grade Composite Laminate subjected to Moisture Absorption Environments,” Proceeding of the Korean Society for Aeronautical and Space Sciences, Gyeongju, Korea, Nov. 2011, pp. 821-826.
- 4. Loos, A.C., and Springer, G.S., “Moisture Absorption of Graphite-Epoxy 825 Composites Immersed in Liquids and in Humid Air,” Journal of Composite Materials, Vol. 13, 1979, pp. 131-147.
-
- 5. Yoon, H.S., An, W.J., Kim, M.S., Hong, S.J., Song, M.H., and Choi, J.H., “Analysis of Composite Microporosity according to Autoclave Vacuum Bag Processing Conditions,” Composite Research, Vol. 32, No. 5, 2019, pp. 199-205.
-
- 6. Judd, N.C.W., “Absorption of Water into Carbon Fibre Composites,” British Polymer Journal, Vol. 9, No. 1, 1977, pp. 36-40.
-
- 7. Bismarck, A., Hofmeier, M., and Domer, G., “Effect of Hot Water Immersion on the Performance of Carbon Reinforced Unidirectional Poly(ether ether ketone) (PEEK) Composites: Stress Rupture under End-loaded Bending,” Composites Part A: Applied Science and Manufacturing, Vol. 38, No. 2, 2007, pp. 407-426.
-
- 8. Kim, H.Y., Park, Y.H., You, Y.J., and Moon, C.K., “Short-term Durability Test for GFRP Rods under Various Environmental Conditions,” Composite Structures, Vol. 83, No. 1, 2008, pp. 37-47.
-
- 9. Yang, H.J., Jeong, M.G., Kweon, J.H., and Choi, J.H., “Strength of Composite Single-lap Bonded Joints with Different Saltwater Moisture Contents,” Composite Research, Vol. 24, No. 4, 2011, pp. 48-54.
-
- 10. Song, M.G., Kweon, J.H., Choi, J.H., Kim, H.J., Song, M.H., Shin, S.J., and Byun, J.H., “Hygrothermal Effect on the Strength of Carbon/Epoxy Composite Single-Lap Bonded Joints,” Journal of the Korean Society for Aeronautical & Space Sciences, Vol. 38, No. 2, 2010, pp. 119-128.
-
- 11. Seo, S.H., Lee, D.B., and Moon, C.K., “A Study on Degradation in the Moisture Environment and Recovery of Carbon Fiber Reinforced Composites,” Composite Research, Vol. 17, No. 3, 2004, pp. 8-14.
- 12. Kim, W.K., and Moon, C.K., “Effect of the Moisture Environment on the Mechanical Properties of Carbon Fiber Laminates,” Journal of Ocean Engineering and Technology, Vol. 13, No. 4, 1999, pp. 63-74.
- 13. Moon, C.K., Choi, H.L., and Lee, B., “Influence of Moisture Absorption on the Mechanical properties in the Laminates Composites,” Journal of Ocean Engineering and Technology, Vol. 14, No. 3, 2000, pp. 90-99.
- 14. ASTM D6484, Standard Test Method for Open-Hole Compressive Strength of Polymer Matrix Composite Laminates.
-
- 15. ASTM D5766. Standard Test Method for Open-Hole Tensile Strength of Polymer Matrix Composite Laminates.
-
 This Article
This Article
-
2024; 37(2): 126-131
Published on Apr 30, 2024
- 10.7234/composres.2024.37.2.126
- Received on Dec 11, 2023
- Revised on Jan 31, 2024
- Accepted on Apr 21, 2024
Services
Shared
Correspondence to
- Jin-Hwe Kweon
-
School of Mechanical and Aerospace Engineering, Gyeongsang National University
- E-mail: jhkweon@gnu.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr