





- A study on Resin Filling Analysis and Experiment by VAP and VaRTM Processes
Dong-Hwan Yoon*, Kyeong-Ho Seo*, Yu-Jung Kwon*, Jin-Ho Choi*†
* CMMS, School of Mechanical and Aerospace Engineering, Gyeongsang National University
- VaRTM과 VAP 공정의 수지 충진실험 및 해석에 관한 연구
윤동환*· 서경호*· 권유정*· 최진호*†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
VaRTM(Vacuum assisted resin transfer molding) and VAP(Vacuum assisted process) processes are a type of RTM(Resin transfer molding) process, and are typical out-of-autoclave (OOA) processes that can manufacture large structures at low cost. In this paper, a resin filling test was conducted to compare the VaRTM and VAP processes, and the filling process and dimensional stability were compared. In addition, an analysis method to simulate the filling process was developed, and a dielectric sensor was used to detect the flow front of the resin, which was compared with the analysis results. From the resin filling test, the total filling time of the composite plate was measured to be 48 minutes for the VAP process and 145 minutes for the VaRTM process, and the filling time by the VAP process was reduced by about 67%. In addition, it was confirmed that the VAP process was superior to the VaRTM process in the thickness control ability and uniformity of the composite plate
VaRTM(Vacuum assisted resin transfer molding)과 VAP(Vacuum assisted process) 공정은 RTM(Resin transfer modling) 공정의 한 종류로서, 대형구조물을 저가에 제작할 수 있는 대표적인 탈 오토클레이브(OOA, Out of Autoclave) 공정이다. 본 논문에서는 VaRTM과 VAP 공정을 상호 비교하기 위하여 수지 충진시험을 진행하였으며, 충진과정과 치수 안정성 등을 상호 비교하였다. 또한, 충진과정을 모사할 수 있는 해석기법을 개발하였으며, 유전센서를 사용하여 수지의 유동선단을 검출하여 이를 해석결과와 상호 비교하였다. 수지 충진시험 결과, 복합재 평판의 총 충진시간은 VAP공정은 48분, VaRTM 공정은 145분으로 측정되어, VAP 공정에 의한 충진시간이 VaRTM 대비 약 67% 단축되었으며, VAP공정이 VaRTM 공정에 비해 복합재 평판의 두께조절능력과 균일도가 우수함을 확인하였다
Keywords: 진공수지이송성형법(VaRTM), VAP, 수지충진해석(Resin filling analysis), 유전기법(Dielectrometry)
RTM(Resin transfer molding) 공정은 대표적 탈 오토클레이브 공정(OOA, Out of Autoclave)으로, 프리폼(Preform)을 금형내부에 삽입하고 수지를 성형몰드 안으로 주입하는 액상성형 방법이다. RTM 공정과 유사한 공법으로는 VaRTM, VAP, HP-RTM, C-RTM 공정 등이 있다.
VaRTM(Vacuum assisted resin transfer molding) 공정은 금형의 상단부를 진공백(Vacuum bag)으로 교체하여 진공압으로 수지의 유동을 유도하는 공정으로, 생산단가가 저렴하고 대형 구조물 제작에 적합하다는 장점을 가지고 있으나, 제품의 한쪽면만 A-class 수준의 표면을 얻을 수 있다는 단점을 가지고 있다.
VAP(Vacuum assisted process)는 VaRTM 공정과 매우 유사하며 Gas-permeable 박막(Membrane)을 사용하는 것을 특징으로 한다. VAP 공정은 VaRTM 공정 대비 미함침영역이 적고 낮은 기공률과 우수한 기계적물성 및 치수정밀도를 가지는 방법으로 알려져 있다.
Kwak[1]은 VaRTM 공정의 대기압 조절을 통하여 섬유부피분율(Fiber volume fraction)을 높이고 기공(Void)을 줄이는 방법을 연구하였다. Kim[2]은 VARTM 공정에서 수지 함침에 따른 섬유 보강재의 팽창현상에 관해 분석하여 섬유 체적율을 조절하는 방법에 대해 연구하였다. Kang[3]은 VARTM 공정에서 기공 형성 및 이동을 해석할 수 있는 거시적/미시적 해석 방법에 대하여 연구하였다. Park[4]은 액상성형공정 중 DB(Double Bagging), CAPRI(Controlled Atmospheric Pressure Resin Infusion) 및 VAP(Vacuum Assisted Process) 공정을 사용하여 시편 제작을 수행하고 내부 기공 함유량, 두께, 유리전이온도, 층간전단강도 및 굽힘강도 평가를 통하여 각 제작 공정에 따른 차이를 연구하였다. Lin[5]은 FEM을 이용해 RTM 공정에서의 대류 현상에 대해 연구를 하였다. Soares[6]는 시간과 온도에 따른 점성 변화 모델을 제시하고 RTM 공정해석 연구를 수행하였다. Kang[7]은 다수의 수지 주입구를 가진 RTM 공정에 대한 유동해석을 수행하였으며, 실험결과와 상호 비교하였다.
Danisman[8]은 수지의 저항변화를 측정할 수 있는 Multi point voltage sensor를 사용하여 수지의 충진과정을 모니터링하였으며, Skordos[9]는 유전센서를 사용하여 RTM 공정의 충진과정을 모니터링하였다. 이상에서 보는 바와 같이 RTM 공정에 대한 실험과 해석은 여러 연구자들에 의해 많이 연구가 진행되었으나, VAP 공정에 대한 연구는 미흡한 실정이다.
본 논문에서는 VaRTM과 VAP 공정을 이용하여 수지 충진시험을 진행하였으며, 충진시간과 치수 편차를 측정하여 각 공정특성을 상호 비교하였다. 또한, 충진과정을 모사할 수 있는 해석기법을 개발하였으며, 유전센서를 사용하여 수지의 유동선단을 검출하여 이를 해석결과와 상호 비교하였다.
2.1 VaRTM 공정
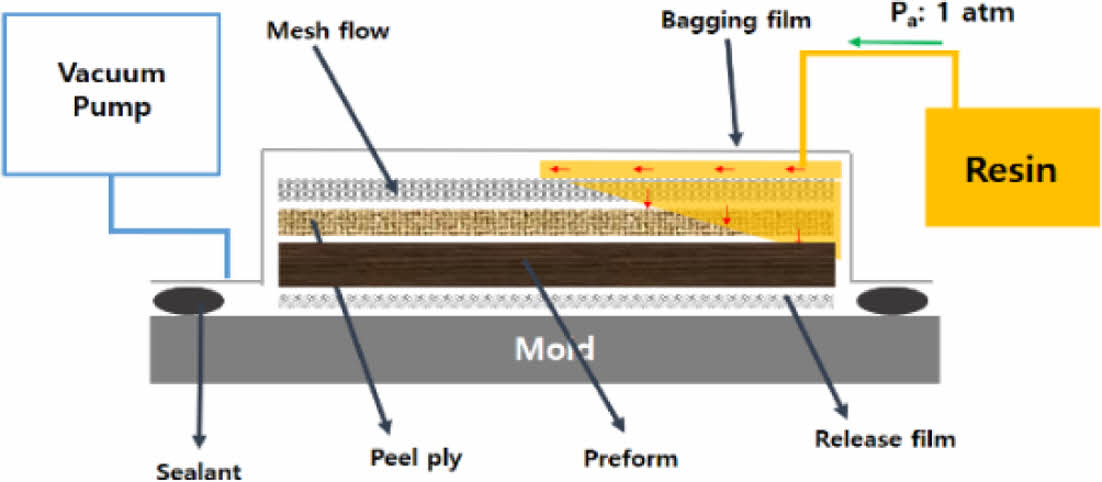
Fig. 1은 VaRTM 공정 개략도를 나타낸 그림으로, 프리폼, 메시플로우(Mesh flow), 이형필름, 배깅필름(Bagging film) 등으로 구성되어져 있으며, 입구부는 대기압이 작용하고 출구부는 진공압이 작용하는 구조로 되어 있다.
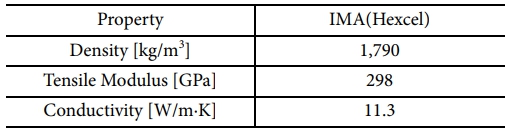
제작하고자 하는 복합재 시편의 크기는 600 * 85 mm이며, 프리폼의 적층패턴은 [0°]16이다. 실험에 사용한 프리폼 소재는 Hexcel사의 IMA 섬유이고, 수지는 Hexcel사의 RTM6-2, 메시플로우는 Airtech사의 KNITFLOW 105 HT 등을 사용하였으며, 사용된 소재의 물성은 Table 1과 Table 2에 나타나 있다.
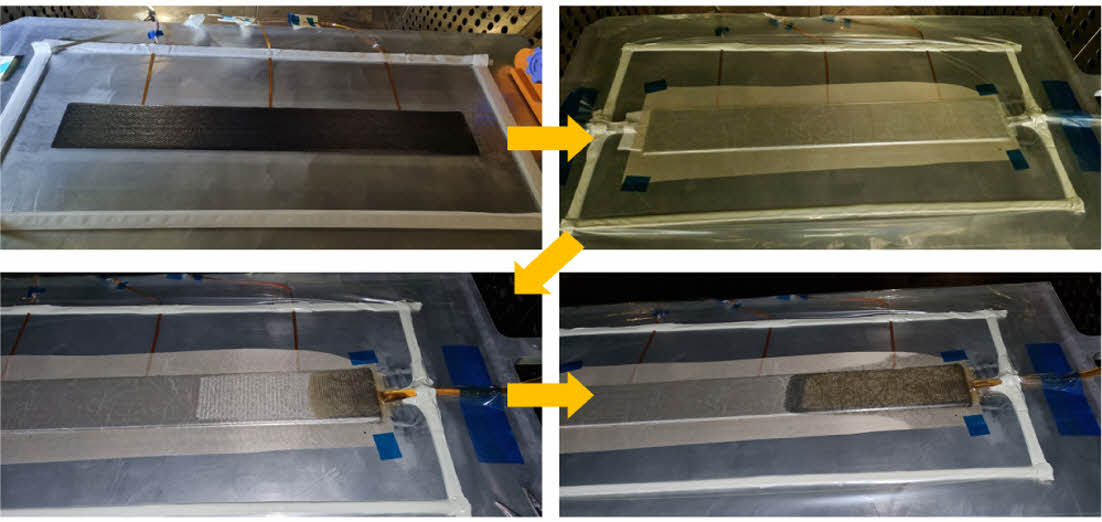
Fig. 2는 VaRTM 공정모습을 나타낸 사진으로, 수지 주입직전에 출구부에 진공을 가한 모습과 수지가 함침되고 있는 모습을 나타낸 사진이다. 유동패턴은 육안으로 확인 가능하며, 총 수지 주입시간은 145분으로 측정되었다.
Fig. 3은 VaRTM으로 제작된 복합재 평판을 나타낸 사진으로, 평판의 평균두께는 3.48 mm이고 두께편차는 최대 0.2 mm로 평가되었다.
2.2 VAP 공정
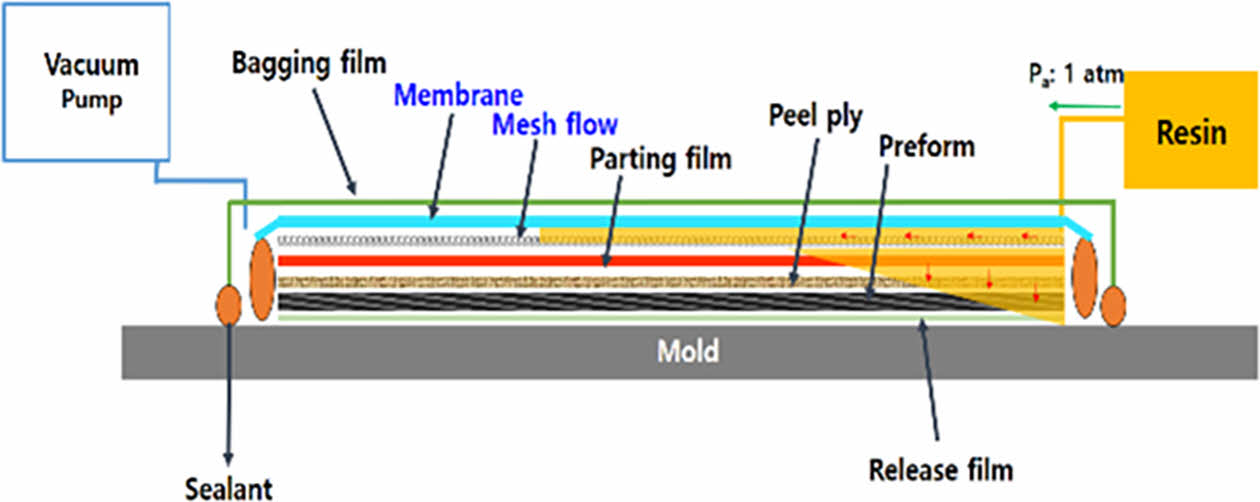
Fig. 4는 VAP 공정의 개략도를 나타낸 그림으로, 일반적인 VaRTM 공정과 유사하며 Membrane이 배깅필름과 메시플로우 사이에 삽입된 구조로 되어 있다.
Membrane은 Nano-porous 구조를 가지고 있으며, 공기와 같은 기체는 통과하고 수지와 같은 액상은 통과하지 못하는 구조로 되어 있으므로, 프리폼의 두께 방향을 포함한 전 방향으로 출구를 형성하되 잉여 수지의 배출이 없는 거의 없는 공정이라 할 수 있다.
따라서 공정에서 사용된 전체 수지의 양을 일정하게 조절할 수 있으며, 복합재의 두께와 섬유 부피분율을 일정하게 유지할 수 있다. 제작에 사용한 수지는 VaRTM 공정에서 사용한 수지와 동일하며, 복합재의 섬유 부피분율을 0.57로 일정하게 제작하기 위하여 복합재 내의 수지 무게, 입구 유동관 및 유동 액세사리 내의 잔류 수지 무게 등을 합산하여 공정에 필요한 전체 수지양을 계산하였으며, 제작에 사용된 수지의 총 무게는 148.7 g이었으며, 총 수지 주입시간은 48분으로 평가되었다.
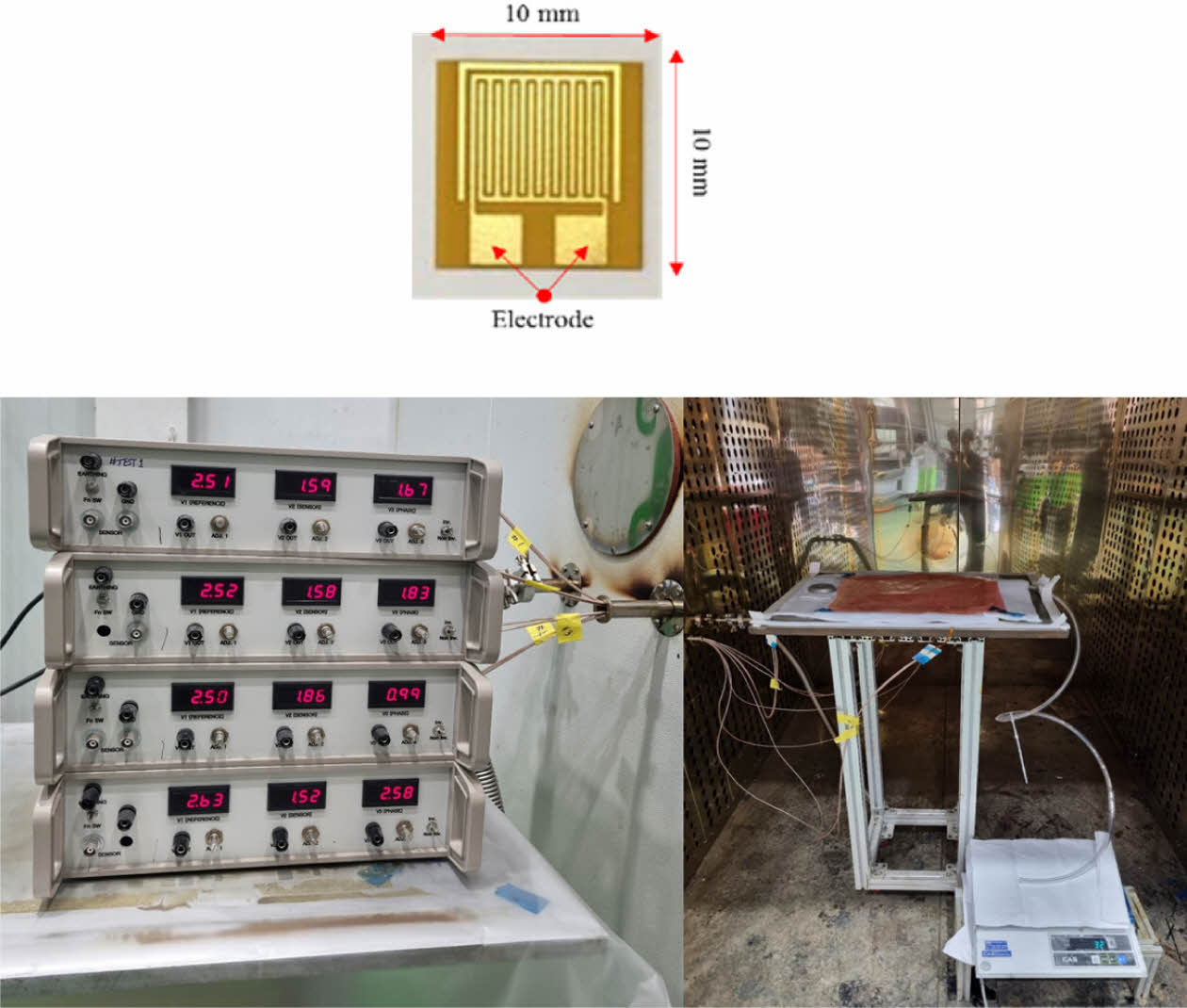
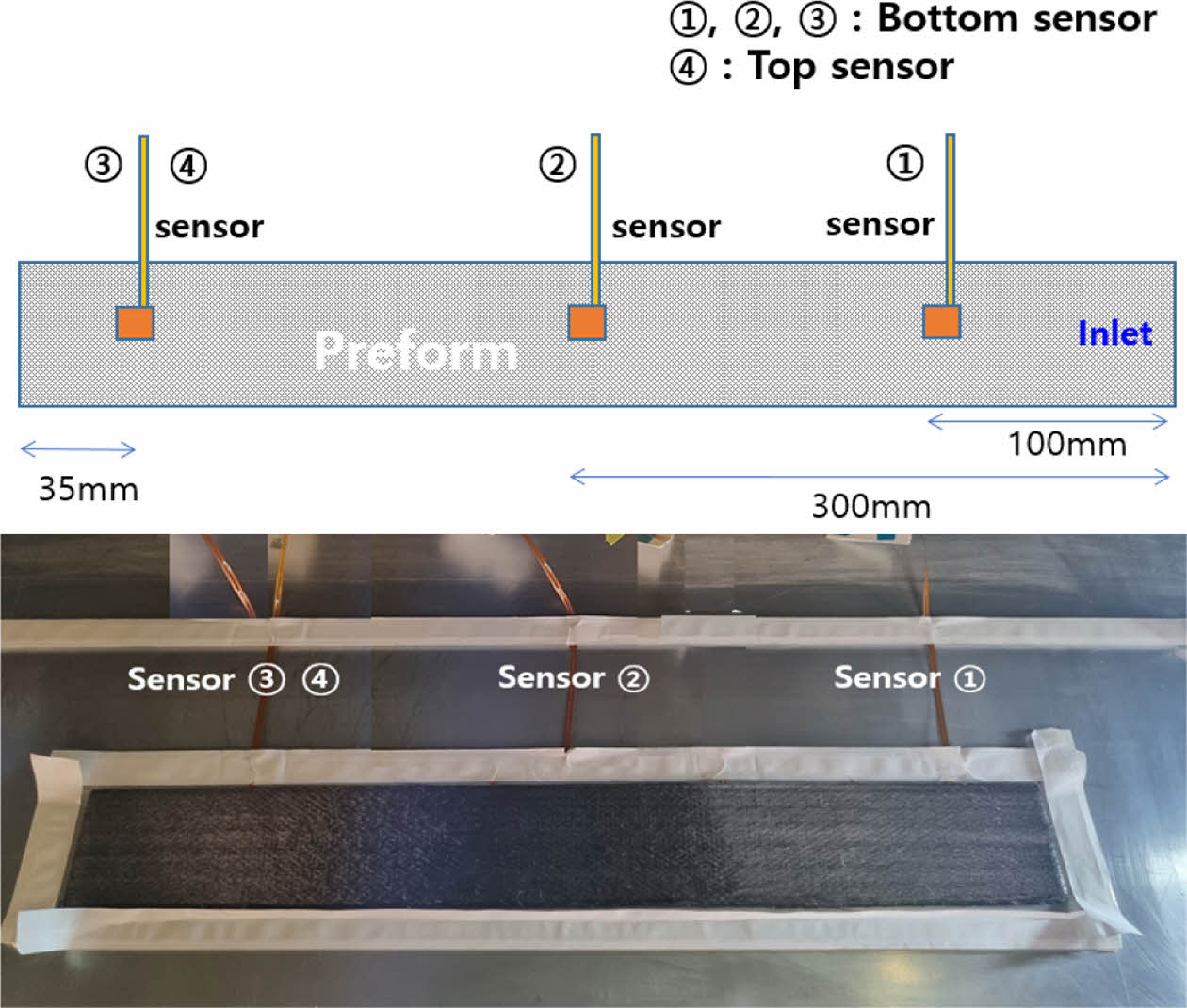
VAP 공정에 사용한 Membrane은 불투명한 시트 형태로 되어 있으므로 유동패턴과 유동선단을 육안으로 관측할 수 없다. 본 논문에서는 VAP 공정 중에 시간에 따라 변화하는 유동 선단의 위치를 검출하기 위하여 유전센서와 유전기법[9-12]을 사용하였다. Fig. 5는 실험에 사용한 유전센서와 다채널 측정장비를 나타낸 그림으로, 총 4 채널로 구성하였다. 유전센서는 Fig. 6에서 보는 바와 같이 복합재 시편의 가장자리부 상, 하 및 중앙부 등에 배치되어 있다.
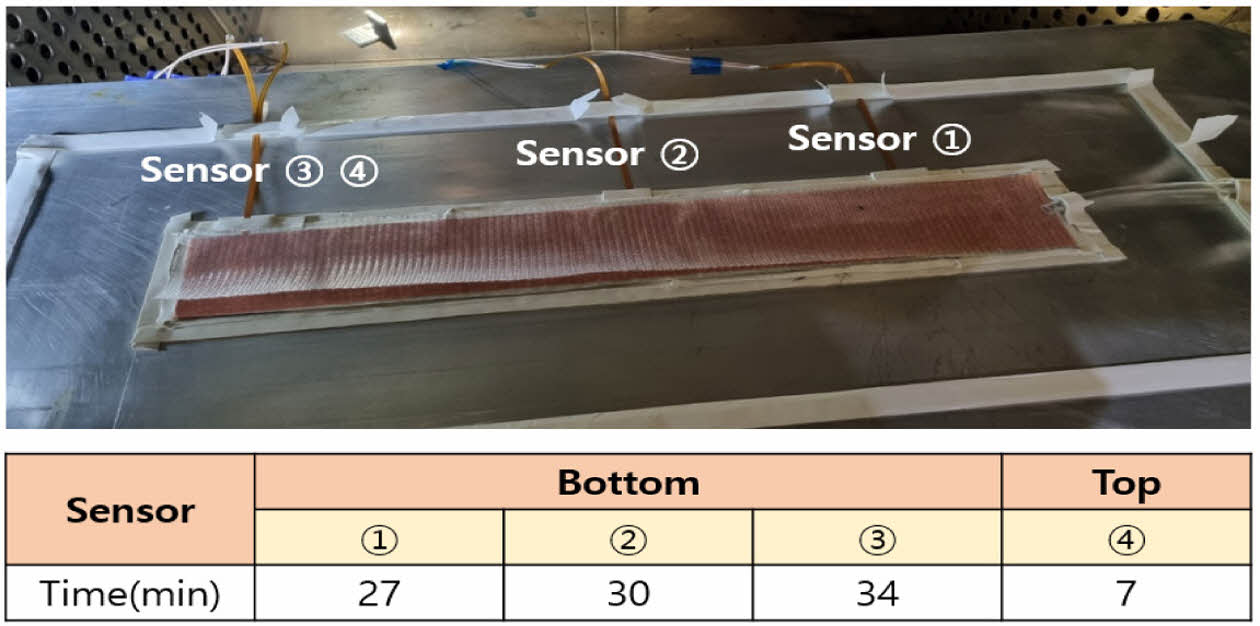
Fig. 7은 VAP 공정으로 프리폼을 진공백으로 덮은 모습을 나타낸 사진으로, Membrane이 출구 역할을 하므로 메쉬플로우와 분리된 별도의 위치에 공기 출구를 형성하는 형태로 되어 있다. Fig. 8은 각 위치의 유전센서들로 측정한 유동선단의 수지 도착시간을 측정한 결과로, 프리폼의 상단부로 급속하게 충진된 후, 평면방향으로 서서히 충진되는 것을 확인 할 수 있다. Fig. 9는 VAP으로 제작된 복합재 평판을 나타낸 사진으로, 평판의 평균두께는 3.38 mm이고 최대 두께편차는 0.05 mm로 평가되었다.
이상의 실험에서 VaRTM 공정으로 제작된 평판의 두께는 3.48 mm이고 최대 두께 편차는 5.6%인데 반해, VAP 공정으로 제작된 평판의 두께는 3.38 mm, 최대 두께 편차는 1.4%로 나타나 VAP 공정이 보다 우수한 치수정밀도를 나타냄을 확인할 수 있다. 이는 VAP 공정에서 사용한 Membrane으로 인해 프리폼의 평면방향 뿐만 아니라 상단부로도 내부의 공기가 배출되어 수지의 흐름이 보다 원활히 이루어진 결과로 보여지며, 이로 인하여 총 수지 주입시간도 크게 단축되었을 것으로 추정된다.
|
Fig. 1 Schematic diagram of the VaRTM process |
|
Fig. 2 VaRTM process |

|
Fig. 3 Composite Plate using the VaRTM process |
|
Fig. 4 Schematic diagram of the VAP process |
|
Fig. 5 Dielectric sensor and 4-channel cure monitoring system |
|
Fig. 6 Arrangement of dielectric sensors |

|
Fig. 7 Vacuum Bagging using the VAP process |
|
Fig. 8 Arrival time of resin flow front |

|
Fig. 9 Composite Plate using the VAP process |
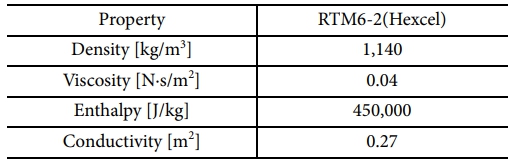
VaRTM과 VAP 공정의 유동형태를 분석하기 위하여 수지 충진과정에 대한 유동해석을 수행하였다. 해석에 사용한 프로그램은 PAM-COMPOSITE이며, 수지의 점성은 제조사에서 제공한 물성치인 0.04 N·s/m2로 고정하였다.
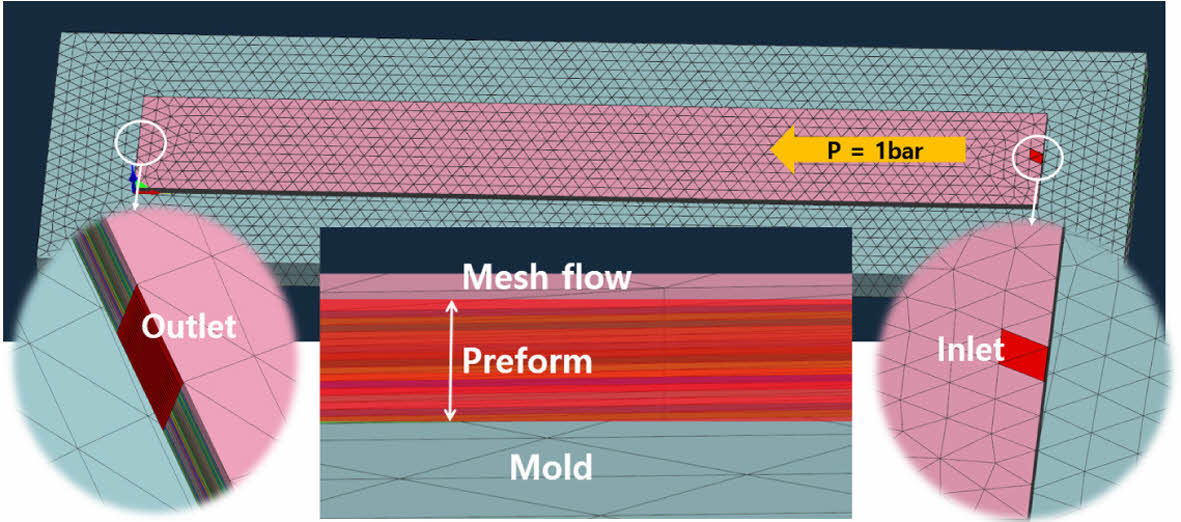
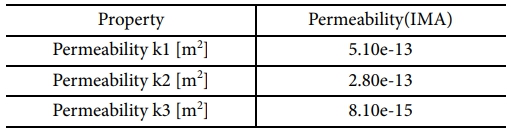
Fig. 10은 VaRTM 공정해석을 위한 유한요소 모델로서, 복합재 프리폼과 메쉬플로우를 모델링하고 입, 출구를 설정하여 압력차를 1기압으로 설정하였다. 해석에 사용한 소재의 투과도(Permeability)는 Table 3과 같다.
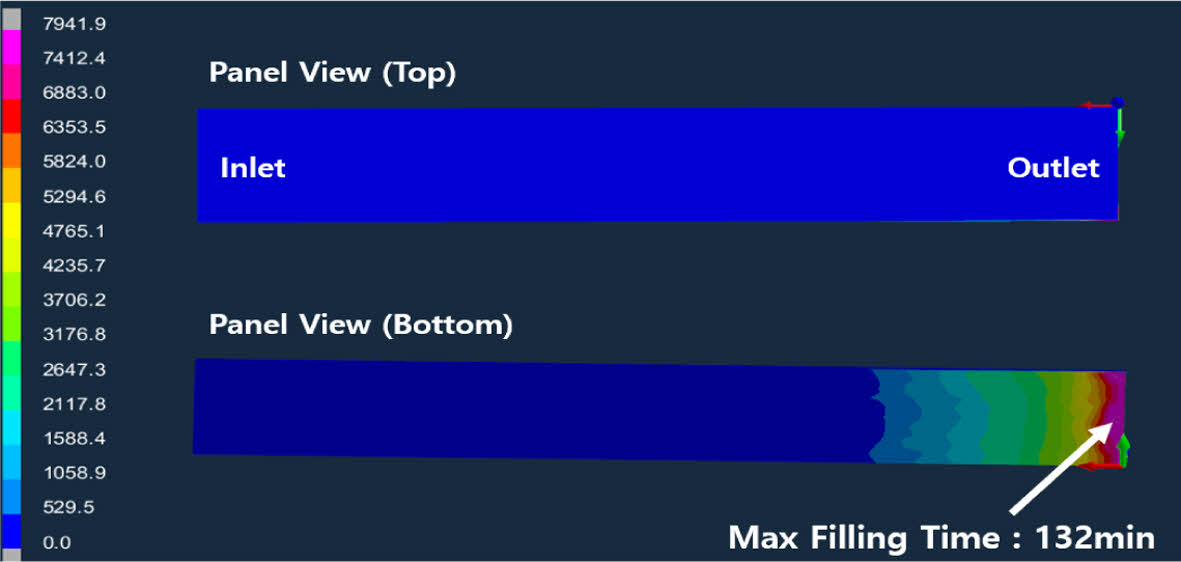
Fig. 11은 VaRTM 공정의 유동해석 결과를 나타낸 그림으로, 총 충진시간은 132분으로 계산되어 실험결과와 약 8.9%의 오차가 발생함을 확인하였다.
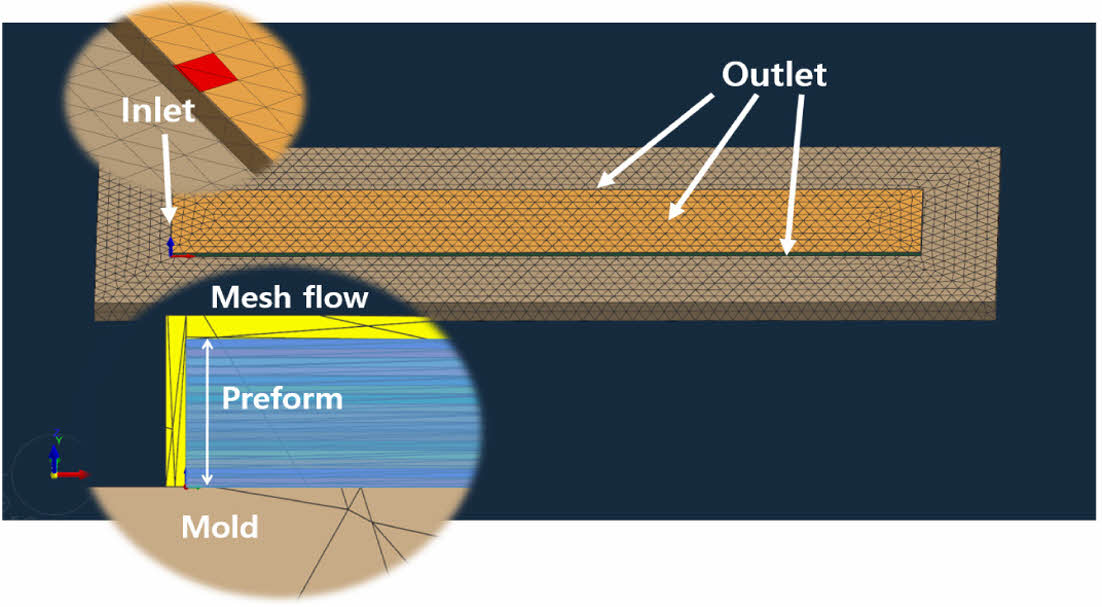
Fig. 12는 VAP 공정해석을 위한 유한요소모델로서, 복합재 프리폼과 메쉬플로우를 모델링하고, 메쉬플로우의 바깥면 전체를 출구로 지정하였다. Gas-permeable 박막은 공기와 같은 기체는 투과하므로 수지가 박막을 통과하기 전까지는 투과성 계수가 높다고 볼 수 있으나, 수지가 박막에 도달한 후부터는 투과성이 매우 낮은 값으로 변화된다고 볼 수 있다. 본 논문에서는 Fig. 12에서와 같이 입구부를 제외한 메쉬플로우 전체 표면을 출구부로 지정하고, 입구부의 반대쪽에 위치한 단면 일부를 제외한 전체 출구부의 두께방향 투과도를 매우 낮은 값으로 설정하여 해석을 진행하였다.
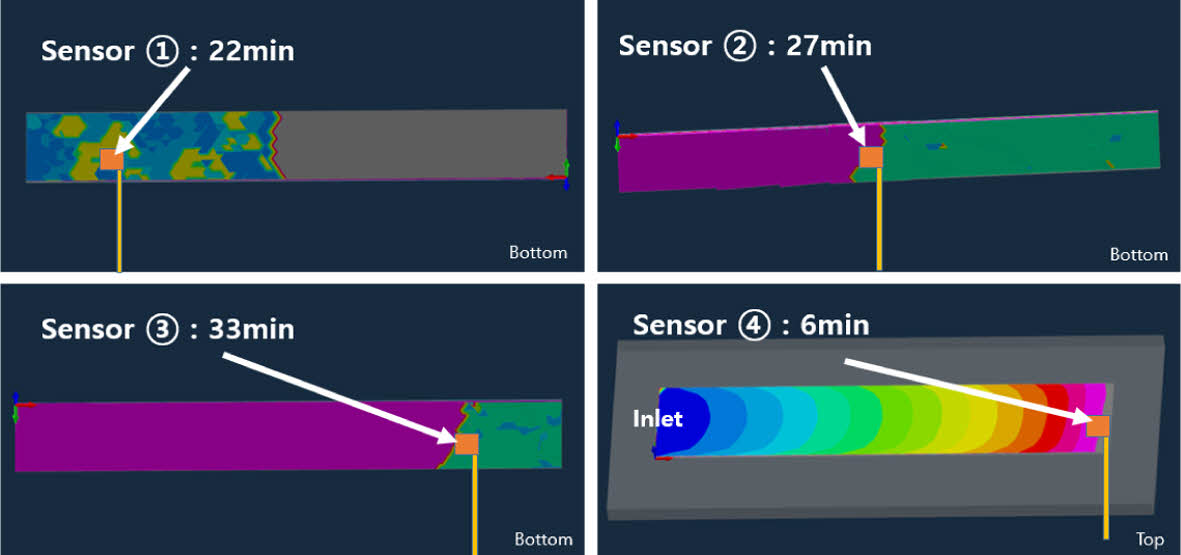
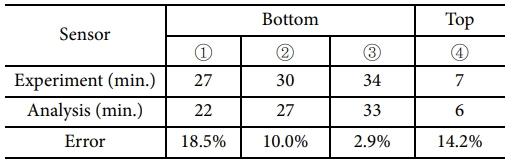
Fig. 13은 VAP 공정의 유동해석 결과를 나타낸 그림으로, 센서 1, 2, 3이 표시된 그림은 프리폼 하단부 단면의 수지 유동을 나타낸 그림이고, 센서 4번이 표시된 그림은 프리폼 상단부 단면의 수지 유동을 나타낸 그림이다. 그림에서 보는 바와 같이 프리폼 상단부로 급격하게 수지 유동이 발생하여 약 6분 후에 센서 4번 위치에 수지가 도달함을 볼 수 있고, 이후 프리폼 하단부로 유동이 발생됨을 확인할 수 있다. 이는 2장의 실험 결과와 매우 유사한 유동형태라 볼 수 있다. Table 4는 유전센서로 측정한 유동선단의 수지 도착시간과 유동해석 결과를 비교한 것으로, 최대 18.5%의 오차가 발생하였다. 총 충진시간은 51분으로 계산되었으며, 실험결과와 약 8.5%의 오차가 발생됨을 확인하였다.
|
Fig. 10 Finite element model for VaRTM process analysis |
|
Fig. 11 Resin filling analysis of VaRTM process |
|
Fig. 12 Finite element model for VAP process |
|
Fig. 13 Resin filling analysis of VAP process |
본 논문에서는 VaRTM과 VAP 공정에 대한 수지 충진 시험과 해석을 수행하여 다음과 같은 결론을 내릴 수 있었다.
1. VaRTM과 VAP 충진공정에 대한 해석기법을 확립하였으며, 유전센서는 유동선단 검출에 효과적인 방법임을 확인하였다.
2. 복합재 평판의 총 충진시간은 VAP 공정은 48분, VaRTM 공정은 145분으로 측정되어, VAP 공정에 의한 충진시간이 약 97분(67%) 단축됨을 확인하였다.
3. VaRTM과 VAP 공정에 의한 복합재 평판의 두께 편차는 각각 5.6%, 1.4%로 평가되어, VAP 공정이 VaRTM 공정에 비해 복합재 평판의 두께조절능력과 균일도가 우수함을 확인하였다.
본 논문은 산업통상자원부의 재원으로 한국산업기술진흥원의 2019년 해외수주연계 항공부품산업 공정기술개발사업의 지원을 받아 수행되었습니다.
- 1. Kwak, S.H., Kim, T.J., Tak, Y.H., Kwon, S.I., Lee, J.H., Kim, S.Y. and Lee, J.C., “A Study on the Atmospheric Pressure Control of the VARTM Process for Increasing the Fiber Volume Fraction and Reducing Void,” Composites Research, Vol. 34, No. 2, 2021, pp. 88-95.
-

- 2. Kim, S.O., Seong, D.G., Um, M.K., and Choi, J.H., “Experimental and Phenomenological Modeling Studies on Variation of Fiber Volume Fraction during Resin Impregnation in VARTM,” Composites Research, Vol. 28, No. 6, 2015, pp. 340-347.
- 3. Kang, M.K., Bae, J.H., and Lee, W.I., “Three-Dimensional Numerical Simulation of Mold-Filling and Void Formation During Vacuum-Assisted Resin Transfer Molding,” Composites Research, Vol. 17, No. 3, 2004, pp. 1-7.
- 4. Park, D.C., Kim, T.G., Kim, S.H., Shin, D.H., Kim, H.W., and Han, J.W., “Evaluation of Physical and Mechanical Properties based on Liquid Composite Molding,” Composites Research, Vol. 31, No. 6, 2018, pp. 304-310.
- 5. Lin, M.Y., Kang, M.K., and Hahn, H.T., “A Finite Element Analysis of Convection Problems in RTM Using Internal Nodes,” Journal of Composites Part A: Applied Science and Manufacturing, Vol. 31, No. 4, 2000, pp. 373-383.
-
- 6. Soares, L.L., Amico, S.C., Isoldi, L.A., and Souza, J.A., “Modeling of the resin Transfer Molding Process Including Viscosity Dependence with Time and Temperature,” Polymer Composites, Vol. 42, No. 6, 2021, pp. 2795-2807.
-
- 7. Kang, M.K., Jung, J.J., and Lee, W.I., “Analysis of Resin Transfer Moulding Process with Controlled Multiple Gates Resin Injection,” Journal of Composites Part A: Applied Science and Manufacturing, Vol. 31, No. 5, 2000, pp. 407-422.
-
- 8. Danisman, M., Tuncol, G., Kaynar, A., and Sozer, M., “Monitoring of Resin Flow in the Resin Transfer Molding (RTM) Process Using Point-voltage Sensors,” Composites Science and Technology, Vol. 67, 2007, pp. 367–379.
-
- 9. Skordos, A.A., and Partridge, I.K., “Dielectric Flow Sensing in Resin Transfer Moulding of Carbon Fibre Reinforced Composites,” Journal of Plastics Rubber and Composites, Vol. 29, No. 8, 2000, pp. 391-394.
-
- 10. Kim, I.Y., Choi, J.H., and Lee, D.G., “A Study on the Performance Test and Manufacture of the Dielectric Sensor for the Cure Monitoring of the High Temperature Composites,” Journal of the Korean Society for Composite Materials, Vol. 14, No. 1, 2001, pp. 30-38.
- 11. Yeo, K.J., Lee, S.K., Um, M.K., and Hwang, B.S., “Cure Monitoring of a Composite Matrix by Dielectrometry,” Proceedings of the Korean Society for Composite Materials Conference, 2001, pp. 110-113.
- 12. Kim, H.G., and Lee, D.G., “Dielectric Cure Monitoring of Thermosetting Matrix Composites,” Journal of the Korean Society for Nondestructive Testing, Vol. 23, No. 5, 2003, pp. 409-417.
 This Article
This Article
-
2023; 36(5): 310-314
Published on Oct 31, 2023
- 10.7234/composres.2023.36.5.310
- Received on Jul 12, 2023
- Revised on Aug 16, 2023
- Accepted on Sep 21, 2023
Services
Shared
Correspondence to
- Jin-Ho Choi
-
CMMS, School of Mechanical and Aerospace Engineering, Gyeongsang National University
- E-mail: choi@gnu.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr