





- Effect of Coffee Grounds on Mechanical Behavior of Poly Propylene Composites
Vinitsa Chanthavong*, M. N. Prabhakar**, Dong-Woo Lee**, Jung-Il Song***†
* Department of Smart Manufacturing Engineering
** The Research Institute of Mechatronics
*** Department of Mechanical EngineeringThis article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
Spent coffee grounds (SCG) are a ubiquitous byproduct of coffee consumption, representing a significant waste management challenge, as well as an untapped resource for economic development and sustainability. Improper disposal of SCG can result in environmental problems such as methane emissions and leachate production. This study aims to investigate the physicochemical properties of SCG and their potential as a reinforcement material in polypropylene (PP) to fabricate an eco-friendly composite via extrusion and injection molding, with SCG filler ratios ranging from 5-20%. To evaluate the effect of SCG on the morphological and mechanical properties of the bio-composite, thermogravimetric analysis, SEM, tensile, flexural, and impact tests were conducted. The results demonstrated that the addition of SCG lead to a slight increase in brittleness of the composite but did not significantly affect its mechanical properties. Impressively, the presence of a significant organic component in SCG contributed to the enhanced thermal performance of PP/SCG composites. This improvement was evident in terms of increased thermal stability, delayed onset of degradation, and higher maximum degradation temperature as compared to pure PP. These findings suggest that SCG has potential as a filler material for PP composites, with the ability to enhance the material's properties without compromising overall performance.
Keywords: Spent coffee ground, Bio-composite, Polypropylene, Thermal stability and mechanical analysis
In recent years, there has been a pronounced escalation identified in the demand for eco-friendly novel materials in the global market. The excessive production and improper disposal of waste have led to severe environmental consequences, including pollution, depletion of natural resources, and habitat degradation. In order to address this pressing issue, it is imperative to explore and develop novel eco-friendly materials that can help in reducing the anti-green materials waste. In process of finding these ecological materials, researchers are showing keen interest in spent coffee ground (SCG) as a potential sustainable green material. Coffee is a universally cherished beverage, which produces the tremendous amount of unused byproduct in the form of SCG. Improper management of SCG results in organic waste and contribute in environmental pollution through the release of methane gas in landfills, soil and water contamination etc. [1]. But the researchers proposed the potential of SCG in production of valuable assets and by utilizing this waste byproduct of coffee will contribute in reduction of waste as well [2,3]. Some research endeavors have been undertaken to explore the utilization of SCG in producing organic compost [4], fuel pellets [5], and improve thermal insulation in construction materials [6]. Furthermore, over the past few years, researchers have also investigated the potential of SCG as a raw material for extracting natural antioxidants [7], producing ethanol [8], biodiesel [9], polyhydroxyalkanoates (PHA) [10], and polymer composite [11]. Spent Coffee Grounds (SCG) have been increasingly studied as a natural filler for polymer composites, owing to their high cellulose, lignin, and hemicellulose content, which can enhance the mechanical strength and thermal stability of the composite. SCG can be utilized as a reinforcement material due to their unique composition. However, achieving proper dispersion of spent coffee grounds (SCG) within a polymer matrix presents a challenge due to the differences in surface energy and chemical composition between the two materials. The inherent hydrophilic nature of SCG, coupled with the hydrophobicity of most polymers, results in poor interfacial adhesion, which can adversely affect the mechanical properties and durability of the composite materials [12,13]. To date, various chemical treatment methods have been applied to improve the interfacial interaction between SCG and the polymer matrix. Recent studies have investigated the purification of spent coffee grounds (SCG) through alkalization and bleaching treatments by Hamid Essabir and the team [14]. The researchers found that alkalization and bleaching treatments can be used to purify spent coffee grounds (SCG), resulting in an improvement of interfacial interaction between SCG and the polymer matrix. In this experimental study, spent coffee grounds (SCG) were subjected to thermos treatment to investigate their potential as a reinforcement material in polypropylene (PP) without the need for chemical treatment. Various ratios of SCG were incorporated into the PP matrix, and the resulting bio-composites were evaluated in terms of their morphological, mechanical, and thermal properties.
2.1 Materials
Spend coffee grounds were collected from the campus coffee shop at Changwon National University in South Korea. The PP used in this study had a Tm of 173°C, a melt flow index of 10.5 g/10 minutes at 230°C, and a density of 0.905 g/cm3 at room temperature. The PP was obtained from Chemko S.C. Corp., also located in South Korea.
2.2 Preparation of Composite Materials
The collecting SCG was subjected to a washing process to remove impurities, followed by drying in an oven at 70°C for 24 h. Then, 50 g of the dried SCG powder was added to 500 ml of distilled water and subjected to mechanical stirring at 100°C for 1 h. The resulting SCG was then dried in the oven at 70°C. Prior to incorporating SCG into the PP matrix, the SCG powder underwent a sieving process using a 90 µm mesh to achieve a micro-sized particle. Onwards, in the production process of PP/SCG bio-composites, four different SCG ratios, ranging from 5%, 10%, 15%, and 20%, were incorporated to PP. The mixture was processed in a twin-screw co-rotating extruder at a temperature of 180°C for three cycles. The resulting PP/SCG pellets were then put into injection molding to produce the PP/SCG composite specimens.
2.3 Characterization
The size of the spent coffee grounds (SCG) was evaluated using an optical microscope (Olympus BX53M), and the morphology of PP/SCG composites were analyzed by scanning electron microscopy (SEM) using an Emcrafts cube 2 SEM at 20 kV (EMCRAFTS.CO, Korea).Thermal stability of the PP/SCG composites was evaluated using thermogravimetric analysis (TGA) carried out on a Q600/SDT, TA Instrument. About 10 mg of each sample was placed in a platinum pan under an inert nitrogen (N2) atmosphere. The temperature range for the analysis was set between 30°C to 700°C, and the samples were heated at a rate of 10°C/min. The weight loss percentage and its first derivative were recorded as a function of temperature.
2.4 Mechanical Characterization
The tensile properties of the PP/SCG composite samples were evaluated in accordance with the ASTM D638 standard using a universal tensile testing machine equipped with a 2.5-ton load cell. Prior to the test, five specimens of each sample, with a length of 75 mm and a width of 10 mm, were dried in oven overnight to remove the moisture. The tests were performed at a speed of 2 mm/min. The stress-strain curves were used to determine the Young's modulus and ultimate tensile strength of the samples. The flexural strength and modulus of the PP/SCG composites were determined in accordance with ASTM D790-03 standards. The tests were performed on a universal testing machine (UTM) from R&B Inc., South Korea. Each sample, with dimensions of 80 × 10 × 4 mm3, was tested at a cross-head speed of 2 mm/min, five samples were tested for each condition. The impact strength of the samples was evaluated using an Izod impact test machine (model QC-639F, Cometech Testing Machine Co., Ltd, China) in accordance with ASTM D256-10. Injection-molded samples measuring 80 mm in length, 10 mm in width, and 4 mm in thickness were subjected to the test.
3.1 Physicochemical Characterization Analysis
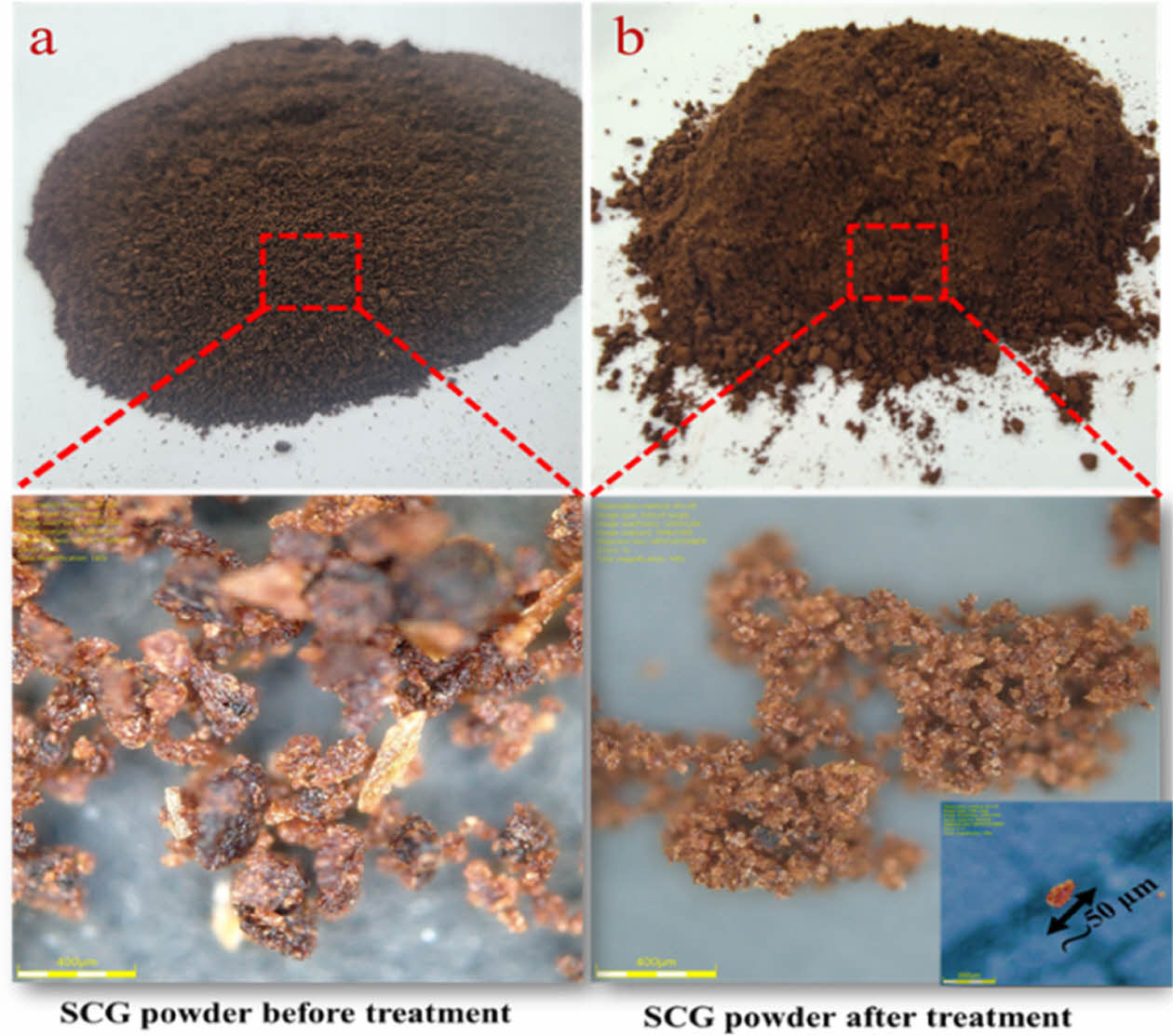
In this study, the size of SCG powder was determined using an optical microscope. Nevertheless, obtaining an accurate measurement of the SCG powder size after treatment proved to be challenging. The optical microscope revealed an average size range of 50-90 µm for the SCG particles. Fig. 1
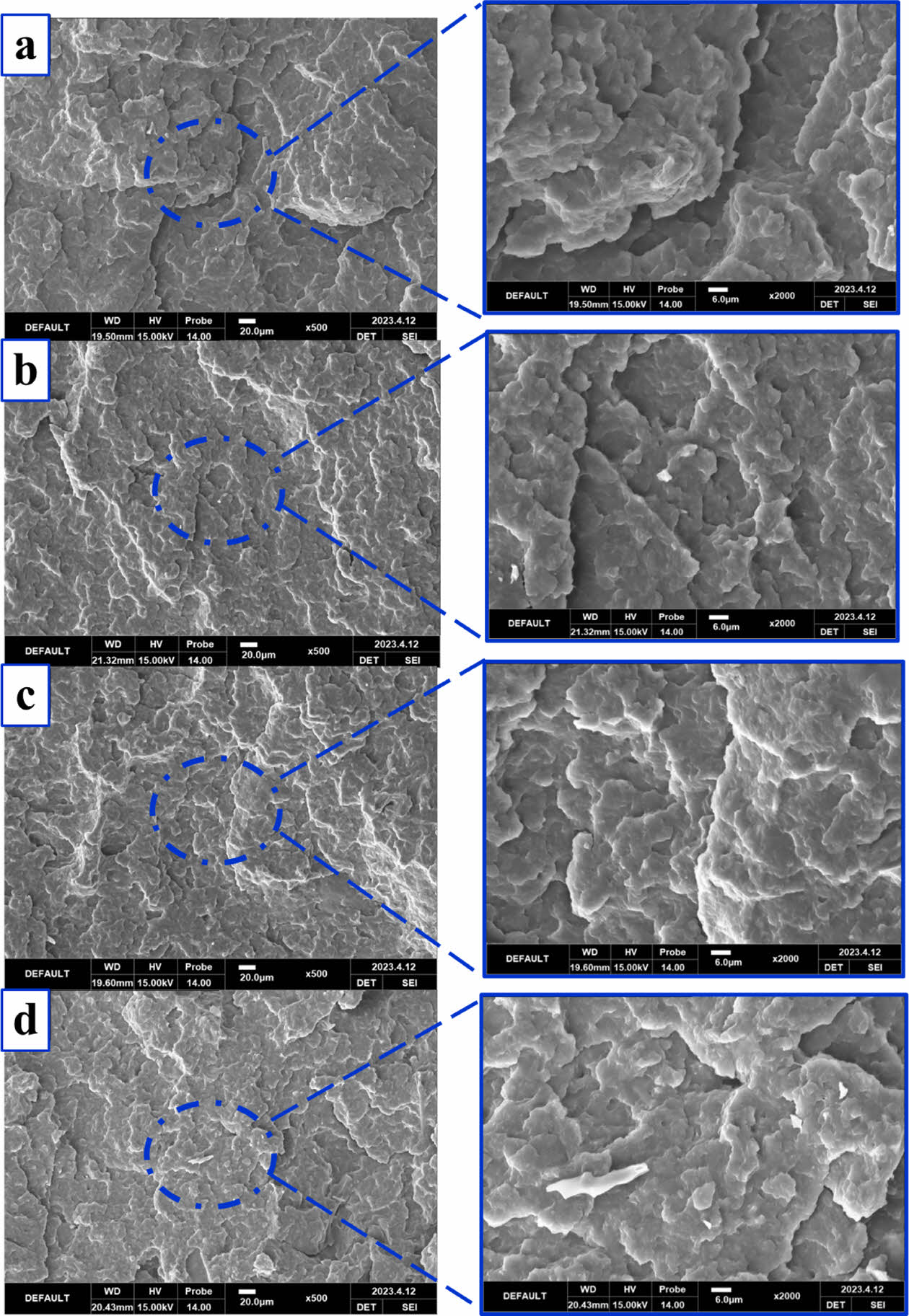
The surface morphology of PP/SCG composites was investigated with different ratios of coffee ground (5%, 10%, 15%, and 20%) through SEM analysis. which demonstrated in Fig. 3. The results of the analysis revealed that the surface of the composites was rough. The rough surface morphology of the composite may be attributed to the presence of the SCG particles, which can create surface irregularities and roughness when added to the PP matrix.
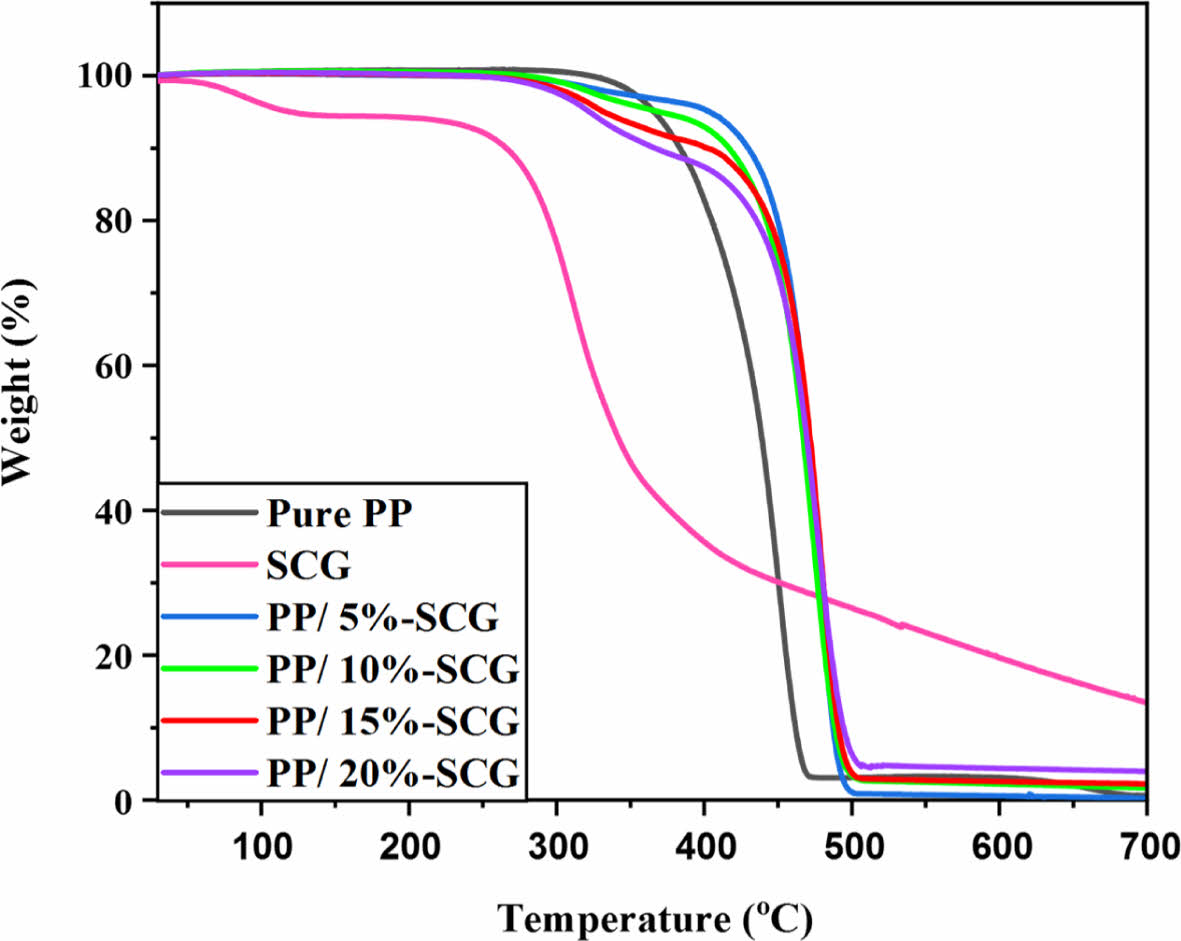
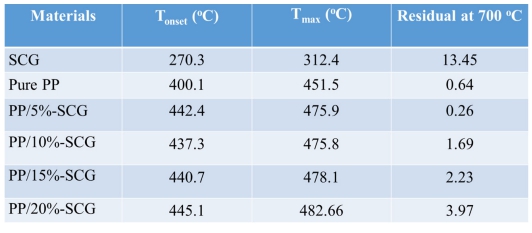
Furthermore, the morphology of the composites was found to be uniform throughout the surface, indicating that the SCG particles were well-dispersed and homogenously distributed within the PP matrix. Thermal behavior of SCG, PP and PP/SCG composites can be observed in Fig. 2 and tabulated in Table 1. The degradation process of spent coffee ground powder takes place through four distinct stages. The initial stage takes place from 50°C to 170°C, primarily involving the removal of water, resulting in a weight loss of approximately 7%. The subsequent stage, ranging from 170°C to 350°C, is characterized by the thermal depolymerization of hemicelluloses, leading to a significant weight loss of around 43%. The third step occurs between 350°C and 430°C and corresponds to the degradation of cellulose itself. Lastly, the final stage initiates at 430°C, characterized by a gradual process due to the intricate nature of lignin's complex structure [15]. The thermal degradation of pure PP occurs as a one-step process within the temperature range of 250°C to 550°C, resulting in a significant weight loss exceeding 95%. This rapid degradation and high flammability of pure PP can be attributed to its petroleum-based nature, leading to vigorous combustion and the generation of toxic smoke. In contrast, the inclusion of SCG in PP matrix brings about more stable thermal degradation behavior, characterized by a two-step degradation process occurring at temperatures of 350°C and 400°C. This two-step process corresponds to the decomposition of the main constituents and further organic compounds present in SCG. Given the high organic content of SCG, it holds potential for imparting fire protection properties [16]. The incorporation of SCG into the PP matrix enhances the flammability properties by increasing the stability and reducing the burn rate of the SCG/PP composites. This improvement in flammability characteristics is attributed to the presence of SCG's organic compounds, which act as fire retardant agents.
3.2 Mechanical Properties
3.2.1 Tensile Test
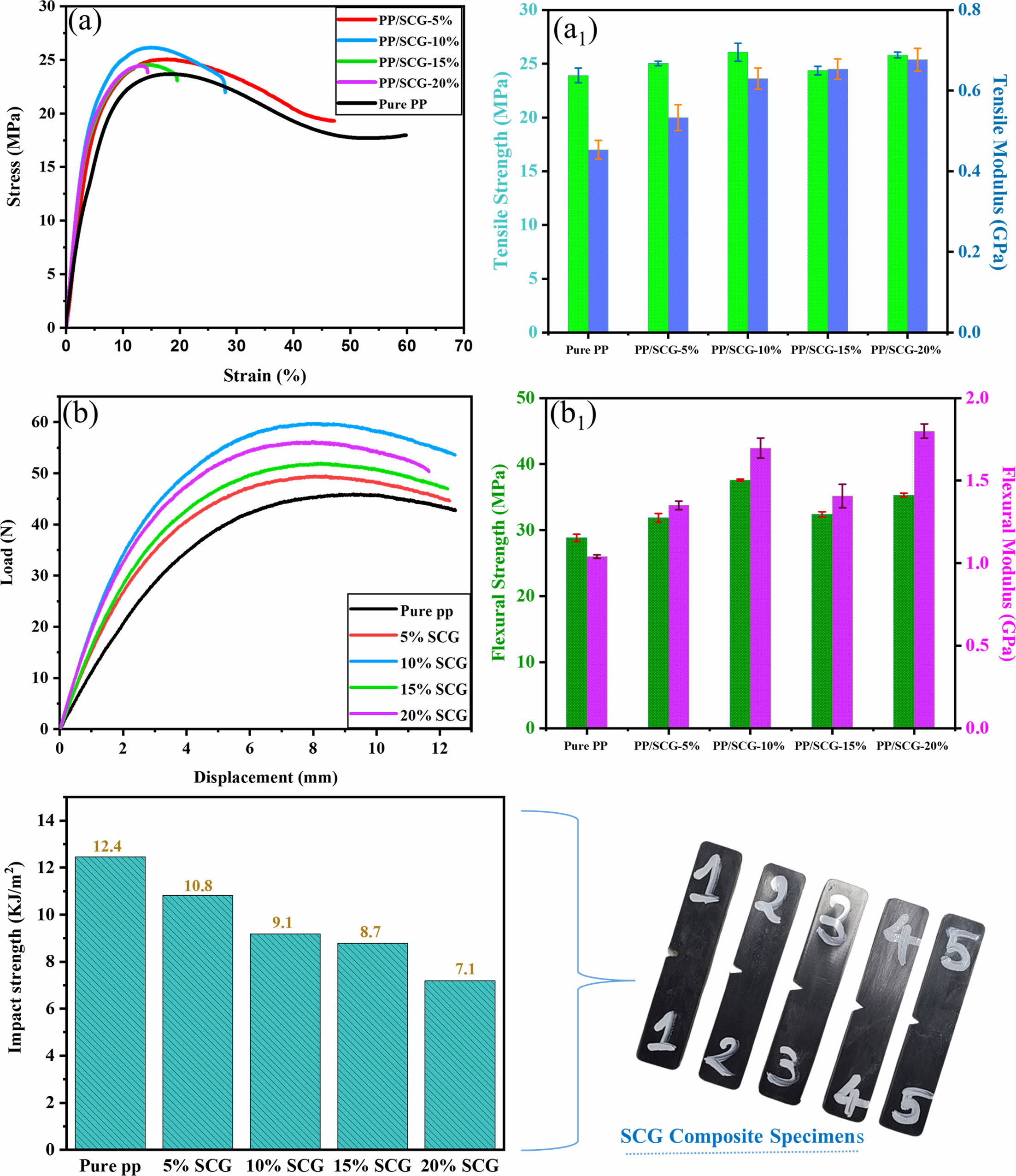
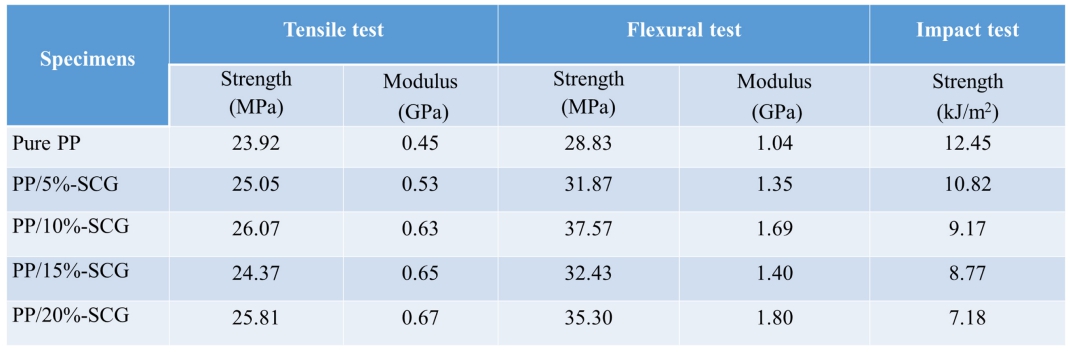
The mechanical properties of pure polypropylene (PP) and PP composites reinforced with 5%, 10%, 15%, and 20% spent coffee grounds (SCG) were evaluated using stress-strain curves. The line graph presented in Fig. 4a illustrates the relationship between tensile stress and strain for PP/SCG composites. It is evident from the data that the pure PP sample exhibited a higher strain percentage. This outcome can be attributed to the inherent ductile properties commonly observed in thermoplastic polymers. In contrast, the behavior of PP/SCG composites exhibited a contrasting response, primarily attributed to the influence of SCG. The addition of SCG to the composites resulted in a significant alteration, rendering them notably stiffer and more brittle in nature. The tensile strength and modulus values of the SCG/PP composites have been graphically represented in Fig. 4a1 using a columnar format. Analysis of the results reveals the tensile strength of pure PP, as well as PP/SCG composites with varying weight percentages (5%, 10%, 15%, and 20%) of SCG, to be 23.92 MPa, 25.05 MPa, 26.07 MPa, 24.37 MPa, and 25.81 MPa, respectively. These findings indicate that the inclusion of SCG as a reinforcement in the PP matrix enhances its tensile strength. The data further suggest that the optimal percentage of SCG for achieving the highest tensile properties is 10%. Impressively, the reinforcing effect exhibits a progressive increase up to a weight percentage of 20% of SCG. Moreover, there was a notable increase observed in the Young's modulus of the composites as the SCG content was increased. Specifically, the Young's modulus values for the SCG/PP composites were recorded as 0.41, 0.53, 0.63, 0.65, and 0.67 GPa, respectively, demonstrating a significant 49% increase in the composite loaded with 20% SCG. This enhancement can be attributed to the favorable interfacial adhesion achieved between the SCG particles and the PP matrix, which contributes to the improved load transfer and stiffness of the composites.
3.2.2 Flexural Test
The flexural test results of the SCG/PP composites have been presented in Fig. 4b, 4b1, and the corresponding data has been tabulated in Table 2. The findings indicate a notable improvement in flexural strength with increasing SCG content, when compared to the pure PP specimen. Specifically, the composites loaded with 10% and 20% SCG demonstrated a 30% and 22% increase in flexural strength, respectively. Furthermore, the flexural modulus values exhibited an upward trend as the SCG content increased, resulting in a significant 63% and 73% increase for the 10% and 20% SCG/PP composites, consequently. This consistent trend aligns with the observations derived from the tensile test results and can be ascribed to the favorable interfacial adhesion established between the SCG particles and the PP matrix.
3.2.3 Impact Test
The impact strength of PP/SCG composites are shown in Fig. 4c. The result showned that the impact strength value steadily decreases as the SCG content increases from 5% to 20%. This can be attributed to the accumulation of unreacted components from the interaction between pure PP and SCG at higher SCG concentrations, leading to the formation of micro-cracks [3]. These micro-cracks are responsible for the observed decline in impact strength.
|
Fig. 1 3D microscope of SCG powder |
|
Fig. 2 Thermogravymetric curves of PP and PP/SCG composite with different ratio ranging from 5-10% |
|
Fig. 3 SEM images of PP/SCG composites with different SCG ratios (a) 5%, (b) 10%, (c) 15%, (d) 20% |
|
Fig. 4 (a) Tensile (a1 stress/strain); (b) Flexural (b1 load/displacement); and (c) Izod impact results of PP/SCG compisites |
This study has investigated the effect of incorporating up to 20% spent coffee grounds (SCG) into polypropylene (PP) and its impact on the composite's mechanical behavior. The results showed that the addition of SCG resulted in a slight increase in brittleness of the composite, but did not cause a significant decrease in its mechanical properties. Furthermore, SCG incorporated into PP also enhanced the thermal ability of PP/SCG composites, leading to increased thermal stability, delayed degradation onset, and higher maximum degradation temperature. The good interfacial adhesion between SCG and PP matrix is considered as a key factor contributing to achieve the obtained experimental results.
This study provides insights into enhancing composite performance by manipulating the characteristics of SCG as a reinforcement material. The potential utilization of SCG as a filler in PP composites could potentially pave the way for sustainable material engineering practices that reduce waste and promote the use of environmentally friendly materials.
This work was supported by the national research foundation of korea (NRF) grant funded by the Korean government (MSIP) [2018R1A6A1A03024509, 2023R1A2C1006234 and 2022R1I1A1A01069282].
- 1. McNutt, J., and He, Q., “Spent Coffee Grounds: A Review on Current Utilization,” Journal of Industrial and Engineering Chemistry, Vol. 71, 2019, pp. 78-88.
-

- 2. Marques, M., Gonçalves, L.F., Martins, C.I., Vale, M., and Duarte, F.M., “Effect of Polymer Type on the Properties of Polypropylene Composites with High Loads of Spent Coffee Grounds,” Waste Management, Vol. 154, 2022, pp. 232-244.
-
- 3. García-García, D., Carbonell, A., Samper, M.D., García-Sanoguera, D., and Balart, R., “Green Composites Based on Polypropylene Matrix and Hydrophobized Spend Coffee Ground (SCG) Powder,” Composites Part B: Engineering, Vol. 78, 2015, pp. 256-265.
-
- 4. Kante, K., Nieto-Delgado, C., Rangel-Mendez, J.R., and Bandosz, T.J., “Spent Coffee-based Activated Carbon: Specific Surface Features and Their Importance for H2S Separation Process,” Journal of Hazardous Materials, Vol. 201, 2012, pp. 141-147.
-
- 5. Kondamudi, N., Mohapatra, S.K., and Misra, M., “Spent Coffee Grounds as a Versatile Source of Green Energy,” Journal of Agricultural and Food Chemistry, Vol. 56, No. 24, 2008, pp. 11757-11760.
-
- 6. Lachheb, A., Allouhi, A., El Marhoune, M., Saadani, R., Kousksou, T., Jamil, A., Rahmoune, M., and Oussouaddi, O., “Thermal Insulation Improvement in Construction Materials by Adding Spent Coffee Grounds: An Experimental and Simulation Study,” Journal of Cleaner Production, Vol. 209, 2019, pp. 1411-1419.
-
- 7. Panusa, A., Zuorro, A., Lavecchia, R., Marrosu, G., and Petrucci, R., “Recovery of Natural Antioxidants from Spent Coffee Grounds,” Journal of Agricultural and Food Chemistry, Vol. 61, No. 17, 2013, pp. 4162-4168.
-
- 8. Kwon, E.E., Yi, H., and Jeon, Y.J., “Sequential Co-production of Biodiesel and Bioethanol with Spent Coffee Grounds,” Bioresource Technology, Vol. 136, 2013, pp. 475-480.
-
- 9. Caetano, N.S., Silva, V.F., Melo, A.C., Martins, A.A., and Mata, T.M., “Spent Coffee Grounds for Biodiesel Production and other Applications,” Clean Technologies and Environmental Policy, Vol. 16, 2014, pp. 1423-1430.
-
- 10. Obruca, S., Benesova, P., Petrik, S., Oborna, J., Prikryl, R., and Marova, I., “Production of Polyhydroxyalkanoates Using Hydrolysate of Spent Coffee Grounds,” Process Biochemistry, Vol. 49, No. 9, 2014, pp. 1409-1414.
-
- 11. Essabir, H., Raji, M., Laaziz, S.A., Rodrique, D., and Bouhfid, R., “Thermo-mechanical Performances of Polypropylene Biocomposites Based on Untreated, Treated and Compatibilized Spent Coffee Grounds,” Composites Part B: Engineering, Vol. 149, 2018, pp. 1-11.
-
- 12. Tapangnoi, P., Sae-Oui, P., Naebpetch, W., and Siriwong, C., “Preparation of Purified Spent Coffee Ground and Its Reinforcement in Natural Rubber Composite,” Arabian Journal of Chemistry, Vol. 15, No. 7, 2022, pp. 103917.
-
- 13. Väisänen, T., Das, O., and Tomppo, L., “A Review on New Bio-based Constituents for Natural Fiber-polymer Composites,” Journal of Cleaner Production, Vol. 149, 2017, pp. 582-596.
-
- 14. Essabir, H., Raji, M., Laaziz, S.A., Rodrique, D., and Bouhfid, R., “Thermo-mechanical Performances of Polypropylene Biocomposites Based on Untreated, Treated and Compatibilized Spent Coffee Grounds,” Composites Part B: Engineering, Vol. 149, 2018, pp. 1-11.
-
- 15. Essabir, H., Hilali, E., Elgharad, A., El Minor, H., Imad, A., Elamraoui, A., and Al Gaoudi, O., “Mechanical and Thermal Properties of Bio-composites Based on Polypropylene Reinforced with Nut-shells of Argan Particles,” Materials & Design, Vol. 49, 2013, pp. 442-448.
-
- 16. Mai Nguyen Tran, T., M.N., P., Lee, D.W., Cabo, M.J., and Song, J.I., “Polypropylene/abaca Fiber Eco‐composites: Influence of Bio‐waste Additive on Flame Retardancy and Mechanical Properties,” Polymer Composites, Vol. 42, No. 3, 2021, pp. 1356-1370.
-
 This Article
This Article
-
2023; 36(4): 264-269
Published on Aug 31, 2023
- 10.7234/composres.2023.36.4.264
- Received on Jun 13, 2023
- Revised on Jul 17, 2023
- Accepted on Aug 2, 2023
Services
- Abstract
1. introduction
2. materials and experimental
3. results and discussions
4. conclusions
- Acknowledgements
- References
- Full Text PDF
Shared
Correspondence to
- Jung-Il Song
-
*** Department of Mechanical Engineering
- E-mail: jisong@changwon.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr