





- Comparative Evaluation of Manufacturing Properties of Carbon Fiber Reinforced Thermoplastic Polymer (CFRTP) according to Nanofiller Type
Jun Ha Park*, Soon Ho Yoon*, Minkook Kim*†
* Institute of Advanced Composite Materials, Korea Institute of Science and Technology (KIST)
- 나노필러 종류에 따른 열가소성 탄소 섬유강화 복합재료의 제작 물성 비교 평가
박준하*· 윤순호*· 김민국*†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
This study compared and evaluated the mechanical properties of carbon fiber reinforced thermoplastic polymer (CFRTP) mixed with nanofillers. After mixing various nanofillers such as Multi-wall carbon nanotube (MWCNT), Silicon oxide, Core shell rubber, and Aramid nanofiber with Polyamide 6 (PA6) resin, this is used as a matrix to create a carbon fiber reinforced composite material (CFRP) was manufactured and its physical properties were measured. Depending on the type and mixing ratio of nanofiller, tensile strength, inter-laminar shear strength (ILSS), and Izod impact strength were measured. In terms of tensile strength and impact strength, the highest values were obtained when mixing core shell rubber, however the ILSS was optimal when mixing less than 1 wt.% of silicon oxide.
본 연구는 나노필러가 혼합된 열가소성 탄소섬유강화 복합재료(Carbon fiber reinforced thermoplastic polymer, CFRTP)의 물성을 비교 평가하였다. Polyamide 6 (PA6) 수지에 Multi-wall carbon nano tube (MWCNT), Silicon oxide, Core shell rubber, Aramid nano fiber 등의 다양한 나노필러를 혼합한 후, 이를 기지재(Matrix)로 탄소섬유강화복합재료(CFRP)를 제조하여 그 물성을 측정하였다. 나노필러의 종류와 혼합비율에 따라, 인장강도, 층간계면결합력 (Inter-laminar shear strength), Izod 충격 강도 등이 측정되었다. 인장 강도와 충격 강도의 경우 Core shell rubber를 혼합한 경우 가장 높은 물성을 가졌으나, 계면결합력은 silicon oxide를 1 wt.% 이하 혼합하였을 때 최적값을 가졌다.
Keywords: 열가소성 수지(Thermoplastic polymer), 나노필러(Nanofiller), 기계적 물성(Mechanical property), 열가소성 탄소섬유강화 복합재료(CFRTP)
최근 재사용과 재활용이 어려운 열경화성(Thermoset polymer) 기반 복합재료의 한계를 극복하기 위해, 탄소섬유 강화 열가소성 복합재료(Carbon fiber reinforced thermoplastic polymer, CFRTP)에 대한 연구가 활발하다[1]. 특히 PA6, PEEK, PPS, ABS와 같이 우수한 기계적 및 열적 특성을 지닌 엔지니어링 수지(Engineering plastic) 가 자동차 및 항공기 응용 분야에 적용하고자 연구되고 있다[2]. 그러나 CFRTP는 열가소성 수지의 높은 용융 온도 및 점도로 인해 낮은 계면 결합 강도(낮은 표면 자유 에너지)로 인해 섬유와 매트릭스 사이의 계면 결합력이 약하고 함침이 어렵다[3]. 이를 보완하기 위해서 다양한 종류의 나노 필러가 CFRTP에 도입되고 있다. 일반적으로 높은 종횡비를 가진 소재가 하중전달에 유리하기 때문에 다중벽 탄소 나노튜브(Multi-wall carbon nanotube, MWCNT), 아라미드 나노섬유(Aaramid Nanofiber, ANF)가 사용되며, 혼합이 용이하고 내충격성이 좋은 원형의 산화실리콘(Silicon oxide), Core shell rubber 등 역시 적용되고 있다[4-8].
그러나 나노입자의 단순한 혼합 방법은 나노입자의 분산이 불균일하고 수지의 점도를 크게 증가시키는 결과를 낳는다. 점도가 증가하면 탄소 섬유와 기지재 수지 사이의 함침 및 계면 결합이 오히려 감소할 수 있다. 열경화성 수지에 비해 점도가 높고, 표면자유에너지가 낮은 열가소성 수지는 나노필러의 혼합에 따른 물성저하의 영향을 크게 받는다.
본 연구에서는 Polyamide 6 (PA6) 수지에 MWCNT, Silicon oxide, core shell rubber, ANF 등의 다양한 나노필러를 혼합한 후, 이를 이용하여 CFRTP를 제조하였다. 제조된 CFRTP의 인장강도, 충격강도, 층간전단강도를 평가하여 나노필러의 영향성을 비교하고 최적 혼합 비율을 제시하였다.
2.1 재료
CFRTP 시편은 12-k 원사 평직 탄소 직물(T700, Toray Advanced Materials, 일본)과 PA6 수지(Nylon6 Chip, KP Chemtech, 대한민국)을 사용하여 제작되었다. PA6은 우수한 기계적 성질과 260oC의 상대적으로 낮은 가공온도를 지닌 저렴한 엔지니어링 플라스틱이다[9,10]. PA6는 고분자 사슬에 극성 작용기(-CO-NH-)를 갖고 있어 수산기(-OH)나 카르복실기(-COOH)를 함유한 극성 물질과 수소결합을 형성한다.
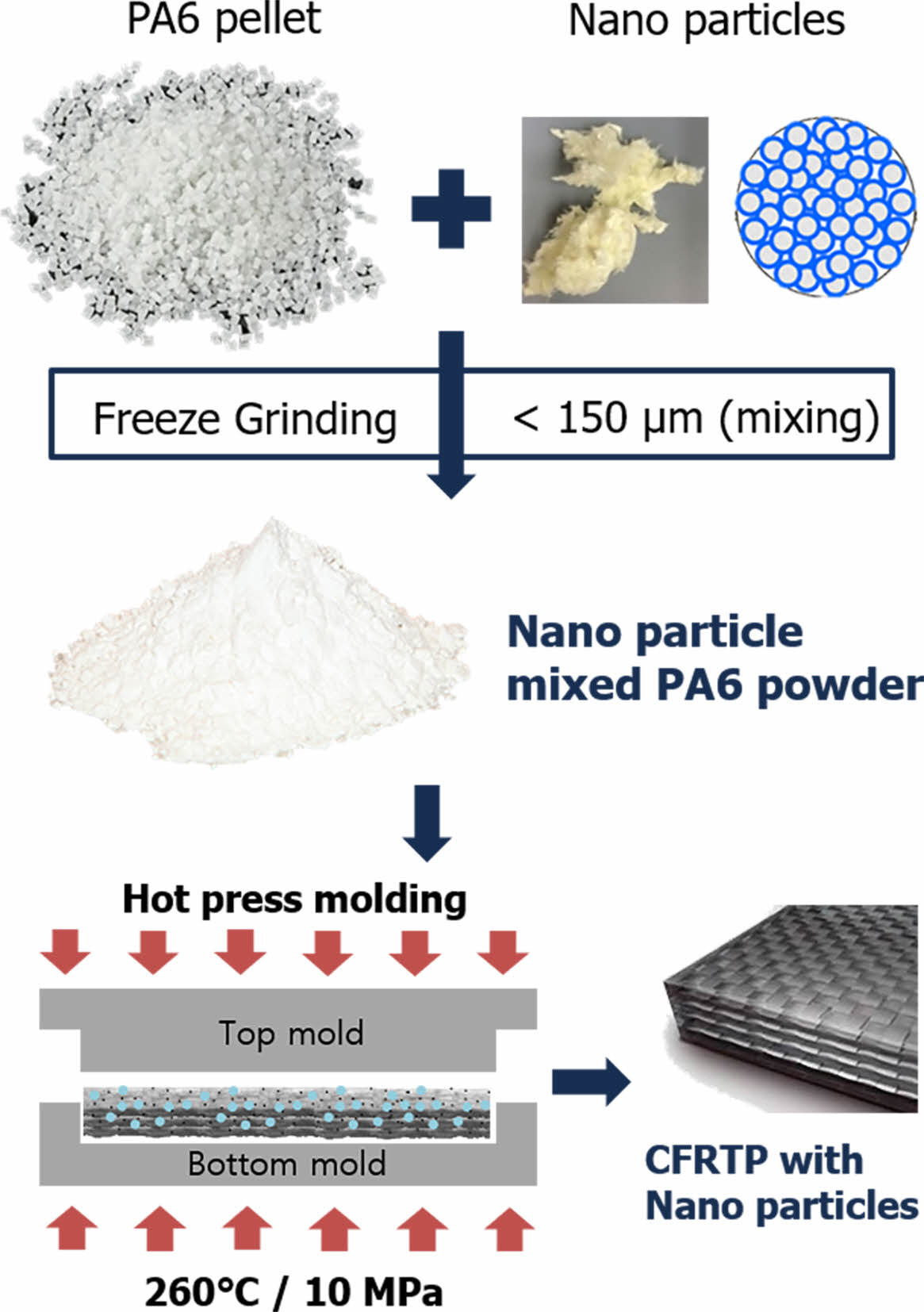
탄소섬유와 PA6 수지와의 함침성을 높이기 위해서 펠렛형 PA6를 극저온 분쇄하였다. 극저온 분쇄 후 150 μm mesh 체를 이용하여 PA6 분말의 입도를 150 μm 이하로 조절하였다. 나노 필러와 PA6 분말의 혼합 역시 동일한 초저온 분쇄 공정을 통해 혼합되었다. 이중 Core shell rubber의 경우, 나노필러 간의 분산이 어려워 추가적으로 internal mixer (Haake Rheomix, Thermo Eletron Karlsruhe GmbH, 독일)을 이용하여 270oC 공정온도에서 60 rpm 속도로 10분 동안 추가적인 혼합을 진행하였다. 이후 동일한 극저온 분쇄 공정을 통해 나노필러 혼합 분말을 제조하였다.
MWCNT (KRU4309, 한국나노머티리얼즈, 대한민국)의 평균 직경과 길이는 각각 20-30 nm와 10-30 μm였다. Silicon oxide (DT-SIO, 디토테크놀로지, 대한민국)는 평균 입도가 50 nm, 700 nm인 두가지 종류를 사용하였다. Core shell rubber (Kane Ace M706, Kaneka, 일본)는 butadiene-acrylic copolymer로 제조된 구형의 필러로 250 nm 입도를 가진다. ANF는 아라미드 섬유로부터 직접 제조되었으며, 지름은 50 nm를 가졌다.
2.2 복합재료 제조
CFRTP는 260oC, 20 MPa에서 핫프레스를 이용하여 압축 성형 공정으로 제작하였다. 동결분쇄를 통해 분쇄 및 나노필러가 혼합된 PA6 파우더를 탄소섬유 직물에 도포하였다. 이때 균일한 함침을 위해서 필요량 2배 이상의 수지를 도포하였다. 제작된 시편의 크기는 120 mm × 120 mm였으며, 인장 시험(0.75 mm, CF 3 plies), Izod 충격 시험 및 Short beam 전단 시험(3 mm, CF 12 plies)을 위해 두 가지 다른 두께로 제조되었다.
2.3 CFRTP 물성평가
CFRTP의 인장강도, 층간전단강도(ILSS), 아이조드 충격강도를 혼합된 나노필러의 종류 및 혼합 비율에 따라 측정하였다. 시편은 워터젯 절단 시스템(T500-3015, TOPS waterjet, 대한민국)을 사용하여 절단 속도 650 mm/min으로 가공되었으며, 노즐 크기와 워터제트 압력은 각각 0.82 mm와 70,000 psi였다. 시편 치수와 적층 수는 ASTM 표준을 만족하도록 결정되었다.
CFRTP의 인장강도는 만능시험기(Instron 5985, Instron, U.S.A.)를 이용하여 ASTM D3039 규격에 따라 측정하였다. 인장시험편의 치수는 0.75 mm × 15 mm × 120 mm이고, 시험속도는 1.0 mm/min이다. CFRTP의 ILSS는 만능시험기(Instron 5567A, Instron, U.S.A.)를 이용하여 ASTM D2344 규격에 따라 Short beam 시험으로 측정되었다. 시험의 Span to length 비율은 4:1이었고, 폭은 시편 두께의 2배였다. ILSS 시험편의 치수는 3 mm × 6 mm × 18 mm이고, 스팬 길이는 12 mm였다. ILSS 테스트 속도는 1.0 mm/min로 수행되었다. 아이조드(Izod) 충격강도는 ASTM D256 규격에 따라 저에너지 진자 충격시험기(IT 504, Tinius Olsen, UK)를 이용하여 진자 에너지 15 J로 측정하였다. 충격 시험편의 크기는 3 mm × 12.5 mm × 63.5 mm였으며, 2.5 mm 깊이의 노치를 가공하였다. Fig. 1
|
Fig. 1 CFRTP fabrication process |
3.1 인장강도
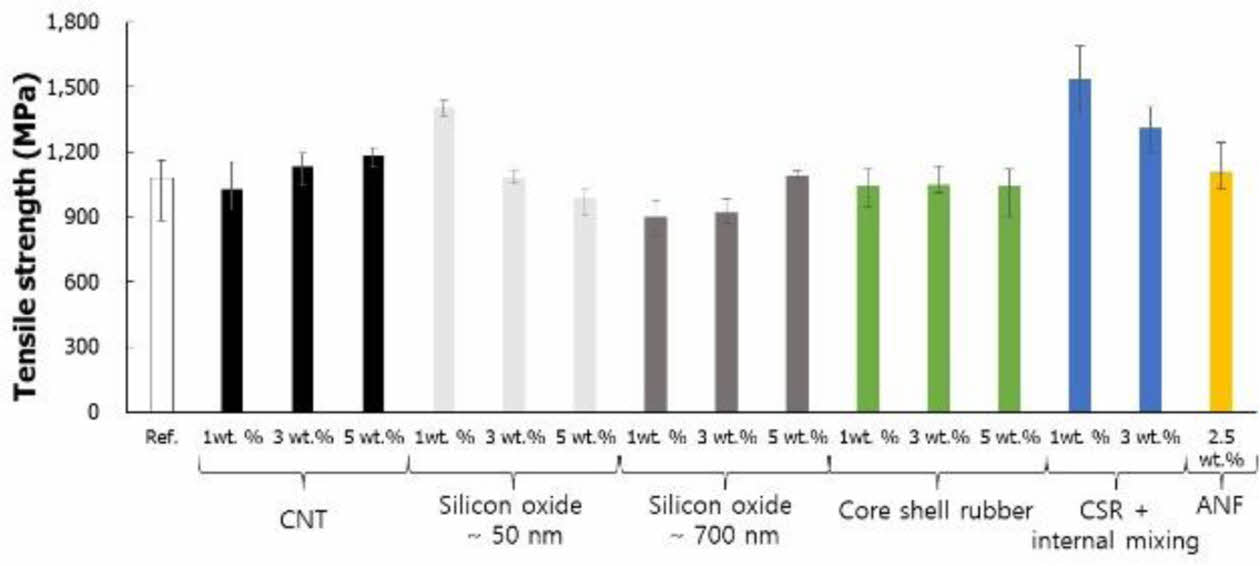
Fig. 2는 CFRTP의 PA6 기지재에 혼합된 나노필러의 종류 및 혼합 비율에 따른 인장강도 측정 결과이다. 나노필러가 혼합되지 않은 PA6 기반 CFRTP의 인장강도는 1100 MPa이었으며, 50 nm silicon oxide를 1 wt.% 혼합하였을 때, 1400 MPa로 증가하였다. 응집도가 높은 Core shell rubber는 단순 혼합을 통해서는 아무런 효과를 보이지 않았으나, Internal mixer로 1 wt.% 혼합하였을 때 40% 증가한 1530 MPa로 최적 결과를 가졌다. 이외의 경우에는 오차범위 내 차이 혹은 오히려 감소하는 경향을 보였다.
3.2 충격강도
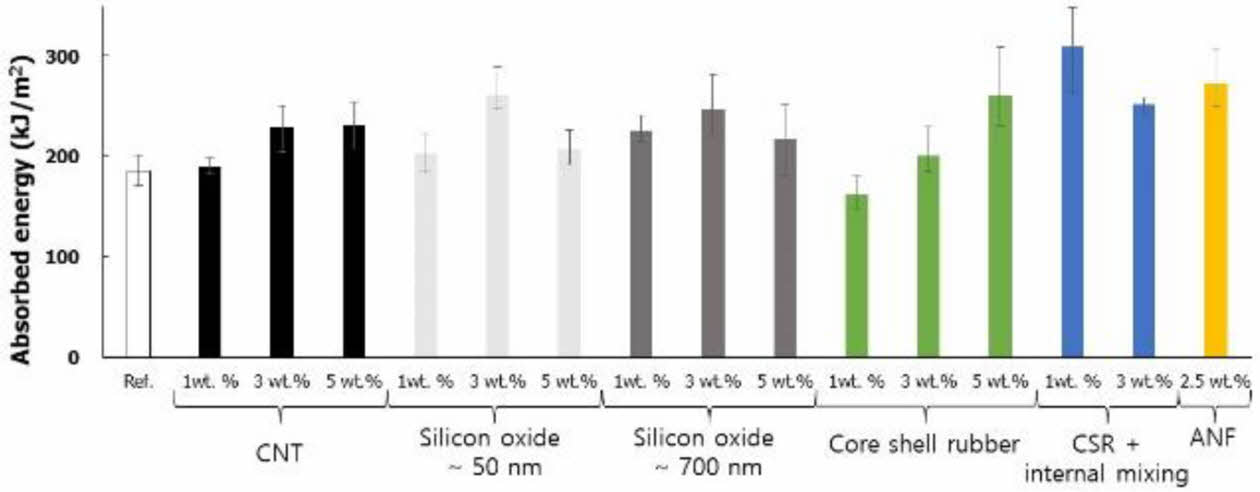
Fig. 3은 CFRTP의 PA6 기지재에 혼합된 나노필러의 종류 및 혼합 비율에 따른 Izod 충격 강도 측정 결과이다. 인장강도 결과와 달리 나노필러의 혼합 비율 및 종류에 무관하게 모두 증가하는 추세를 보였다. 나노필러가 혼합되지 않은 CFRTP가 186 kJ/m2의 충격강도를 가진 반면 Core shell rubber를 internal mixing을 통해 1 wt.% 혼합하였을 때, 67% 증가하여 충격강도는 310 kJ/m2로 67% 증가하였다. ANF 역시 50% 이상의 높은 충격 강도 향상을 보여주었으며, MWCNT와 silicon oxide는 20% 수준의 증가율을 보여주었다.
3.3 층간전단강도
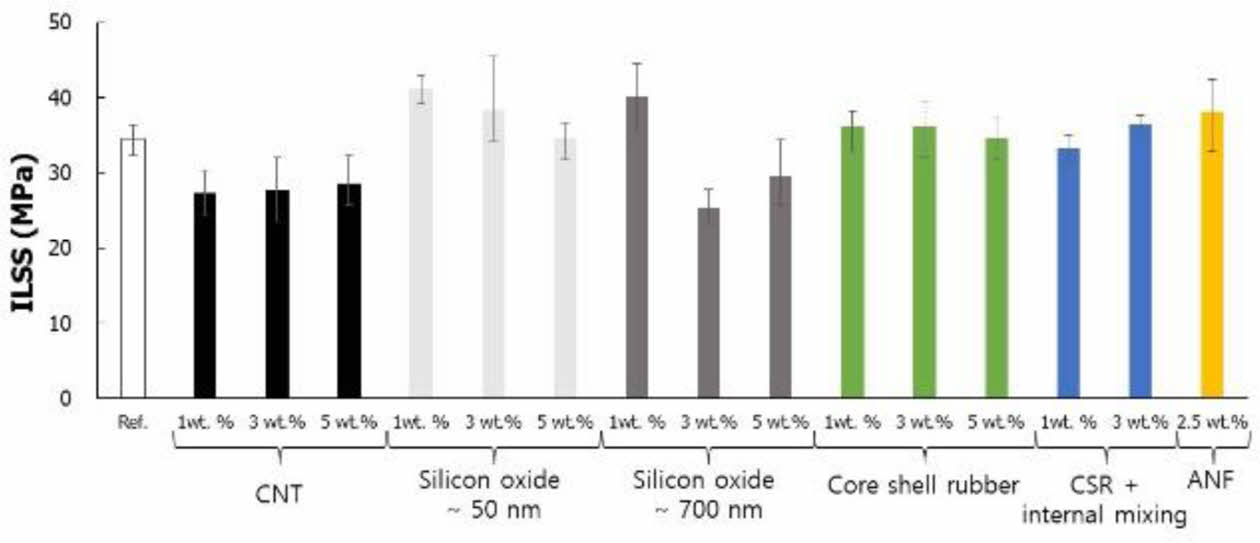
Fig. 4은 CFRTP의 PA6 기지재에 혼합된 나노필러의 종류 및 혼합 비율에 따른 층간전단강도 측정 결과이다. 나노필러 혼합에 따른 층간전단강도 시험 결과는 인장강도와 충격강도와 전혀 다른 경향성을 보였다. MWCNT를 혼합한 경우 ILSS 각 20% 이상 크게 감소하였으며, Core shell rubber, ANF 모두 혼합 방법, 비율과 무관하게 ILSS에 차이가 없었다. Silicon oxide를 1 wt.% 혼합한 경우에만 20% 증가하는 경과를 보여주었으며, 이 역시 혼합 비율이 높아지면 ILSS가 크게 감소하였다.
3.4 CFRTP 물성에 나노필러의 영향성
위 시험 결과를 정리하면 나노필러 혼합에 따른 CFRTP의 물성은 혼합방법, 비율 및 종류에 모두 영향을 받으며, 최적 혼합 비율 역시 측정 물성에 따라 달라짐을 확인하였다. 인장 및 충격 강도의 경우 Core shell rubber를 internal mixing을 통해 1 wt.% 혼합한 경우 최적 결과를 보여주었다. 충격 강도의 경우 필러의 종류와 무관하게 나노 필러가 물성 향상에 도움이 되는 결과를 얻었으나 인장강도와 층간전단강도의 경우 나노 필러를 다량 혼합할 경우 오히려 크게 감소하였다.
이는 나노필러 혼합에 따라 열가소섬 PA6 수지의 점도가 크게 증가하여 CFRTP의 섬유 부피 분율이 감소한 결과로 판단된다. 또한 다량의 나노필러를 혼합할 경우, 균일한 분산을 위해 추가적인 혼합 방법을 도입하지 않으면 나노필러의 뭉침(Aggregation)에 의해 오히려 불순물처럼 작용하여 기계적 물성이 저하된다. 또한, 층간전단강도를 증가시키기 위해서는 탄소섬유와 기지재 수지 간의 물리적, 화학적 결합이 형성되어야하나 단순한 혼합방법으로는 이를 충족하는 것이 불가능함을 확인하였다.
|
Fig. 2 Tensile strength of PA6 based CFRTP with respect to the nanofiller mixing |
|
Fig. 3 Izod impact strength of PA6 based CFRTP with respect to the nanofiller mixing |
|
Fig. 4 ILSS of PA6 based CFRTP with respect to the nanofiller mixing |
본 연구에서는 나노필러의 혼합에 따른 CFRTP 물성의 향상을 검증하기 위하여 MWCNT, silicon oxide, Core shell rubber, ANF 등의 나노 필러를 PA6 열가소성 수지와 혼합하여 CFRTP를 제조하고 인장강도, 충격강도, 층간전단강도를 측정 및 비교평가 하였다.
인장강도와 충격강도의 경우 Core shell rubber를 internal mixing 방법으로 1 wt.% 혼합하였을 때, 최적의 결과를 가졌으며 나노필러가 혼합되지 않은 CFRTP 시편 대비 각각 40%, 67% 증가하였다. 층간전단강도의 경우 나노필러의 종류과 무관하게 대부분의 경우 증가하지 않고 오히려 감소하는 경향을 보였다.
이는 단순 혼합으로는 열가소성 수지의 점도 증가를 막을 수 없고 탄소섬유와 수지 사이의 결합력 향상에 기여할 수 없기 때문으로, 보다 효과적인 나노필러 혼합을 위해서는 이를 해결할 수 있는 새로운 혼합 방법이 제시되어야 한다.
본 연구는 산업통산자원부(P0022334)가 지원하는 연구과제로 수행된 것이며, 지원에 대해 진심으로 감사드립니다.
- 1. Biron, M., Thermoplastics and Thermoplastic Composites, William Andrew, 2018.
- 2. Zhang, J., Chevali, V.S., Wang, H., and Wang, C.H., “Current Status of Carbon Fibre and Carbon Fibre Composites Recycling”, Composites Part B: Engineering, Vol. 193, 2020.
-

- 3. Park, S.J., Lee, K.M., Park, S., and Kim, Y., “Adhesive Strength and Interface Characterization of CF/PEKK Composites with PEEK, PEI Adhesives Using High Temperature oven Welding Process”, Composites Research, Vol. 35, No. 2, 2022, pp. 86-92.
-
- 4. Papadopoulos, A., Gkikas, G., Paipetis, A.S., and Barkoula, N.M., “Effect of CNTs Addition on the Erosive Wear Response of Epoxy Resin and Carbon Fibre Composites”, Composites Part A: Applied Science and Manufacturing, Vol. 84, 2016, pp. 299-307.
-
- 5. Park, J.M., Wang, Z.J., Kwon, D.J., Gu, G.Y., Lee, W.I., and Park, J.K., and DeVries, KL., “Optimum Dispersion Conditions and Interfacial Modification of Carbon Fiber and CNT-phenolic Composites by Atmospheric Pressure Plasma Treatment”, Composites Part B: Engineering Vol. 43, No. 5, 2012, pp. 2272-2278.
-
- 6. Cha, J., Kim, J., Ryu, S., and Hong, S.H., “Strengthening Effect of Melamine Functionalized Low-dimension Carbon at Fiber Reinforced Polymer Composites and Their Interlaminar Shear Behavior”, Composites Part B: Engineering, Vol. 173, 2019.
-
- 7. Li, T.S., Li, M., Gu, Y.Z., Wang, S.K., Li, Q.W., and Zhang, Z.G., “Mechanical Enhancement Effect of the Interlayer Hybrid, CNT Film/carbon Fiber/epoxy, Composite”, Composites Science and Technology, Vol. 166, 2018, pp. 176-182.
-
- 8. Choi, M., Lee, J., Ryu, S., and Ku, B.C., “Fabrication and Applications of Polyphenylene Sulfide (PPS) Composites: A Short Review”, Composites Research, Vol. 33, No. 3, 2020, pp. 91-100.
-
- 9. Tanaka, K., Okuda, S., Hinoue, Y., and Katayama, T., “Effects of Water Absorption on the Fiber-Matrix Interfacial Shear Strength of Carbon Nanotube-Grafted Carbon Fiber Reinforced Polyamide Resin”, Journal of Composites Science, Vol. 3, No. 1, 2019, 4.
-
- 10. Song, S.A., On, S.Y., Park, G.E., and Kim, S.S., “Improvement of Physical Properties for Carbon Fiber/PA 6,6 Composites”, Composites Research, Vol. 30, No. 6, 2017, pp. 365-370.
-
 This Article
This Article
-
2024; 37(3): 186-189
Published on Jun 30, 2024
- 10.7234/composres.2024.37.3.186
- Received on Jun 10, 2024
- Revised on Jun 18, 2024
- Accepted on Jun 20, 2024
Services
Shared
Correspondence to
- Minkook Kim
-
Institute of Advanced Composite Materials, Korea Institute of Science and Technology (KIST)
- E-mail: minkook@kist.re.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr