





- GF/PC Composite Filament Design & Optimization of 3D Printing Process and Structure for Manufacturing 3D Printed Electric Vehicle Battery Module Cover
Jeong-Wook Yoo*, Jin-Woo Lee*, Seung-Hyun Kim**, Youn-Chul Kim***, Jong-Hwan Suhr*, **†
* Department of Polymer Science and Engineering, Sungkyunkwan University
** School of Mechanical Engineering, Sungkyunkwan University
*** School of Chemical Engineering, Sungkyunkwan University- 전기자동차 배터리 모듈 커버의 3D 프린팅 제작을 위한 GF/PC 복합소재 필라멘트 설계와 3D 프린팅 공정 및 구조 최적화
유정욱* · 이진우* · 김승현** · 김윤철*** · 서종환*, **†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
As the electric vehicle market grows, there is an issue of light weight vehicles to increase battery efficiency. Therefore, it is going to replace the battery module cover that protects the battery module of electric vehicles with high strength/high heat-resistant polymer composite material which has lighter weight from existing aluminum materials. It also aims to respond to the early electric vehicle market where technology changes quickly by combining 3D printing technology that is advantageous for small production of multiple varieties without restrictions on complex shapes. Based on the composite material mechanics, the critical length of glass fibers in short glass fiber (GF)/polycarbonate (PC) composite materials manufactured through extruder was derived as 453.87 μm, and the side feeding method was adopted to improve the residual fiber length from 365.87 μm and to increase a dispersibility. Thus, the optimal properties of tensile strength 135 MPa and Young's modulus 7.8 MPa were implemented as GF/PC composite materials containing 30 wt% of GF. In addition, the filament extrusion conditions (temperature, extrusion speed) were optimized to meet the commercial filament specification of 1.75 mm thickness and 0.05 mm standard deviation. Through manufactured filaments, 3D printing process conditions (temperature, printing speed) were optimized by multi-optimization that minimize porosity, maximize tensile strength, and printing speed to increase the productivity. Through this procedure, tensile strength and elastic modulus were improved 11%, 56% respectively. Also, by post-processing, tensile strength and Young’s modulus were improved 5%, 18% respectively. Lastly, using the FEA (finite element analysis) technique, the structure of the battery module cover was optimized to meet the mechanical shock test criteria of the electric vehicle battery module cover (ISO-12405), and it is satisfied the battery cover mechanical shock test while achieving 37% lighter weight compared to aluminum battery module cover. Based on this research, it is expected that 3D printing technology of polymer composite materials can be used in various fields in the future.
전기자동차 시장이 성장함에 따라 배터리 효율을 증가시키기 위해 차량 경량화 이슈가 대두되고 있다. 이에 전기자동차 배터리 모듈을 보호하는 배터리 모듈 커버를 기존 알루미늄 소재에서 알루미늄 대비 절반 수준의 무게를 가지는 고강도/고내열성 고분자 복합소재로 대체하고자 한다. 또한 복잡한 형상에 대한 제약이 없고, 다품종 소량생산에 유리한 3D 프린팅 기술을 접목하여 기술 변화가 빠른 초기 전기자동차 시장에 대응하고자 한다. 복합소재 역학에 기반하여 압출기를 통해 가공한 단섬유 GF(glass fiber)/PC(polycarbonate) 복합소재 내 유리섬유의 임계길이(critical length)가 453.87 μm임을 도출하였고, 사이드 피딩(side feeding) 방식의 가공법을 택함으로써 기존 365.87 μm이었던 잔류섬유길이를 향상시킴과 동시에 분산성을 향상시켰다. 이에 30 wt%의 GF가 함유된 GF/PC 복합소재로 인장강도(tensile strength) 135 MPa, 탄성계수(Young’s modulus) 7.8 MPa의 최적의 물성을 구현하였다. 또한 3D 프린팅 필라멘트가 상용 필라멘트 규격인 두께 1.75 mm, 표준편차 0.05 mm를 만족하기 위해서 필라멘트 압출 조건(온도, 압출속도)을 최적화하였다. 제작된 필라멘트를 통해 기공률을 최소화하며 강도를 최대화하고, 동시에 생산성 향상을 위해 프린팅 속도를 최대화하는 다중 최적화 문제를 통해 3D 프린팅 공정조건(온도, 프린팅 속도)을 최적화하였고, 이로써 기존 상용화 되어있는 동일 소재 필라멘트 대비 인장강도 11%, 탄성계수 56%가 향상된 결과를 얻었으며, 출력물의 후처리(post-process)를 통해 후처리 전 대비 인장강도 5%, 탄성계수 18%를 추가로 향상시켰다. 끝으로 유한요소해석(finite element analysis, FEA) 기법을 활용하여 전기자동차 배터리 모듈 커버의 시험 규격(ISO-12405)의 Mechanical Shock test의 기준을 만족하도록 배터리 모듈 커버의 구조를 최적화하였고, 이로써 배터리 커버 시험규격을 만족하면서 동시에 알루미늄을 사용했을 때 대비 37%의 경량화를 달성하였다. 해당 연구 결과 및 연구 방법을 활용하여 향후 다양한 분야에 고분자 복합소재 3D 프린팅 기술이 활용될 수 있을 것으로 기대된다
Keywords: 복합소재 필라멘트(Composite filament), 3D 프린팅(3D printing), 최적화(Optimization), 유한요소해석(Finite element analysis)
최근 기존 내연기관 자동차의 환경 문제가 크게 대두됨에 따라 내연기관 자동차에 대한 규제 및 전기자동차에 대한 수요가 늘고 있다. 하지만 전기자동차의 1회 충전 시 주행거리는 현재 배터리 용량 혹은 효율 문제로 인해 내연기관 자동차에 비해 적은 것이 현실이다. 기존 전기자동차 배터리 모듈 커버 소재로는 기계적 물성이 우수한 알루미늄이 주로 사용되었으나, 소재자체의 무게로 인해 전기자동차의 주행거리 감소에 영향을 주는 문제점이 있다. 따라서 본 연구에서는 경량화를 통한 배터리 효율 문제를 극복하고자 배터리 모듈 커버 소재를 고강도/고내열성의 고분자 복합소재로 대체하고자 한다[1].
전기자동차 배터리 모듈 커버는 배터리의 발열에 직접적으로 노출되기 때문에 내열성이 우수한 소재가 필요하고, 외부 충격으로부터 배터리를 보호해야 하기 때문에 고강도의 기계적 물성이 필요하다. PC(polycarbonate), PBT(polybutylene terephthalate), mPPO(modified polyphenylene oxide), PEEK(polyether ether ketone) 등의 엔지니어링 플라스틱(engineering plastic)은 높은 기계적 물성과 열안정성을 가지고 있기 때문에 다양한 산업 분야에서 활용되어 왔다. 특히 PC는 뛰어난 내충격성을 가지는 소재로 방탄유리를 제작할 때 사용되는 엔지니어링 플라스틱이다[2]. 하지만 PC 자체로는 전기자동차 배터리 모듈 커버 소재로 사용되기에 기계적 물성이 부족하기에 가격이 저렴하여 상업적으로 널리 사용되는 단섬유 GF를 혼련하여 기계적 물성 및 내열성이 우수한 GF/PC 복합소재를 사용하고자 한다[3].
아울러 전기자동차는 내연기관 자동차에 비해 부품 수 가 25% 절감되었고, 이에 따라 통합된 구조에 대한 니즈가 증가하고 있다. 3D 프린팅은 제품 생산 시 통합된 구조의 복잡한 형상에 대한 제약이 없으며, 금형 제작 과정이 필요 없기 때문에 다품종소량 생산에 유리하다. 특히 FDM(fused deposition modeling) 방식의 3D 프린팅은 고분자를 녹는점 이상의 고온에서 녹인 후 플레이트에 적층하는 방식으로써 빠른 프린팅 속도와 상대적으로 저렴하게 설비를 구축할 수 있다는 점에서 상업적으로 가장 널리 사용되고 있는 3D 프린팅 방식이다[4,5]. 이에 본 연구는 복합소재 역학에 기반한 고강도/고내열성 GF/PC 3D 프린팅 복합소재 필라멘트 설계 및 FDM 방식의 3D 프린팅 공정 최적화, 그리고 끝으로 유한요소해석을 통해 3D 프린팅으로 제작된 배터리 모듈 커버의 구조 설계 및 신뢰성 검증을 포함한다.
2.1 재료 및 설계인자
Polycarbonate pellets (PC 펠렛, PC-1220)은 롯데 케미칼 社에서 구매하였다; glass fibers (GF, T-187H)는 NEG (Nippon Electric Glass) 社에서 구매하였다.
2.1.1 GF함량에 따른 GF/PC 복합소재 물성 분석
GF 함량에 따른 GF/PC 복합소재의 물성을 분석하기 위하여 Table 1과 같이 20~40 wt%의 GF가 함유된 GF/PC 복합소재 시편을 제작하였다.
2.1.2 필라멘트 압출 조건에 따른 필라멘트 품질 분석
필라멘트 압출 시 압출 온도와 압출 속도에 따른 필라멘트의 품질 분석을 위하여 Table 2와 같이 설계인자를 설정하였다.
2.1.3 3D 프린팅 공정 최적화
3D 프린팅 공정을 최적화하기 위하여 노즐 온도 300~340oC, 프린팅 속도 10~50 mm/s 구간에서 Table 3과 같이 설계 공정조건을 설정하였고, 다른 공정조건은 Table 4와 같이 고정하였다.
2.1.4 배터리 모듈 커버 형상
전기차 배터리 모듈 커버의 유한요소해석을 위해 Table 5와 같이 소재에 따른 물성, 형상을 다르게 하여 3D 모델을 ABAQUS2020 소프트웨어에서 구현하였다.
2.2 샘플 준비
PC와 GF는 이축 압출기(BA-19, BAUTEK)를 통해 혼련하였다. 온도 조건은 다이(die)부터 290oC, 280oC, 270oC, 260oC, 250oC, 245oC, 220oC, 210oC로 설정하였고, 다이에서 압출 된 GF/PC 복합소재는 펠렛타이저(pelletizer)를 통해 펠렛 형태로 가공되었고, GF/PC 사출 인장시편은 ASTM-D638 Type1 규격에 맞추어 사출기(PR170HY, 동신유압)를 통해 제작되었다.
3D 프린팅용 GF/PC 필라멘트는 필라멘트 압출기(Desktop Extruder Line E, Wellzoom)를 통해 제작되었다. 3D 프린팅 인장시편은 ASTM-D638 Type5, 굴곡 및 열변형온도 시편은 ASTM-D256 규격에 맞게 3D 모델링하여, IEMAI 3D 소프트웨어를 사용해 3D 프린팅 공정조건이 포함된 g-code로 변환 후 FDM 3D 프린터(Magic-HT-PRO, IEMAI)를 통해 제작되었다.
2.3 특성 분석
2.3.1 기계적 & 열적 특성
인장 물성 분석을 위해 UTM(universal testing machine)을 사용하여 시험 속도 2 mm/min의 조건으로 인장 및 굴곡시험을 진행하였다. 그리고 열적 특성 분석을 위해 열변형 온도 측정은 1.8 MPa 하중 하에 승온속도 2oC/min의 조건으로 측정하였다.
2.3.2 광학적 특성
광학현미경(optical microscope)를 사용하여 기지재 내 잔류 섬유 길이 및 복합소재의 단면을 관찰하였다. 복합소재 단면은 사출을 통해 가공된 복합소재 시편을 폴리싱 기계(polishing machine)로 연마 처리한 후 관찰되었다.
2.3.3 밀도 및 기공률 측정
밀도 및 기공률은 ASTM-B962에 명시된 바와 같이 아르키메데스 원리(Archimedes’ Principle)를 이용하여 측정하였고, 이 때 액체는 초순수(ultrapure water)를 사용하였다.



3.1 GF/PC 복합소재 필라멘트 설계
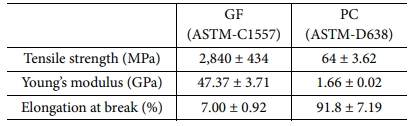
GF/PC 복합소재 필라멘트를 설계하기 위해서 복합소재의 물성을 결정하는 기지재(matrix) 및 강화재(reinforcement)의 기초 물성을 각각의 인장 시험을 통해 Table 6과 같이 도출하였다.
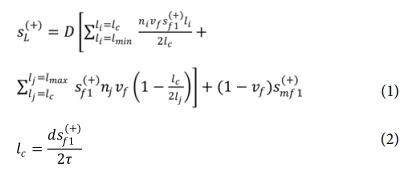
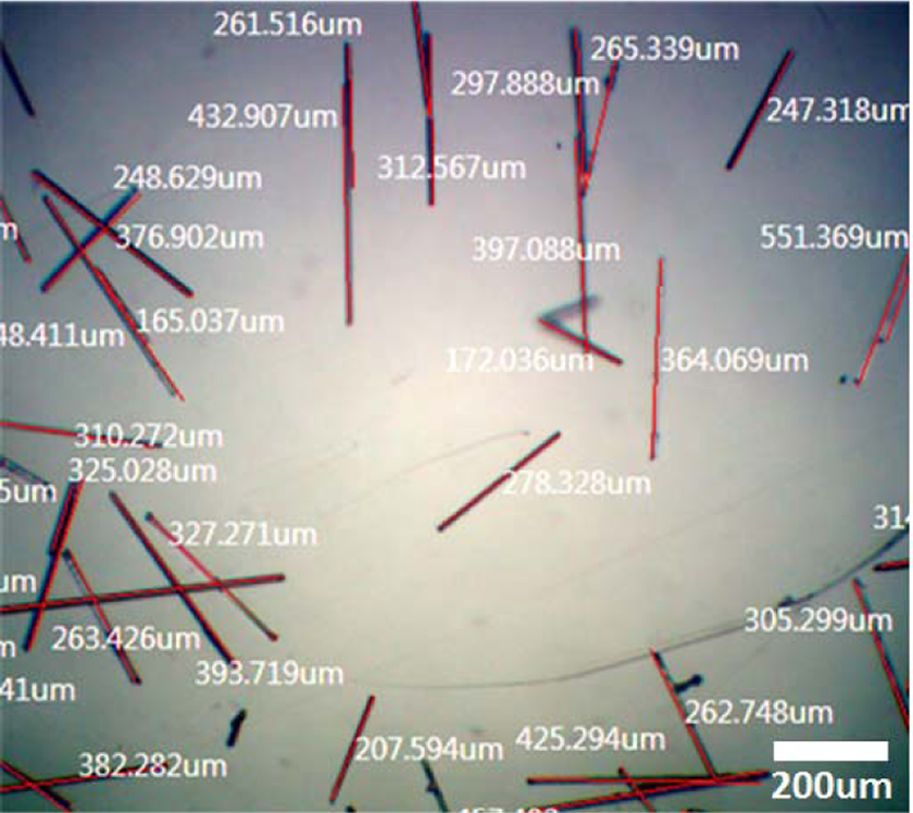
또한 소재 각각의 기초물성 이외에 복합소재 설계 시중요한 요소로 작용하는 계면결합력(interfacial shear strength, IFSS)을 도출하고자 1 wt%의 GF가 함유된 GF/PC 복합소재 시편을 제작하여 인장 물성을 평가한 결과, 인장강도가 61.46 MPa, 탄성계수는 1.73 GPa로 확인된다. 또한 Fig. 1과 같이 광학현미경을 통해 가공 이후 섬유의 잔류길이를 확인한 결과, 평균 섬유길이가 365.87 μm로 도출된다. 식 (1)은 복합소재의 인장강도와 섬유의 배향 방향, 그리고 잔류 섬유의 길이 사이의 관계를 나타내는 식이고, 식 (2)는 계면결합력과 섬유의 임계길이 사이의 관계를 나타내는 식이다. 식 (1)에서 sL(+), sf1(+), smf1(+)는 각각 복합소재와 섬유, 기지재의 인장강도를 나타내고, vf, vm은 각각 섬유와 기지재의 부피분율을 나타낸다. lc는 섬유의 임계길이를 의미하며, li, lj는 복합소재 내 함침된 섬유의 길이를 의미한다. 또한 D는 섬유의 배향 정도에 따른 값이며, 식 (2)에서 τy는 계면결합력을 나타낸다. 이 때, 사출 공정 시 섬유가 기지재 내에서 사출방향(인장방향)으로 배향 된다는 것이 보고된 바가 있으므로 섬유의 배향 방향을 나타내는 인자(D)는 하중 방향으로 완전히 배향되었을 때의 값인 1로 가정하고 계산하였다[6]. 이와 같은 두 식을 이용하여 섬유의 임계길이(critical length) 및 계면결합력을 각각 453.87 μm, 31.29 MPa로 도출하였다.
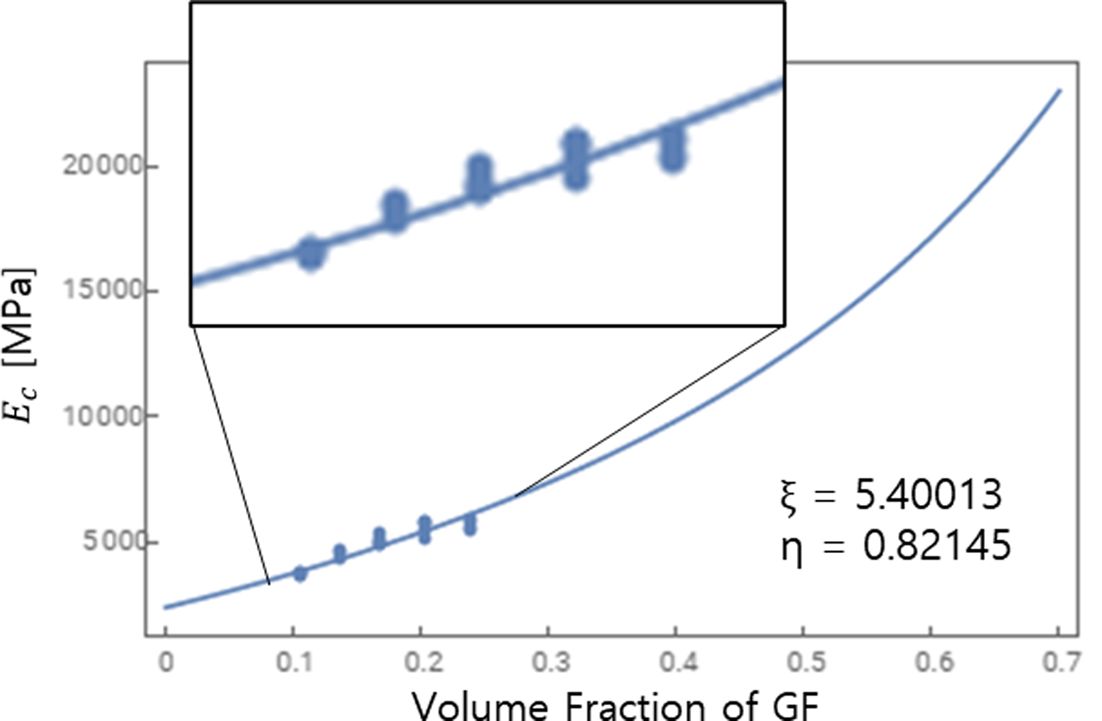
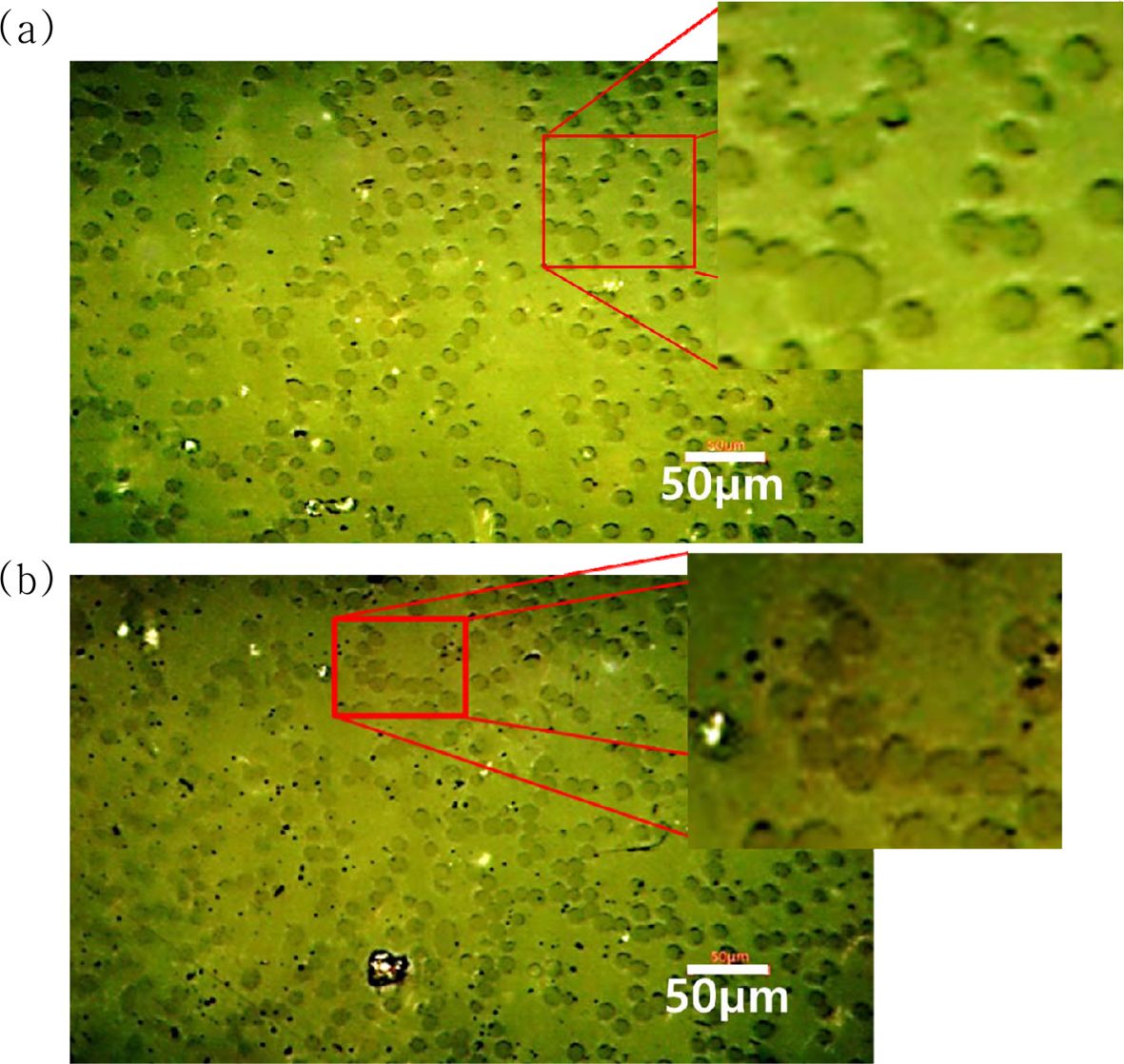
20~40 wt%의 GF/PC 복합소재 시편을 제작한 후 인장 물성을 평가 한 결과를 Table 7에 나타냈다. 그리고 탄성계수에 대해서 Fig. 2와 같이 Halpin-Tsai 식(식 (3))에 curve fitting 해보았을 때, 함량이 증가할수록 실험 데이터와 Halpin-Tsai 식의 그래프 개형이 어긋난다. Halpin-Tsai식의 경우 함량이 증가할수록 탄성계수의 증가폭이 커지나, 실험 데이터는 함량이 증가할수록 증가폭이 감소한다. 그 이유는 Fig. 3과 같이 복합소재 시편의 단면을 광학현미경으로 관찰해보았을 때, 함량이 높을수록 분산성 저하로 인해 섬유 간의 접촉이 증가하고, 이로 인해 섬유의 강성이 기지재로 충분히 전달되지 못했기 때문으로 판단된다.

사이드 피딩(side feeding) 방식의 압출 법은 복합소재 가공 도중 섬유의 절단이 적게 일어나고, 분산성을 향상시킬 수 있는 가공 법이다[7]. GF와 PC의 혼련 시 사이드 피딩 방식의 압출 법을 적용시킴으로써 잔류 섬유길이를 임계길이까지 증가시키고 동시에 분산성을 향상시켜 같은 30 wt%의 GF 함량으로 인장강도 134.17 MPa, 7.79 GPa의 최적 물성을 달성하였다.
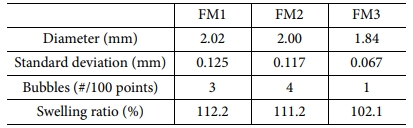
또한 복합소재 3D 프린팅을 위해서 GF/PC 필라멘트 제작과정을 최적화하였다. 필라멘트 압출 도중 발생하는 die swelling, melt fracture, surging 등에 의한 필라멘트 두께의 불균일성은 출력물의 품질 및 성능 저하를 야기한다. 따라서 이를 최소화하기 위하여 Table 8과 같이 온도와 압출속도에 따른 필라멘트 두께의 균일성을 측정하였고, 가장 균일한 필라멘트를 제작할 수 있는 조건으로 FM3을 선정하였다. 이는 온도가 높아질수록 흐름성이 높아져 die에서 melt fracture가 적게 발생하고, 압출 속도가 빠를수록 Die의 형상에서 변형이 일어나기 전에 냉각이 빠르게 이루어지기 때문에 균일한 필라멘트가 제작된 것으로 판단된다.
3.2 3D 프린팅 공정 최적화
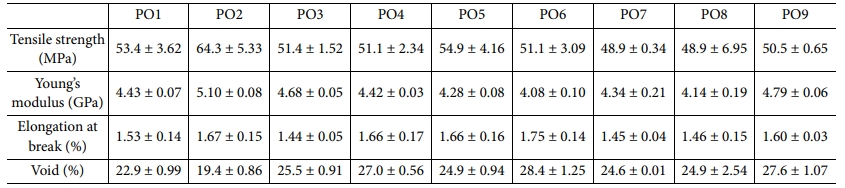
3D 프린팅 공정을 최적화하기 위해서 노즐 온도 300~340oC, 프린팅 속도 10~50 mm/s 구간에서 인장 물성 및 기공률(void fraction) 데이터를 Table 9와 같이 확보하였다.
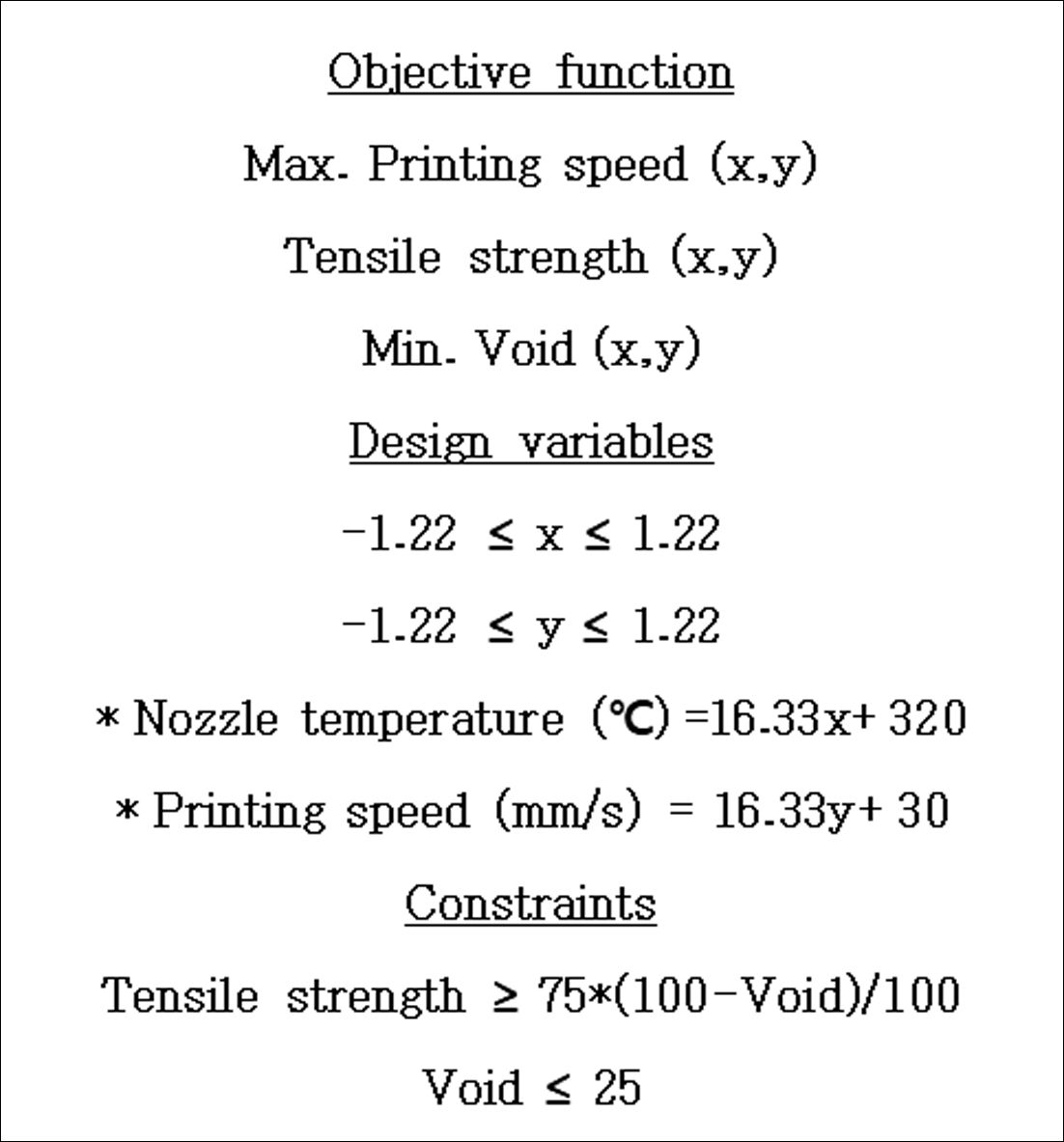
위 데이터를 활용해 최적화를 진행하였으며, 출력물의 1) 강도 최대화, 2) 기공률 최소화, 3) 생산성 향상을 위한 프린팅 속도 최대화를 목표로 하는 다중 최적화 문제를 설정하였다. 특정 최적해 도출을 위해 ε-constraint method를 사용하여 Pareto-set에서 강도와 기공률에 대한 기준을 설정하였고, 해당 최적화 문제는 Fig. 4와 같다.
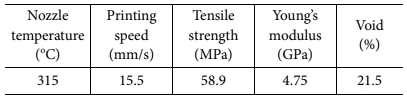
GRG(generalized reduced gradient) algorithm을 통해 최적화 문제를 풀었을 때, 특정 최적해 및 최적 변수는 Table 10과 같이 도출되었다.
최적화 과정을 통해 도출된 최적 변수로 실제 3D 프린팅을 진행하였을 때, 최적변수로 프린팅 된 출력물의 물성 데이터와 최적화 알고리즘 상 나온 최적해와의 오차율은 인장강도 -1.53%, 탄성계수 -5.58%, 기공률 -6.51%로 차이가 크지 않았기에 전체 최적화 과정에 신뢰성이 있다고 판단된다.
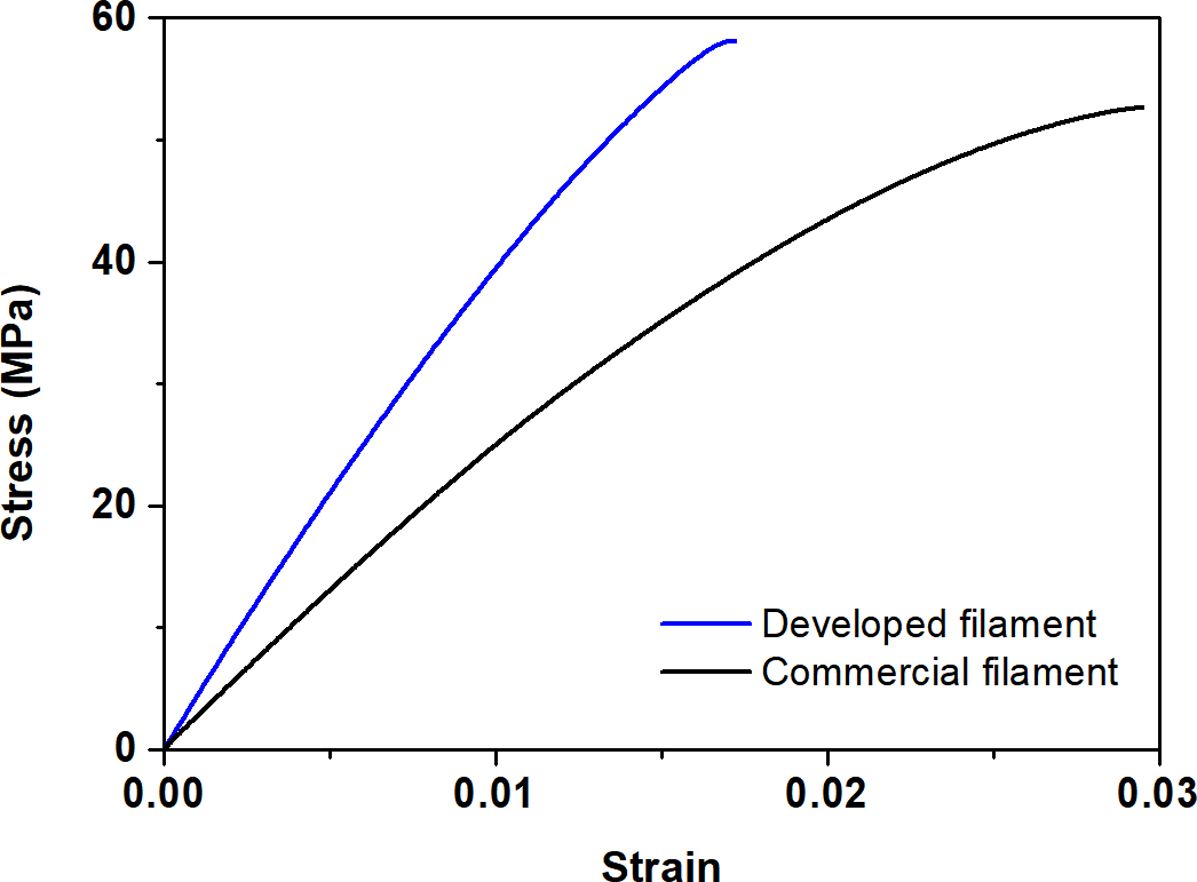
또한 최적 변수로 프린팅 된 출력물의 물성은 상용화되어 있는 동일 소재 필라멘트(인장강도 52 MPa, 탄성계수 2.8 GPa) 대비 인장강도 11%, 탄성계수 56%가 향상된 결과를 보였다.
3D 프린팅은 출력물의 후처리가 최종 물성에 영향을 미친다[8]. 3D 프린팅 출력물은 공정 특성 상 기공이 많이 발생하며 표면 거칠기가 높은 것이 불가피하고, 이는 결함으로 작용하여 출력물의 물성을 저하시킨다. 이에 사포(1000, 2000) 및 알루미나 입자(d=10~20 nm)로 연마를 진행하여 표면 거칠기를 감소시켰다. 또한 출력물의 열처리는 미세 기공들을 감소시키는 역할을 하기 때문에 140oC의 온도에서 30분간 열처리를 해주었다. 연마 및 열처리 이후 출력물의 인장강도와 탄성계수는 각각 61 MPa, 5.2 GPa이고, 후처리 전 대비 각각 5%, 18% 향상되었다. Fig. 5 Table 11
3.3 배터리 모듈 커버 신뢰성 검증
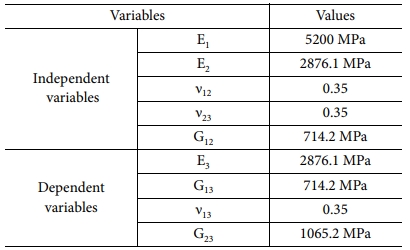
실제 3D 프린팅 된 GF/PC 배터리 모듈 커버가 전기차에 적용될 수 있을지 유한요소해석 기법을 통해 검증하였다. 3D 프린팅 된 단섬유 복합소재 출력물은 노즐에서 압출 시 섬유가 프린팅 방향으로 배향된다[9,10]. 따라서 유한요소해석 시 3D 프린팅 된 GF/PC 복합소재는 transversely isotropic composite으로 고려될 수 있고, 이에 따른 재료물성을 Table 12와 같이 설정하여 전기차 배터리 커버의 시험 규격인 ISO-12405의 mechanical shock test에 대하여 유한요소해석을 진행했다.
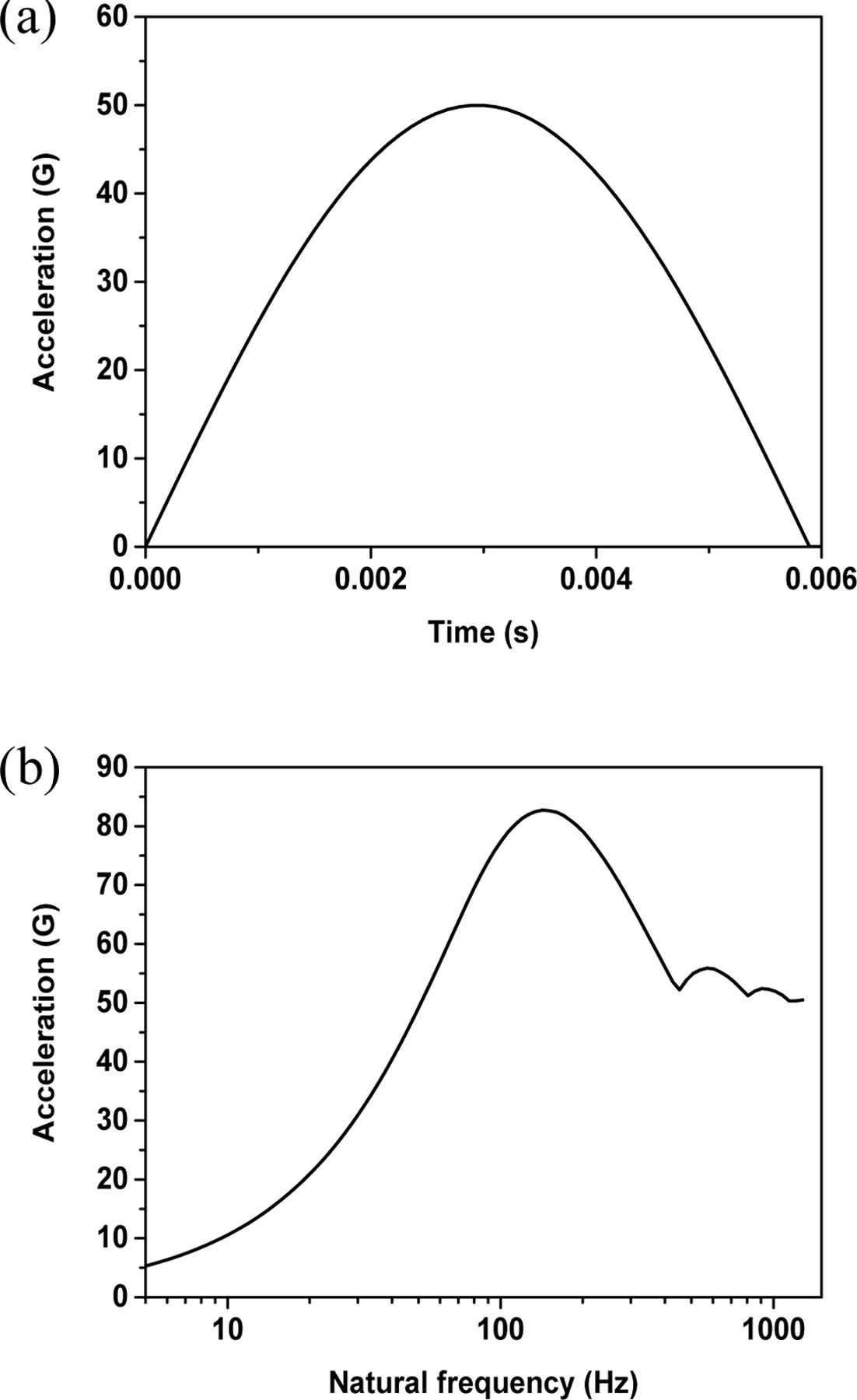
우선 모달 해석(modal analysis)를 통해 배터리 모듈 커버의 고유 진동수를 도출한 후 SRS(shock response spectrum) 기법을 통해 Fig. 6(a)와 같은 time domain의 충격을 Fig. 6(b)와 같은 frequency domain으로 치환함으로써 충격에 대한 응답을 준정적해석(quasi-static analysis)으로 수행하였다.
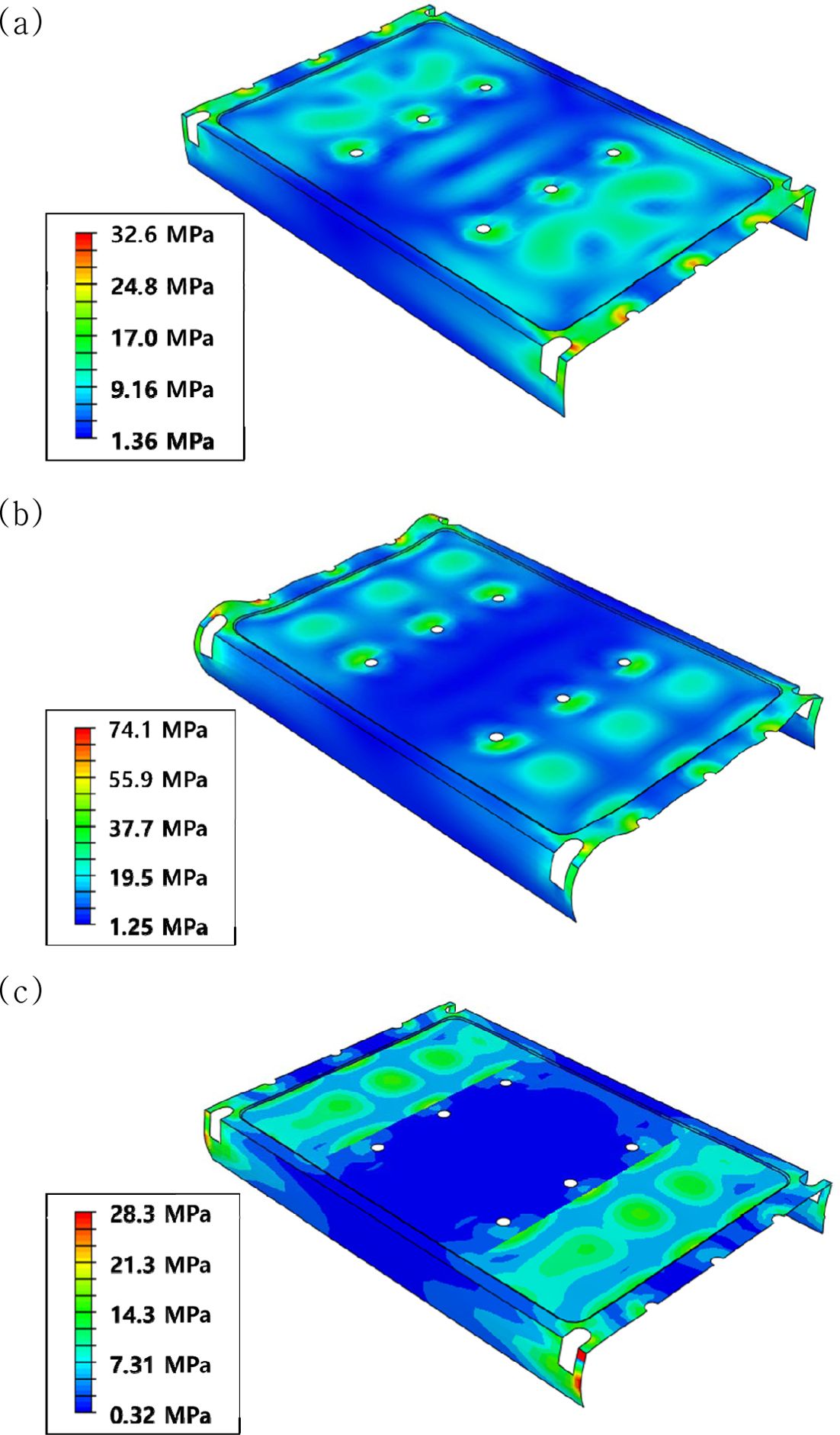
기존 1.25 mm 두께의 알루미늄 소재 배터리 모듈 커버인 BC1에 대해서 충격 해석을 진행하였을 때, 최대 응력은 32 MPa로 파단이 발생하지 않았다(Fig. 7(a)). 하지만 동일 두께의 3D 프린팅 된 GF/PC 소재 배터리 모듈 커버인 BC2에서는 최대응력이 74 MPa로 3D 프린팅 된 GF/PC 소재의 파단강도보다 강하게 나타났다(Fig. 7(b)). 따라서 알루미늄 배터리 모듈 커버와 동일한 형상으로는 적용될 수 없기에 응력이 집중되는 볼트 체결부의 두께를 3 mm로 보강하였다. 이에 최대응력은 28 MPa로 3D 프린팅 된 GF/PC의 파단강도보다 낮아 배터리 모듈 커버의 소재로 쓰일 수 있다고 판단된다(Fig. 7(c)). 또한 체결부가 3 mm로 보강된 3D 프린팅 GF/PC 배터리 모듈 커버인 BC3은 기존 알루미늄 배터리 모듈 커버인 BC1에 비해 약 37% 경량화 되었다.
|
Fig. 1 Residual glass fiber length in GF/PC composit |
|
Fig. 2 Curve fitting of tensile test data to Halpin-Tsai equation |
|
Fig. 3 Optical microscope image of cross section of (a) GP35, (b) GP40 |
|
Fig. 4 Multi-optimization proble |
|
Fig. 5 Stress-strain curve of 3D printed with optimized GF/PC composite and commercial GF/PC filament |
|
Fig. 6 (a) Time domain shock, (b) frequency domain shock |
|
Fig. 7 FEA results of (a)BC1 (Al with thickness of 1.25 mm), (b) BC2 (3D printed GF/PC with thickness of 1.25 mm), (c) BC3 (3D printed GF/PC with thickness of 1.25 mm, and 3 mm at joints) |

|
Table 11 Tensile test result of 3D printed GF/PC composite as optimal condition & error with optimal solution |
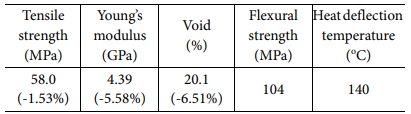
(): Error with optimal solution |
복합소재 역학에 기반한 소재 설계 및 3D 프린팅 공정 최적화를 통해 기존 상용화 된 동일 소재 필라멘트 대비 인장강도, 탄성계수가 각각 11%, 56% 향상되었다. 또한 3D 프린팅 출력물의 후처리를 통해 인장강도 5%, 탄성계수 18%를 추가로 향상시켰다. 또한 3D 프린팅을 통해 GF/PC 배터리 모듈 커버를 제작하였을 때, 배터리 커버 성능 규격에 만족한다는 것을 유한요소해석을 통해 보였고 알루미늄 소재의 배터리 모듈 커버 대비 37%의 경량화가 달성되었다. 이 때, 알루미늄 배터리 커버에 비해 체결부가 3 mm로 보강되어 형상에 변화가 있었지만 형상에 대한 제약이 없는 3D 프린팅 공정의 장점으로 인해 요구 성능에 따라 무리 없이 다양한 형상으로 제작이 가능하다. 또한 향후 수소차의 인클로저(enclosure), 전기차의 배터리 하우징(battery housing)과 같이 비슷한 수준의 물성을 요구하거나 우주, 항공 소재와 같은 더 높은 수준의 물성을 요구하는 산업에 복합소재 3D 프린팅 기술이 진출할 수 있을 것으로 보인다.
본 연구는 국토교통부/국토교통과학기술진흥원의 지원으로 수행되었음(과제번호 21CTAP-C157949-02).
본 연구는 과학기술정보통신부 및 과학기술 일자리진흥원 2019년 연구성과사업화지원사업의 지원을 받아 수행하였음(2019K000359).
- 1. Zhang, X., Yamauchi, M., and Takahashi, J., “Life Cycle Assessment of CFRP in Application of Automobile,” Proceedings of the ICCM International Conferences on Composite Materials, Jeju Island, Korea, 2011.
- 2. Walley, S.M., Field, J.E., Blair, P.W., and Milford, A.J., “The Effect of Temperature on the Impact Behaviour of Glass/Polycarbonate Laminates,” International Journal of Impact Engineering, Vol. 30, No. 1, 2004, pp. 31-53.
-

- 3. Kim, N.-S.-R., Lee, E.-S., Kwon, D.-J., Yang, S.B., Lee, J.E., and Yeum, J.H., “Evaluation of Impregnating and Mechanical Properties for Glass Fiber/Polycarbonate Composites Depending on Molecular Weight of Matrix,” Composites Research, Vol. 34, No. 1, 2021, pp. 1-7.
-
- 4. Günaydın, K., and Türkmen, H.S., “Common FDM 3D printing defects,” International Congress on 3D Printing (Additive Manufacturing) Technologies and Digital Industry, 2018.
- 5. Baek, U.-G., Nam, G.B., Roh, J.-S., Park, S.-E., and Roh, J.-U., “A Study on the Improvement of Bending Characteristics of 3D Printed Thermoplastic Structures Reinforced at the Lateral Surface using Continuous Fiber Reinforced Thermosetting Composites,” Composites Research, Vol. 34, No. 2, 2021, pp. 136-142.
-
- 6. Kim, E.S., Kim, Y.C., Park, J., Kim, Y., Kim, S.H., Kim, K.J., Suhr, J.H., Lee, Y.K., Lee, S.H., Kim, D.-S., Kim, S.-H., Yun, J.-H., Park, I.-K., and Nam, J.D., “Mechanical Properties and Flame Retardancy of Surface Modified Magnesium Oxysulfate (5Mg(OH)2·MgSO4·3H2O) Whisker for Polypropylene Composites,” Journal of Materiomics, Vol. 4, No. 2, 2018, pp. 149-156.
-
- 7. Semba, T., Kitagawa, K., Ishiaku, U.S., Kotaki, M., and Hamada, H., “Effect of Compounding Procedure on Mechanical Properties and Dispersed Phase Morphology of Poly(lactic acid)/Polycaprolactone Blends Containing Peroxide,” Journal of Applied Polymer Science, Vol. 103, No. 2, 2007, pp. 1066-1074.
-
- 8. Wickramasinghe, S., Truong, D., and Tran, P., “FDM-based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments,” Polymers, Vol. 12, No. 7, 2020, pp. 1529.
-
- 9. Panda, B., Paul, S.C., and Tan, M.J., “Anisotropic Mechanical Performance of 3D Printed Fiber Reinforced Sustainable Construction Material,” Materials Letters, Vol. 209, No. 2017, pp. 146-149.
-
- 10. Hambach, M., Rutzen, M., and Volkmer, D., “Properties of 3D-printed Fiber-reinforced Portland Cement Paste,” 3D Concrete Printing Technology, Butterworth-Heinemann, 2019, pp. 73-113.
-
 This Article
This Article
-
2021; 34(4): 241-248
Published on Aug 31, 2021
- 10.7234/composres.2021.34.4.241
- Received on Jul 23, 2021
- Revised on Aug 25, 2021
- Accepted on Aug 30, 2021
Services
Shared
Correspondence to
- Jong-Hwan Suhr
-
* Department of Polymer Science and Engineering, Sungkyunkwan University
** School of Mechanical Engineering, Sungkyunkwan University - E-mail: suhr@skku.edu
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr