





- Design and Manufacturing of Mechanical Metamaterials: A Review
Min-Kyeom Kim*, Seunghyun Kim*, Jae-Won Yun*, Jeong-Hyo Gyun*, Min-Jun Kwak*, Yea-Lin Ahn*, Chan-Wook Park*, Youn-Chul Kim**, Jonghwan Suhr*,***†
* Department of Mechanical Engineering, Sungkyunkwan University, Suwon 16419, Korea
** School of Chemical Engineering, Sungkyunkwan University, Suwon 16419, Korea
*** Department of Polymer Science & Engineering, Sungkyunkwan University, Suwon 16419, Korea- 기계적 메타물질 설계 및 제조방안
김민겸*· 김승현*· 윤재원*· 정효균*· 곽민준*· 안예린*· 박찬욱*· 김윤철**· 서종환*,***†
This article is an open access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
As an additive manufacturing achieves technological advances, it enables to manufacture complex structures with saving a cost and time. Therefore, metamaterials, which has geometric complexity, have gradually gathered attention due to the unprecedented properties: the unprecedented mechanical, thermal, electromagnetic, and optical properties. The metamaterials could exhibit a high potential in engineering applications, and thus it has been steadily investigated to design or/and develop novel metamaterials. Here, mechanical metamaterials, which had been reported, were reviewed to suggest the way to design and fabricate the metamaterials for industrial applications
적층제조 기술의 발전으로 복잡한 구조의 제조가 용이해짐에 따라, 기존에 존재하지 않은 특성을 지닌 메타물질에 대한 관심이 커지고 있다. 기존에 존재하지 않은 기계, 음향, 열, 전자기 및 광학 특성을 지닌 메타물질은 높은 공학응용(Engineering applications) 가능성을 보여, 새로운 메타물질 개발 및 설계방안에 대한 연구를 지속적으로 진행하고 있다. 이에 본 논문에서는 메타물질의 여러 특성 중 기존에 존재하지 않은 기계적 특성을 지닌 메타물질의 특성, 거동 및 물성을 소개하고 설계방안을 제시하고자 한다. 또한 설계한 메타물질을 제조하기 위해 여러 적층제조 방식별 메타물질 제조특성 들을 검토하여, 메타물질의 산업에서의 활용 가능성을 제시하고자 한다
Keywords: 메타물질(Metamaterials), 기계적 특성(Mechanical properties), 경량(Lightweight), 에너지 흡수(Energy absorption), 적층제조(Additive manufacturing)
메타물질이란 자연에서는 존재하지 않는 물리적 특성을 지닌 인공물질로, 형상 설계를 통해 물리적 특성을 구현할 수 있다. 메타물질은 새로운 전자기 특성을 갖는 물질로 처음 연구되었으며[1], 1968년에는 러시아 물리학자 Victor Veselago가 유전상수(ε)와 자기투자율(μ)이 동시에 음의 값을 갖는 음의 굴절률 메타물질(Negative index metamaterial)을 이론적으로 제시하였다[2]. 이후 1996 년에 John B. Pendry는 특정 반경과 간격을 가진 구리 와이어의 주기적인 배열이 음의 굴절률을 지닌 것을 발견하여, 본 메타물질에 대한 연구가 본격적으로 이루어지기 시작했다[3].
메타물질은 전파(혹은 빛)을 반사하지 않고 음의 굴절률로 굴절시키므로, 스텔스 및 투명망토를 가능하게 하는 물질로 잘 알려져 있다. 이외에도 메타물질은 회절 한계 이하의 물질을 관측할 수 있는 슈퍼렌즈, 센서 및 레이더 등에 활용될 수 있다[4-7]. 하지만 기존에 존재하지 않는 특성은 Subwavelength scale 구조의 주기적 배열로부터 구현되기에, 국부적인 형상변형에 의해 쉽게 특성이 변할 수 있고 제조절차도 복잡하여 처음에는 크게 주목받지 못하였다.
하지만 최근 20년간 실험기술, CAD/CAE, 제조기술의 비약적인 발달로 메타물질에 대한 연구가 가시화되면서 다양한 메타물질에 대한 연구가 활발하게 이루어지고 있다[8,9]. 이에 전자기파(빛) 이외에도, 열, 광학, 음향의 특성을 조절하는 메타물질 들이 연구되고 있으며, 다양한 분야에서 메타물질을 연구하고 활용하려는 시도가 지속되고 있다[10-15].
최근에는 특수한 기계적 특성을 갖는 메타물질들이 보고 되면서, 메타물질의 개념이 기계적 시스템까지 확대되었다. 기존의 파동 제어(Wave manipulation)용 전자기파, 광학, 음향 메타물질 등은 내부 형상을 설계하여 특정 주파수에서의 음의 질량/강성 등을 구현하는 등, 동적특성을 제어하는데 목적을 두었다. 동적 특성 연구가 진행됨에 따라 위의 Unit cell을 정적 기계적 시스템에 활용하여, 기존에 존재하지 않는 초경량(Lightweight), 고강도/강성, 음의 푸아송비(Poisson’s ratio), 에너지 흡수 등의 다양한 특성들을 부여한 기계적 메타물질 또한 활발하게 연구되고 있다[16-23]. 지금까지 보고된 기계적 메타물질의 스케일은 분자구조 단위에서부터 Macro 스케일까지 광범위하며, 스케일에 따라 기계적 거동도 상이하다[24].
대표적인 기계적 메타물질로는 음의 푸아송비를 지닌 Auxetic material이 있다. 보통의 물질과 달리 단일 축에 대하여 압축력을 가할 때, 힘의 수직방향으로 수축한다[25,26]. 인장력에는 수직 방향으로 팽창하며, 이러한 독특한 거동은 재료의 압입저항(indentation resistance)[27,28], 전단강성(shear modulus)[29,30], 파괴인성(Fracture toughness)[31] 등을 향상시킬 수 있다.
그 외에도 외력을 효율적으로 전달하여, 가벼우며 높은 비강성/강도(High specific stiffness/strength) 특성을 지닌 메타물질들도 보고되고 있다[32-34]. 대표적인 예로 J.B. Berger는 Cubic+octet foam이 이론적으로 달성할 수 있는 가장 높은 인장, 전단 및 체적 탄성율을 지닌 것을 밝혀냈다[17]. 이처럼 메타물질의 형상을 역학에 기반하여 설계한다면, 높은 변형률로 인해 에너지 흡수가 높은 기계적 메타물질들도 개발할 수 있을 것이다.
이러한 복잡한 형상을 지닌 기계적 메타물질들은 주로 적층제조(Additive manufacturing) 방식으로 구현되고 있다[35]. 적층제조는 3D 형상을 층별로 쌓아올려 전체 형상을 구현하는 방식으로, 사출, 절삭가공 등 전통적인 제조방식에 비하여 형상자유도(Geometric design freedom)가 높은 이점이 있기에, 복잡한 형상을 지닌 메타물질 제작에 적합하다[36]. 메타물질 제조가 가능한 방식들은 대표적으로 고분자의 경우 FDM (Fused Deposition Method), SLA (Streo Lithography Apparatus), DLP (Digital light processing), SLS (selective lase sintering), Polyjet 등의 방식이 있고, 금속의 경우 PBF (Powder Bed Fusion), SLM (selective laser melting), EBM (Electron Beam Melting) 등의 방식이 있다[37].
본 논문에서는 기계적 메타물질을 제조 및 형상 관점에서 메타물질의 특성과 물성을 다방면으로 분석하고, 기계적 메타물질의 연구동향, 응용분야 및 가능성에 대하여 논하고자 한다.
메타물질은 복잡한 형상을 지닌 구조로, 나노(Nano)에서 매크로(Macro) 스케일의 다양한 셀 크기(Cell size)를 지닌 기계적 메타물질들이 지금까지 활발하게 연구되고 있다[20,38-41]. 하지만 메타물질 제조 시 셀 크기 및 설계 물성에 따라 요구되는 제조방식은 상이하다. 따라서 요구 특성 및 물성을 지닌 메타물질 제조를 위해, 적층제조 공정을 이해하고 메타물질 형상에 적합한 제조방식을 선정하는 것이 중요하다.
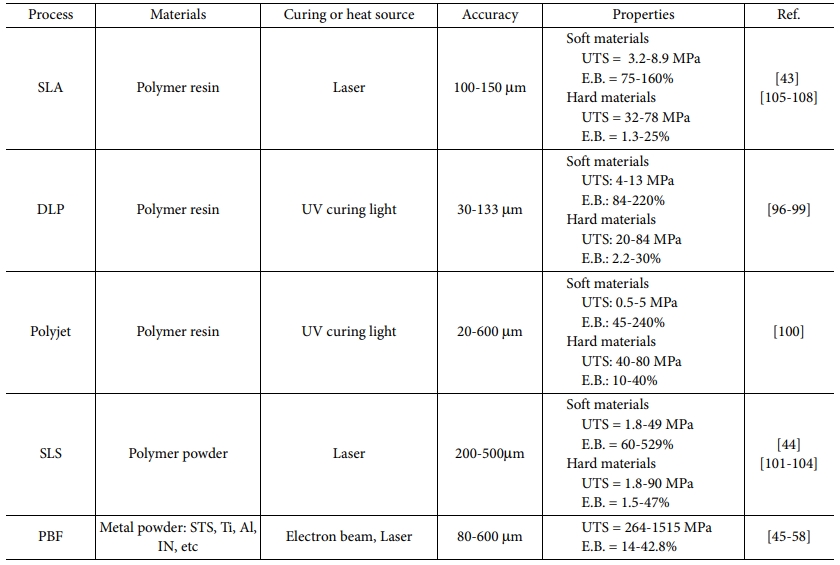
메타물질을 제조할 경우 복잡한 형상으로 인해 적층제조방식은 한정되어 있다. 현재까지 보고된 메타물질 제조방식은 크게 광(UV light) 또는 레이저로 액상 또는 분말 수지를 경화(Curing) 또는 소결(Sintering)하는 방식과 전자빔(Electron beam) 또는 레이저로 금속분말을 용융시키는 방식이 있다(Table 1)[42].
전자의 경우 고분자 소재를 적층제조하는 방식으로, 20-600 mm 정밀도(Accuracy)와 0.5-90 MPa 범위의 인장 물성을 지닌 고분자 메타물질을 제조할 수 있다(Table 1)[43,44]. 액상 수지를 분사하여 광으로 경화시키는 Polyjet 방식과 고분자 분말을 레이저로 소결시키는 SLS 방식은 메타물질 제조 시 불가피하게 서포트가 생성된다[59,60]. 따라서 서포트 제거 과정에서 탄성체(Flexible material)의 경우 출력한 메타물질의 뜯어짐 현상이 발생하거나, Closed cell 형상의 메타물질은 서포트 제거가 어렵다는 단점이 있다. 반면 포토 리소그래피(Photo lithography) 기술과 유사한 Two photon polymerization direct laser writing 기술은 나노에서 마이크로 스케일의 메타물질을 제조할 수 있을 뿐만 아니라, 공정 특성 상 Closed cell 형상도 제조 가능하다[39,61]. 따라서 제조 및 후처리(서포트 제거) 공정을 고려한 메타물질 형상설계가 사전에 필수적으로 이루어져야 한다.
후자의 경우 금속 적층제조 방식 중에 정밀도가 높은 방식으로, 타 금속 적층제조 대비 메타물질을 제조하기에 적합한 제조공정이다[62] (Table 1). 앞서 언급한 금속 적층제조 방식인 Powder bed fusion (PBF) 공정은 열원을 레이저 또는 전자빔(Electron beam)을 활용하여 금속분말을 용융시키는 기법으로, 사용하는 열원에 따라 Selective laser melting (SLM) 또는 Electron beam melting (EBM)으로도 불리며, 복잡한 형상의 메타물질 제작이 가능하다. PBF 공정은 STS, Ti, Al, IN 등 다양한 종류의 금속분말들을 제조할 수 있으며 80-600 mm 정밀도와 소재별 264-1515 MPa 인장물성을 지닌 금속 메타물질 제조가 가능하다(Table 1) [45-58]. 하지만 PBF 공정 특성 상 메타물질 형상에서 45도 이상의 경사로가 있을 경우 서포트가 필수적으로 생기며, Closed cell 형상일 경우 공정 특성 상 금속분말이 메타물질 공극 안에 갇히는 현상이 발생하기에, 제조 가능한 메타물질이 한정되어 있다는 단점이 있다.
또 다른 금속 3D 프린팅 기법 중 하나인, 레이저 열원과 금속 분말/와이어를 활용하는 Directed energy deposition (DED) 기법은 제조공정 특성 상 Closed-cell 제작이 가능하다. 하지만 PBF 방식에 비해 정밀도가 떨어지는 단점이 있다[62]. 따라서 낮은 정밀도로 인한 품질저하 문제를 방지하기 위해 절삭과 병행하며 적층하는 Hybrid DED 방식도 개발되고 있다[63]. 위의 기법은 상대적으로 PBF 대비 활용 가능한 금속 소재가 많지만, 앞서 언급한 정밀도 문제와 제조 가능한 메타물질 최소 크기에도 제한이 있어 잘 활용되지는 않는다.
따라서 메타물질의 경우 응용분야(Application) 및 요구성능에 적합한 소재와 적층제조 방식을 선정한 후, 앞서 언급한 제조 및 후처리 공정을 고려하여 메타물질의 셀 크기와 형상을 설계해야 한다.
|
Table 1 Types and characteristics of the additive manufacturing: SLA, DLP, Polyjet, SLS, PBF types |
현재까지 연구된 메타물질들은 형상에 따라 크게 격자형(Lattice/Truss), 판형(Plate), 발포형(Foam), 외피형(Shellular) 메타물질로 분류할 수 있다. 발포형 메타물질은 격자 형상과 판 형상으로 구성되어 있으며, 기존의 발포(Foam) 물질과 유사한 특성을 구현할 수 있다. 메타물질은 각 형상이 지닌 고유의 특성들이 다르기에, 각 메타물질의 형상 특성들을 이해한 후 요구 성능에 맞게 형상을 설계하는 것이 중요하다.
기계적 메타물질의 특성들은 경량(Lightweight), 음의 포아송 비(Negative Poisson’s ratio), 높은 비표면적(High surface area), 에너지 흡수(Energy absorption), 높은 비강도/ 강성(High specific strength/stiffness), 회전(Twisting) 등이 있다. 위의 특성들은 설계한 메타물질의 셀 형상/사이즈/소재 등에 크게 의존하기에, 상대적인 값인 상대 밀도, 강성, 강도 등으로 비교 분석한다. 각 메타물질의 특성 값들은 식 (1)-(3)과 같다.
2장에서는 기존 물질에 존재하지 않는 기계적 메타물질의 다양한 특성 및 거동들을 소개하고자 한다.
3.1 격자형 메타물질의 특성 및 거동
격자형 메타물질은 판형 및 외피형 메타물질과 달리 격자 구조를 활용하여 다양한 특성을 부여할 수 있는 이점이 있다[23,32]. 현재까지 보고된 바로는 대부분의 격자형 메타물질은 판형 혹은 외피형 메타물질 대비 낮은 비강성 및 비강도 특성을 보인다[38]. 하지만 설계 형상에 따라 음의 포아송 비와 압축 시 회전 등의 기존에 존재하지 않은 특성을 지니기 때문에, 특수한 분야에 적절하게 활용 가능할 것이다. 본문에서는 현재까지 보고된 대표적인 격자 메타물질들과 각 메타물질의 특성들을 논하고자 한다.
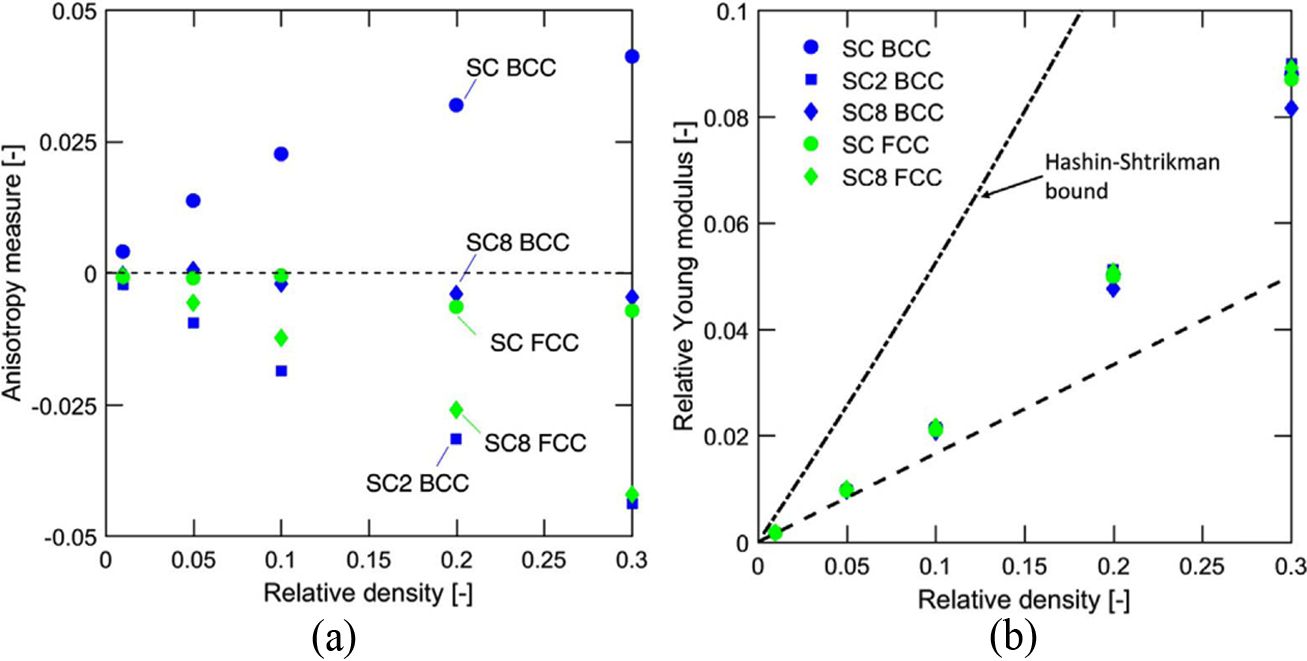
Thomas Tancogne-Dejean 등은 격자 메타물질 중 Simple cubic (SC), Body-centered cubic (BCC), Face-centered cubic (FCC)의 입방체(Cubic) 구조를 기반으로, 다양한 종류의 입방체 메타물질을 개발한 후 특성 및 물성을 분석하였다(Fig. 1)[38]. 위의 3가지 종류의 입방체 구조를 각기 다른 비율로 조합하였을 때, 기계적 거동 및 특성(상대 강성/강도, 이방성)이 각기 다른 것을 관측하였다.
Fig. 2a에서 보듯이 0에 수렴할수록 등방성에 가까운 특성을 보이는 지표인, 식 (4)에 기반하여 Zener’s anisotropy measure를 평가하였다. 상대 밀도에 따라 전반적으로 SC8-BCC와 SC-FCC는 등방성을 보이지만, SC-BCC, SC2-BCC 및 SC8-FCC는 높은 상대밀도에서 약간의 이방성 특성을 보였다. 하지만 위 값은 5% 이내로, 대칭적인 형상을 갖는 위 모델 모두 등방성 특성을 보이는 것으로 판단할 수 있다.
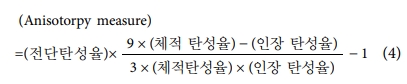
Fig. 2b에서는 다공성 물질(Porous media)과 같은 이상(Two phase) 물질에서, 이론적으로 기공율에 따라 달성 가능한 인장(Young’s), 전단, 체적 탄성율을 제시하는 Hashin-Shtrikman upper bounds (HS bounds) 이론과 격자형 메타물질의 탄성율을 정량적으로 비교하였다. 이는 뒤에 소개할 판형 혹은 외피형 메타물질보다는 격자 메타물질 특성 상 HS bounds 이론 값의 40~50% 수준으로 낮은 상대 강성을 보이는 것을 확인하였다. 이는 격자 구조에서 국부적인 변형으로 인한 소성변형이 발생하여, 강성 및 강도가 저하를 야기한 것으로 판단할 수 있다. 위 입방체 메타물질 모두 상대 밀도가 증가할수록 상대 강성이 선형으로 증가하는데, 이는 굽힘 및 좌굴로 인한 영구 변형(Plastic deformation)이 상대적으로 높은 하중에 발생하였기 때문이다. 따라서 등방성 입방체 메타물질을 제조할 경우, 무게 및 사용환경을 고려하여 상대 밀도 및 형상을 설계할 필요가 있다.
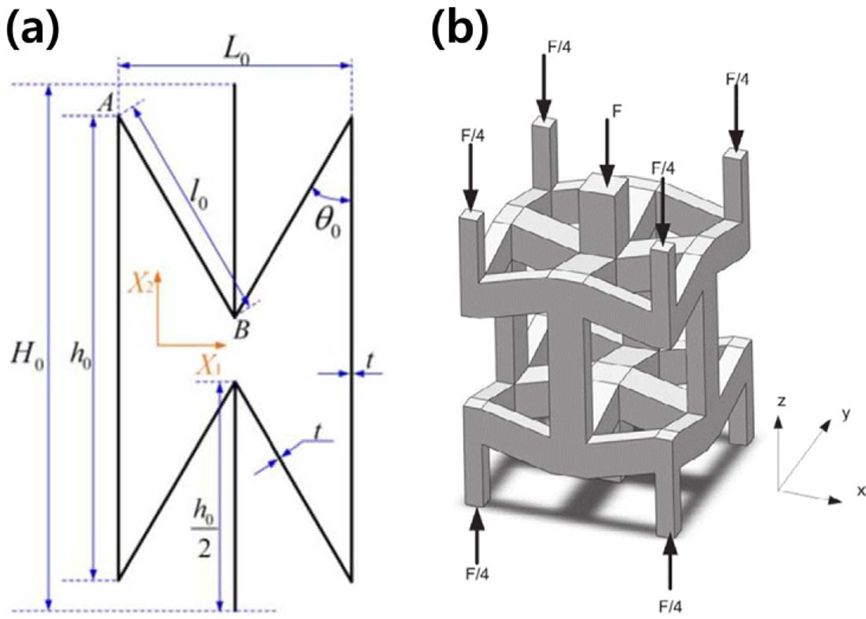
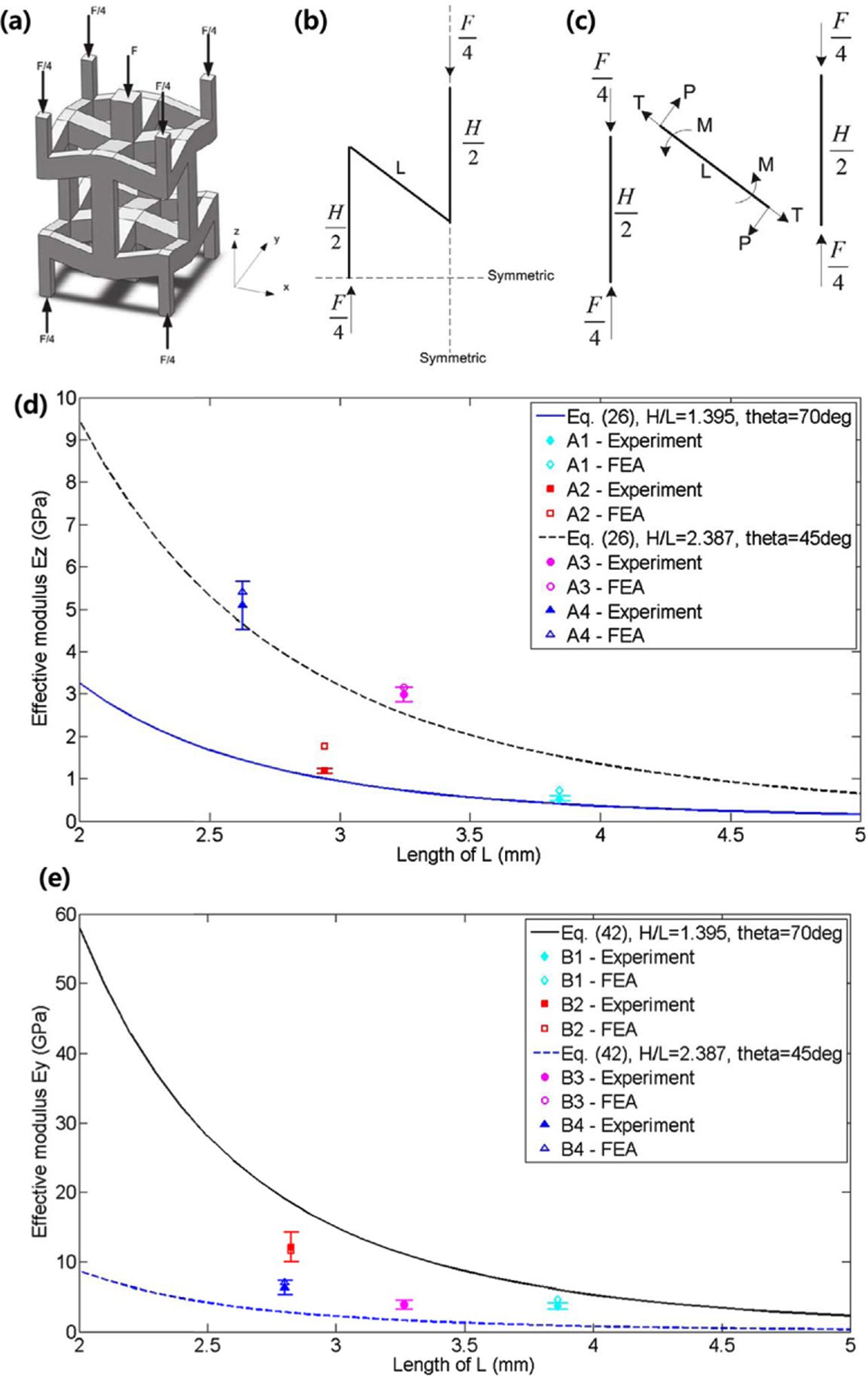
Jianjun Zhang[23]과 Li Yang[22]은 압축 시 팽창을 하거나, 인장 시 수축을 하는, 음의 포아송 비를 지닌 Auxetic 구조를 연구하였다. Fig. 3에 보듯이 Zhang은 2D Auxetic 구조를 평가하였고, Yang은 3D Honeycomb ausetic 구조를 분석하였다.
본 메타물질은 압축 하중을 받을 시 Fig. 3의 l0 부분에서 모멘트가 형성되어 굽힘 변형이 발생하며 빈 공간을 채우는 거동을 보인다. 본 형상의 경사로가 높을 수록 전체 메타물질의 부피를 감소시켜 높은 음의 포아송 비 특성을 보이지만, 이는 국부적인 변형을 유발하여 강도를 저하시킬 수 있다(Fig. 4). 하지만 음의 포아송 비의 특성 상 압입 부위의 밀도를 증가시켜, 압입 저항력(Indentation resistance)을 향상시킬 수 있는 이점이 있다[64]. 따라서 본 Auxetic 구조를 개발할 시, 대립(Trade-off) 관계인 강도와 음의 포아송 비를 고려한 셀 형상 및 크기 설계를 요한다.
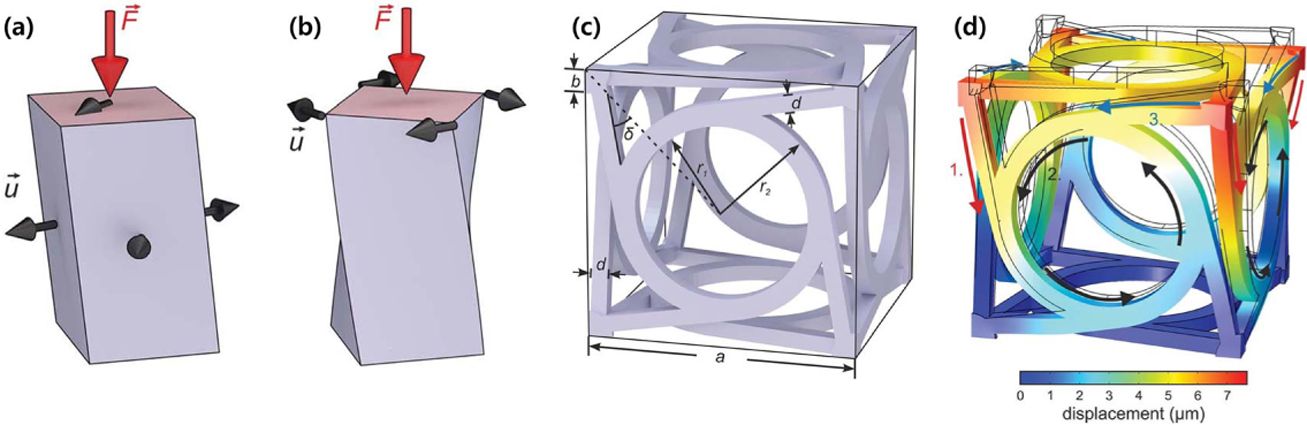
또 다른 격자 메타물질의 독특한 특성인 압축 시 회전 특성 또한 다양하게 연구가 진행이 되고 있다. Tobias Frenzel 등은 현재 변형상태에 의존하여 응력이 발달되는 새로운 Cauchy 탄성 물질을 제안하였다(Fig. 5) [18]. 본 메타물질은 모서리 부의 격자 구조가 회전력을 유도하여 회전력을 발생시키는 구조로, 가해진 수직 하중이 모멘트로 전환이 되며 회전 변형을 유도한다.
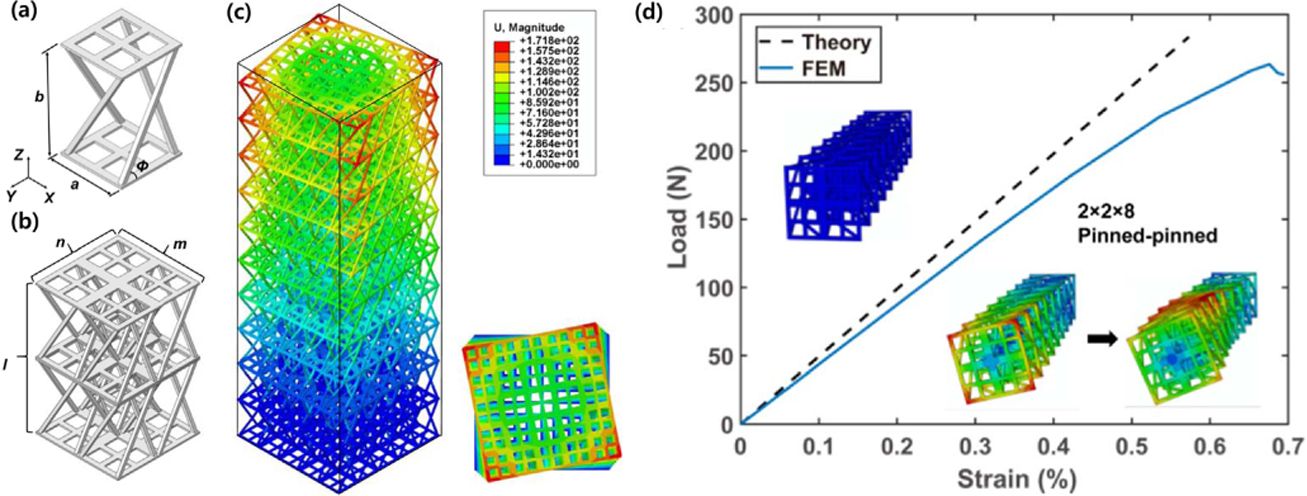
Lin, Gaojian 등은 앞서 소개한 Chiral 메타물질과 유사한 특성을 지닌 격자형 메타물질을 개발하였다[16]. 이는 앞서 언급한 회전 메커니즘을 유발하는 비대칭성(Chirarity) 구조를 설계하여, 수직 강성은 저하되었지만 좌굴 강도는 증가한 것을 확인하였다(Fig. 6c). Fig. 6a-c에서 보듯이 좌굴이 일어나기 전에 회전이 일어나며 취약 부를 회전 거동으로 보완하여, 좌굴 강도를 증가시켰음을 알 수 있다. 이는 경량 및 특수한 거동 등의 특성을 요하는 소프트 로보틱스(Soft robotics)에 활용 가능할 것이다.
3.2 판형 메타물질의 특성 및 거동
판형 메타물질은 판 형상으로 구성된 메타물질로, 판의 형상 및 크기 뿐만 아니라 방향에 따라서도 하중 전달력(Load-bearing capacity)이 변화한다[40,65]. 기존부터 활용되고 있는 대표적인 판형 구조는 벌집(Honeycomb) 구조이다. 위 구조는 경량, 고강성/강도 특성으로, 페이스 시트(Face sheet)인 탄소강화복합재료와 더불어, 샌드위치 복합재료(Sandwich composite)의 코어로 항공 분야에 많이 활용되고 있다[66]. 격자형 메타물질 대비 판형 메타물질은 상대적으로 상대 밀도가 높지만, 판 형상이 국부적인 변형을 방지하여 높은 비 강성 특성을 보인다[39]. 따라서 최적의 질량 대비 비강성/강도를 지닌 판형 메타물질을 개발한다면, 항공, 자동차 등 다양한 산업에 활용 가능하기에, 본문에서는 판형 메타물질의 특성을 설계 관점에서 소개하고자 한다.
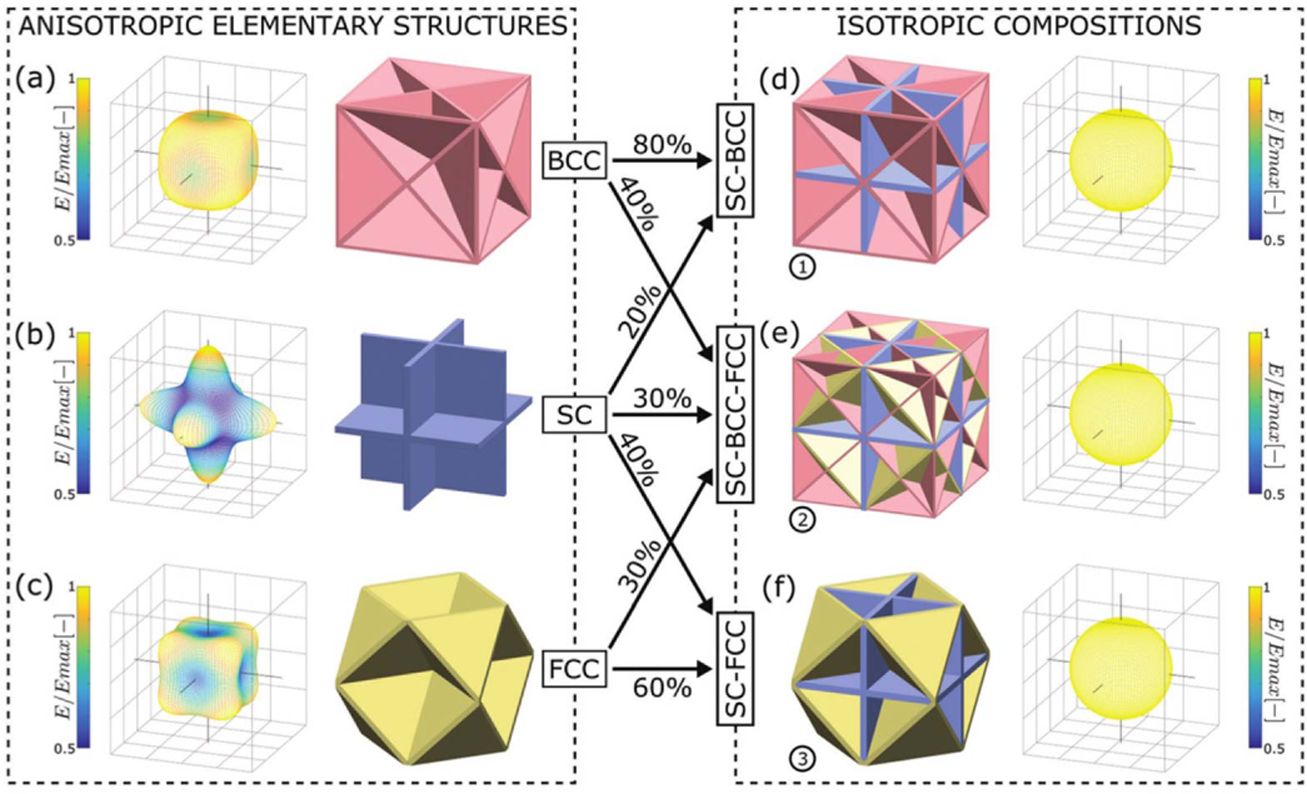
Thomas 등은 상대 밀도 대비 최적의 등방성(Isotropic) 강성을 지닌 판형 메타물질을 개발하기 위해, 다양한 판형 형상들을 이론 비강성/강도 값들과 비교 분석하였다[39]. Fig. 7와 같이 이방성(Anisotropic) BCC, SC, FCC 판형 메타물질에 기반하여 등방성(Isotorpic) SC-BCC, SC-BCC-FCC, SC-FCC 판형 메타물질의 기계적 특성을 보고하였다.
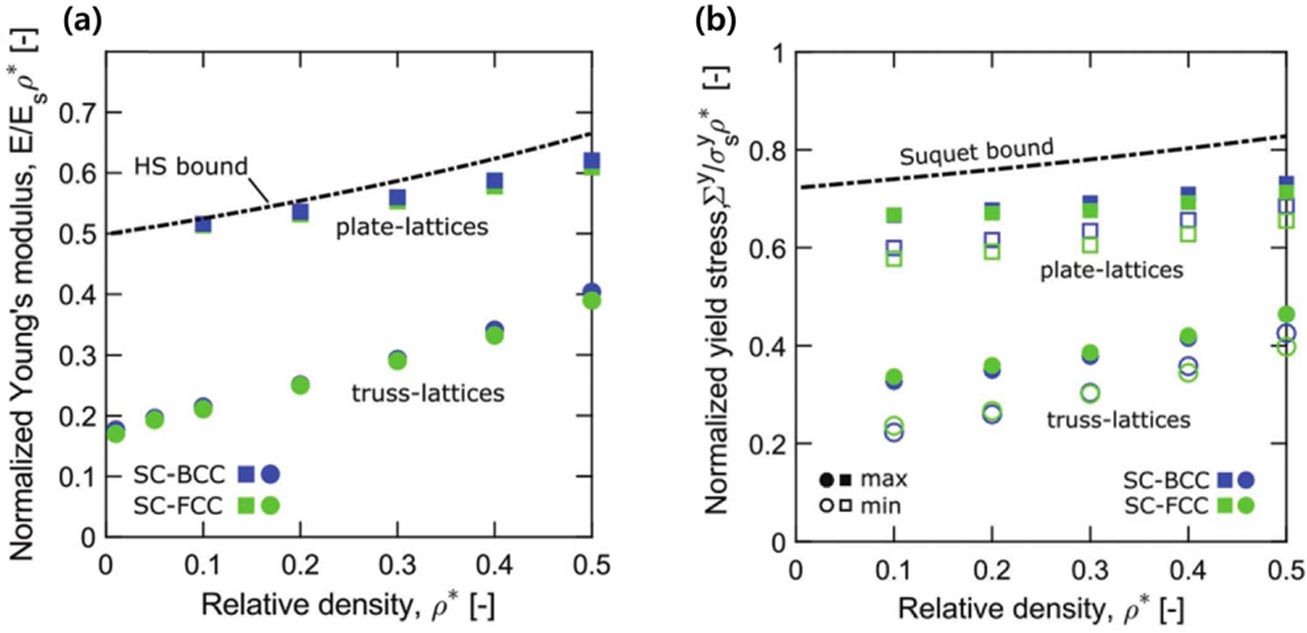
다공성 물질의 비강성 이론의 경우 앞서 J.B. Berger 등이 활용한 HS bound 이론과 비강도의 경우 Suquet`s yield strength bound 이론을 활용하였다. Fig. 8와 같이 등방성 다공성 물질(Porous media)이 달성 가능한 비강성 및 비강도 값을 설계한 판형 메타물질들이 근접하게 달성 가능한 것을 수치적으로 확인하였다. 위 판형 메타물질의 비강성 값들은 같은 상대밀도 하에서 격자형 메타물질 대비 최대 약 3배의 높은 탄성율을 지닌 것을 확인하였다(Fig. 8a). 이는 동일한 외부 변형 하에서 판형 메타물질의 형상들이 격자형 메타물질 대비 변형에 더 많이 관여하여, 변형 에너지 밀도(Strain energy density)를 향상시켰기 때문이다. 따라서 경량, 고강성/강도 물질을 설계할 경우, 뒤에 소개할 외피형 메타물질과 더불어 판형 메타물질이 적합할 것으로 사료된다.
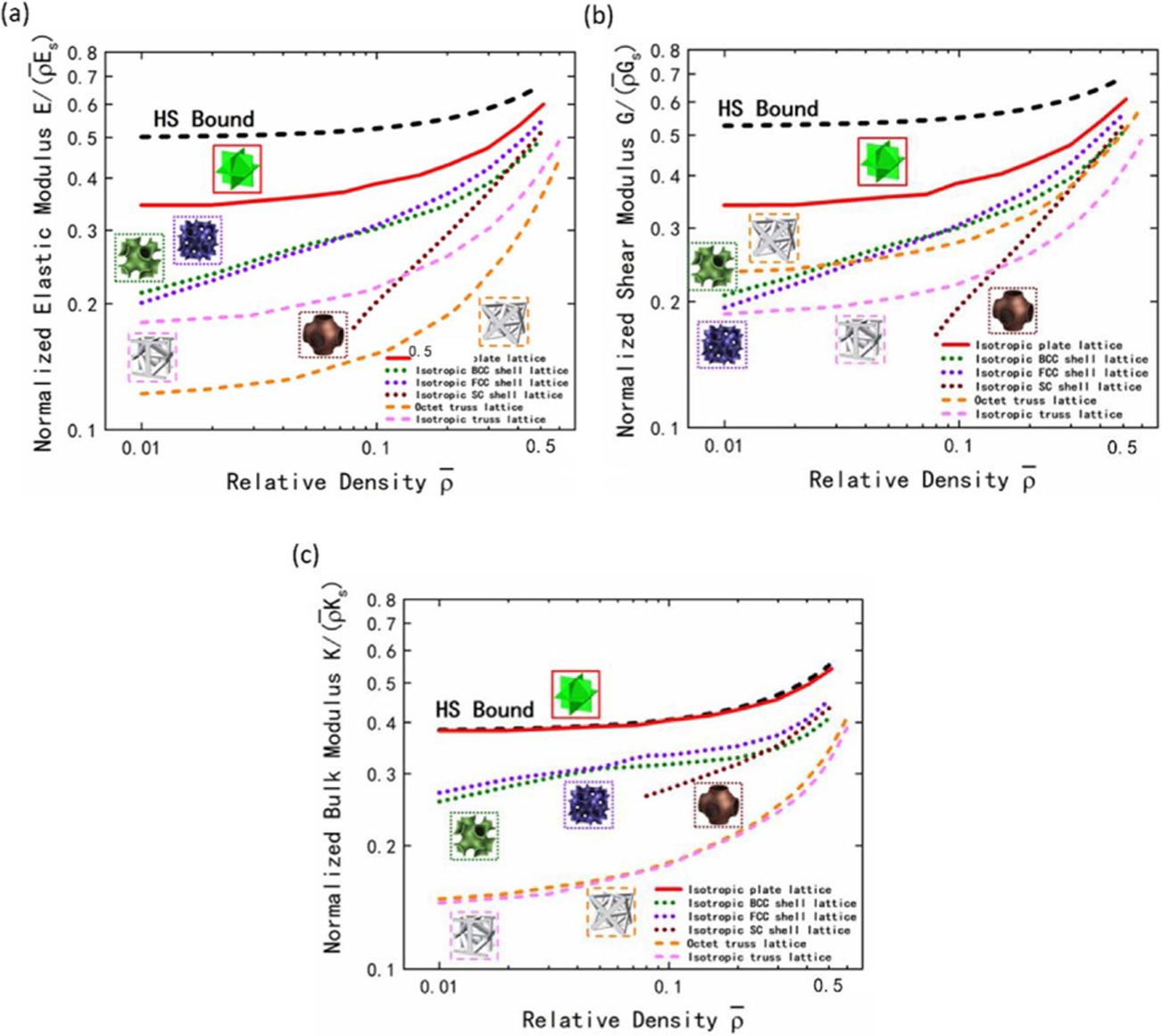
Shengyu Duan 등은 새로운 종류의 판형 메타물질인 Half-open-cell plate-lattice를 개발하였다[67]. 판형 메타물질의 Closed-cell 특성 상 앞서 언급한 PBF 공법으로는 제조 불가능하지만, 본 연구에서는 Open-cell 구조인 판형 메타물질을 개발하여 PBF 공법으로 판형 메타물질 제조 가능성을 보였다. Fig. 9에서 보듯이 본 연구에서 제시한 Half-open-cell structure는 앞서 소개한 판형 메타물질 대비 비강성 및 비강도가 낮지만, 다른 격자형 혹은 외피형 메타물질 대비 높은 비강성 및 비강도 값을 지닌 것을 확인할 수 있다. 앞서 소개한 연구들에서 볼 수 있듯이, 형상 설계를 통해 하중으로 인한 변형을 균등하게 분산시킨 Open-cell 판형 메타물질을 개발한다면, 향후 경량, 고강성/강도 특성을 요하는 다양한 산업에 활용 가능할 것으로 기대된다.
3.3 외피형 메타물질의 특성 및 거동
외피형(Shellular) 메타물질은 Shell과 Cellular의 합성어로, 얇은 두께의 Shell이 반복적인 3D 형상으로 이루어진 물질이다. 외피형 메타물질은 얇은 곡면형상의 특성 상 외부하중을 공면 응력(Coplanar stress) 형태로 전달한다[65,68]. 따라서 격자형 메타물질과 달리 좌굴에 의해 발생하는 국부적인 영구변형과 응력집중(Stress concentration)을 방지하여, 낮은 밀도에서도 보다 안정적인 신축 위주의 거동(Stretch-dominated behavior)을 보인다[69,70]. 그러므로 기존 격자형 구조 대비, 외부 하중에도 결함(Flaw, imperfrection) 발생 확률이 낮다는 장점이 있다. 현재까지 Gyroid, Neovius, Schwarzites, 단순/면심/체심 입방형(Simple/face/body-centered cubic) 등, 다양한 종류의 외피형 메타물질들이 연구되었으며, 본문에서는 각 외피형 메타물질의 특성 및 기계적 거동을 논하고자 한다.
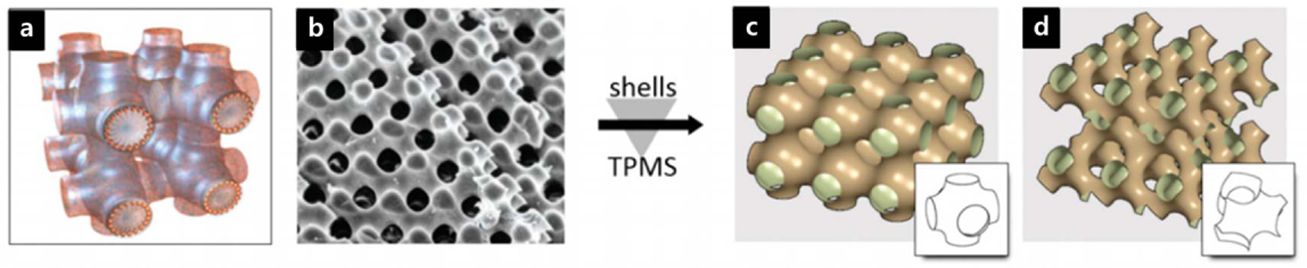
Seung Chul 등은 자연에 존재하는 Cellular 구조를 기반으로 인공 외피형 메타물질을 개발하였다[71]. Fig. 10a와 b에서 보듯이 Plumber’s nightmare 구조와 성게(sea urchin) 골격판(Skeletal plate) 구조를 기반으로 한 개발한 인공 외피형 메타물질의 특성을 분석하였다. 위 구조는 동일한 곡면을 갖는 삼중 주기 최소 곡면(TPMS, Triply periodic minimal surface) 구조로, 얇은 두께에도 외력에 대한 저항성이 좋은 특성을 지니고 있었다.
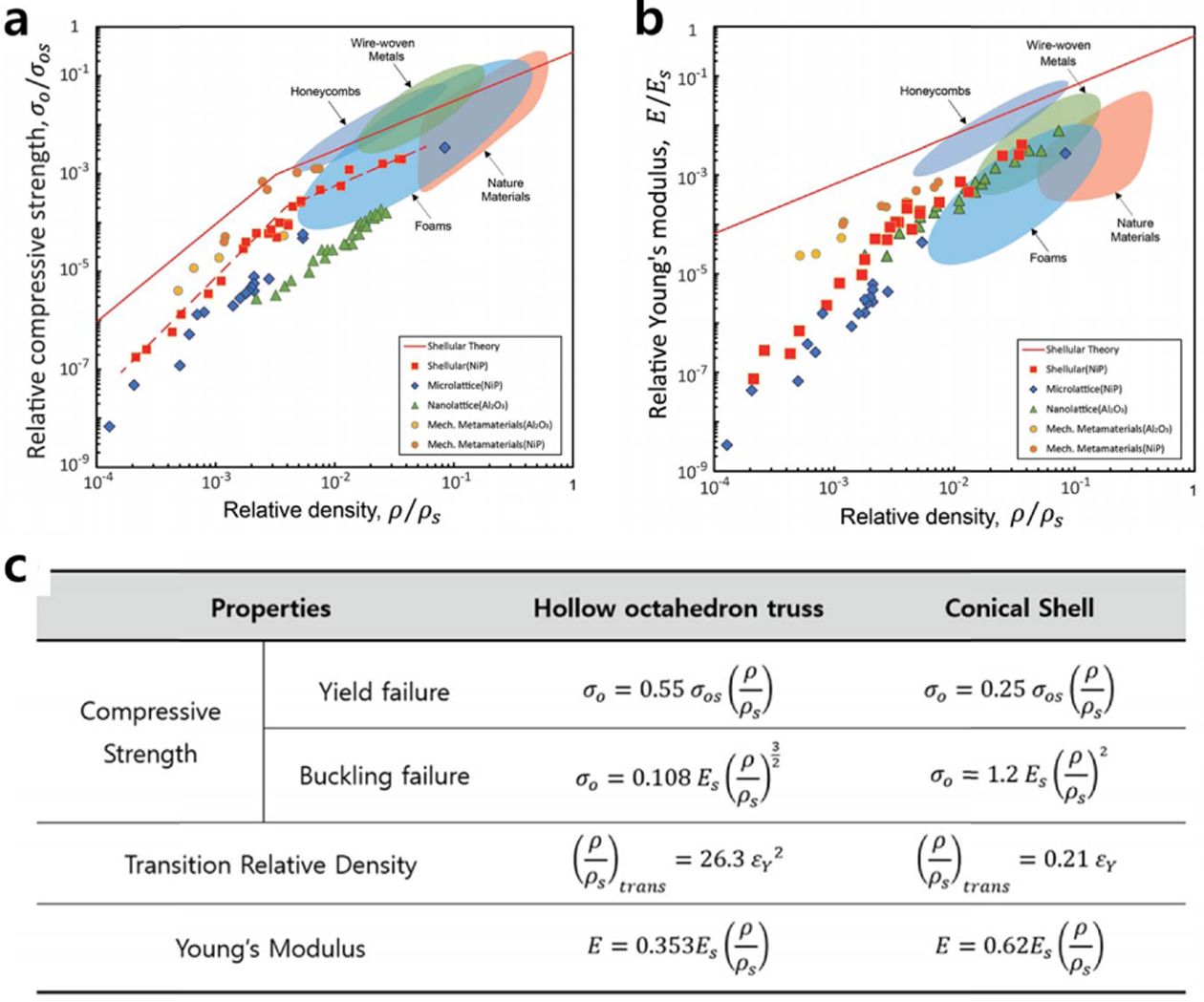
위 연구에서 개발한 Shellular 구조는 Fig. 11a, b의 그래프와 같이 외피형 메타물질은 마이크론 또는 나노격자(microlattice or nanolattice)에 비해 상대 강도 및 강성이 높은 것을 확인하였다. Fig. 11c의 이론적인 식에 기반한 밀도-강성/강도 예측 값(빨간 선)은 실제 실험 값과 약간의 차이가 있었지만, 유한요소해석 검증을 통해 제조 공정이 물성을 저하시킨 것을 확인하였다. 따라서 외피형 메타물질은 좌굴에 대한 안정성을 지닌 구조로, 타 메타물질 대비 높은 상대 밀도 대비 강성 및 강도를 지닌 것을 파악하였다.
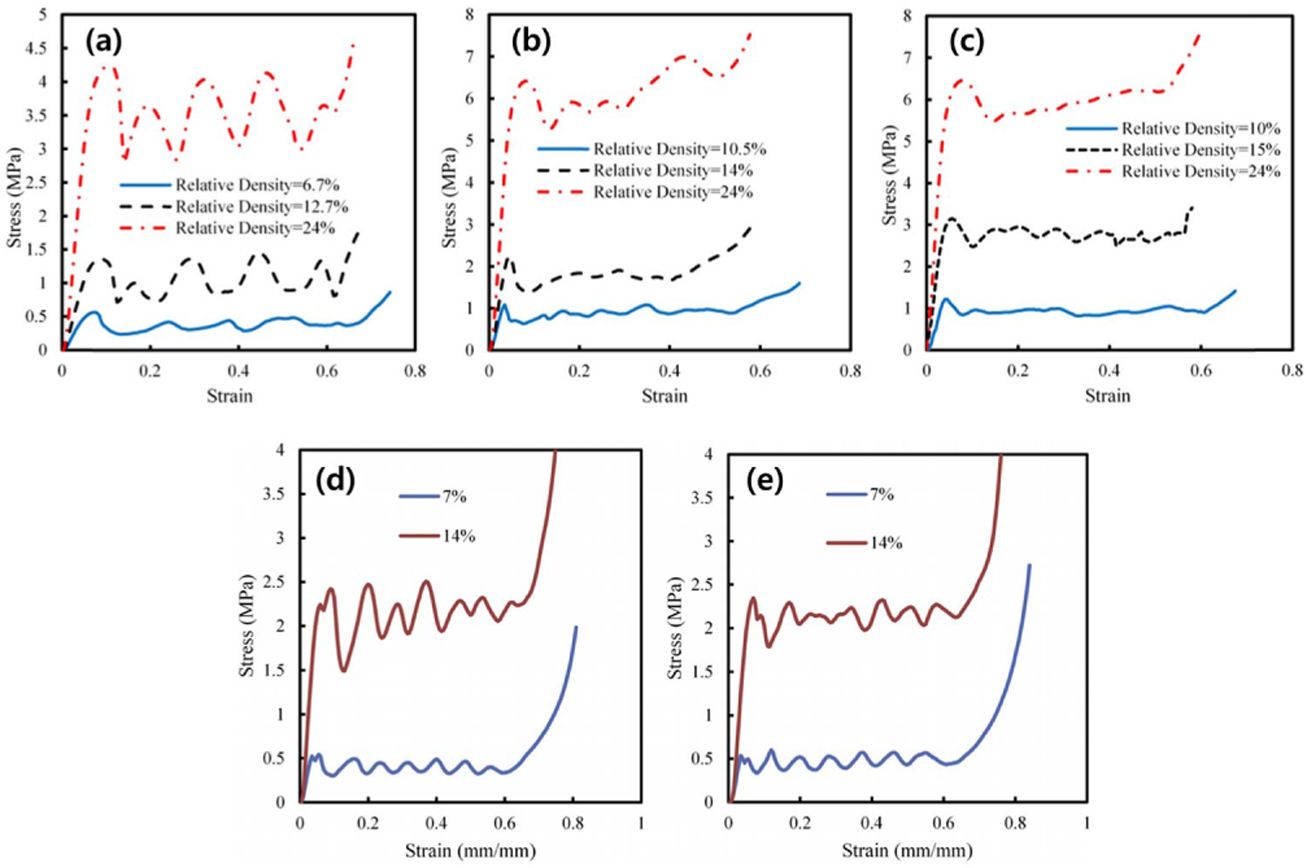
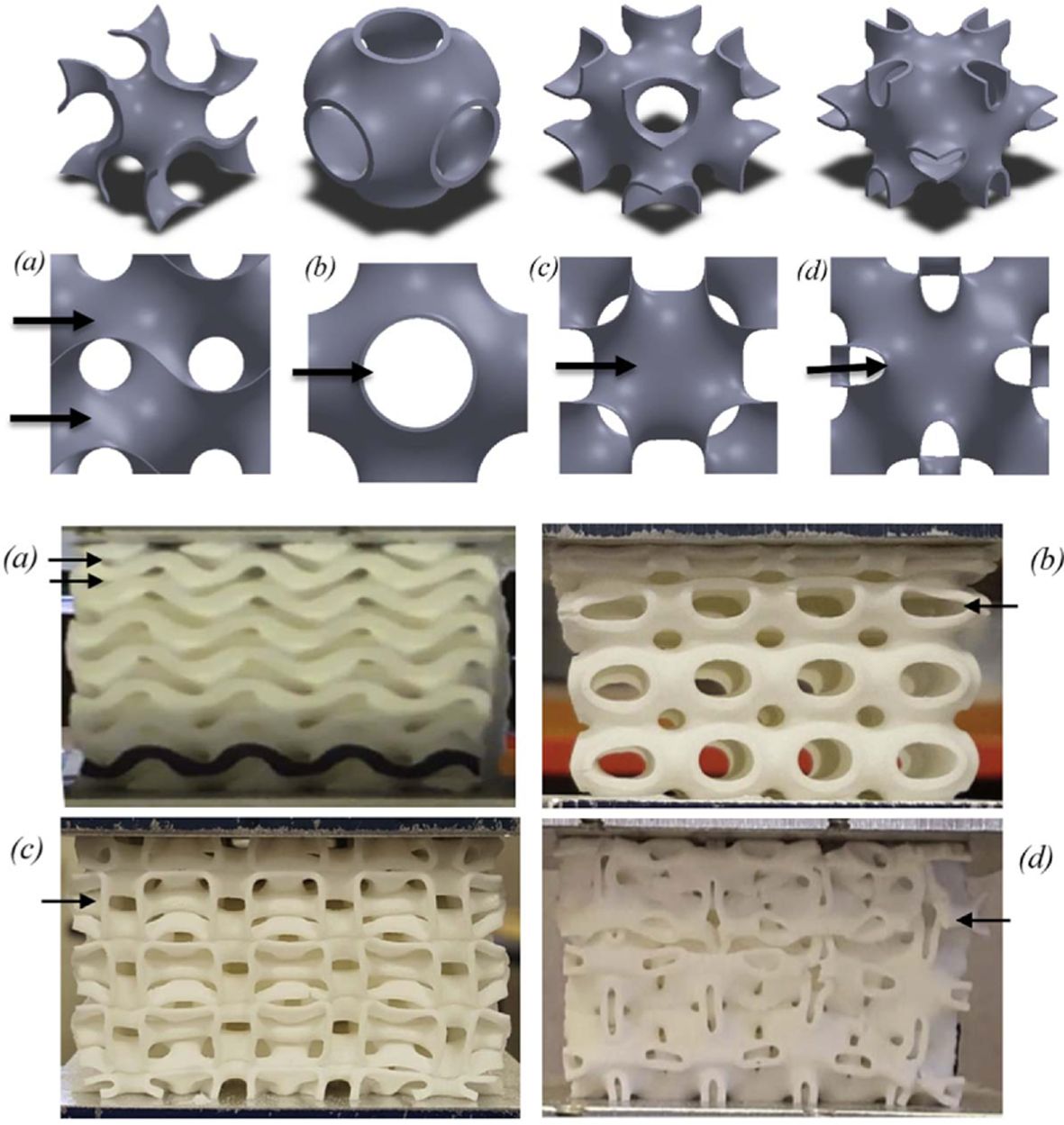
Diab W. Abueidda 등은 TPMS 종류들인 외피형 메타물질의 기계적 거동, 강도 및 에너지 흡수 특성을 비교분석 하였다[69]. Fig. 12에서 보여지듯이 분석한 외피형 메타물질은 Gyroid, IWP, Neovius, Primitive 메타물질로, 외피형 메타물질 특성 상 선형 탄성(Linear elastic) 구간에는 신축 위주의 거동을 보였으며, 압축강도(Compressive strength) 구간을 지나 고원(Plateau) 구간에서는 굽힘 위주의 거동을 보인 후, 형상들이 패킹(Packing)되는 고밀화(Densification) 거동을 보였다[136]. 이는 발포형 메타물질의 기계적 거동과 매우 비슷하였다. Fig. 13에 볼 수 있듯이 압축 시 메타물질의 변형은 Primitive 메타물질을 제외하고 모두 균일한 변형을 보였다. 이는 위의 변형이 S-S 선도에서의 고원 구간에서 안정성에 영향을 주는 것을 확인할 수 있다. 기계적 강도를 비교해보았을 때, 위 메타물질들은 14~15%의 상대밀도에서 Neovius, Gyroid, IWP, Primitive 메타물질 순으로 압축 강도(3.1, 2.4, 2.1, 1.5 MPa)가 큰 것으로 보고되었다. 압축 거동에서의 에너지 흡수 특성의 경우, 같은 상대밀도 하에서 불안정적인 거동을 보이는 Primitive 메타물질이 가장 낮은 에너지 흡수 특성을 보였고, 그 외의 메타물질들은 모두 비슷한 수준의 에너지 흡수 특성을 보였다. 이를 통해 에너지 흡수 특성이 좋은 외피형 메타물질 개발을 위해서, 안정적으로 압축변형하는 형상을 고려하여 메타물질을 설계해야 하는 것을 알 수 있다.
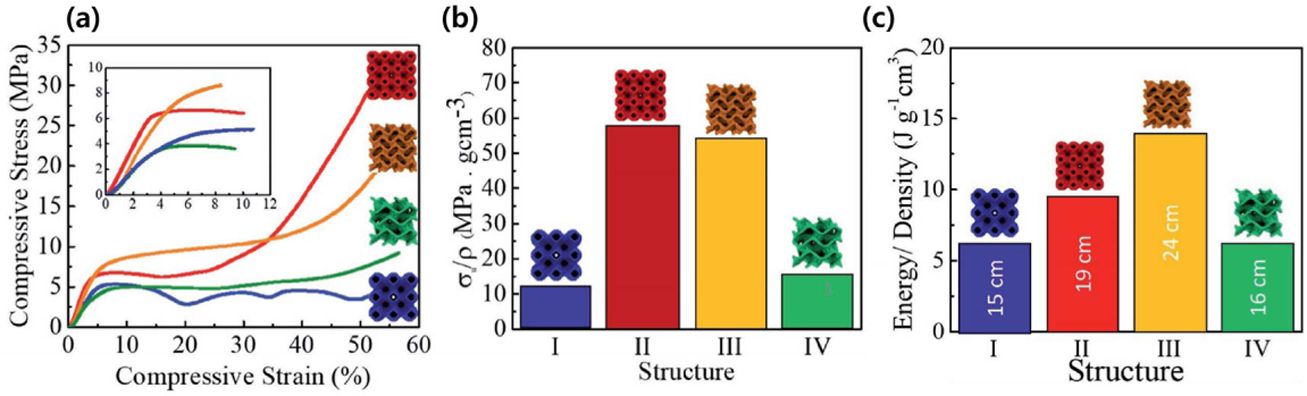
Seyed Mohammad 등은 최소의 표면적과 음의 가우시안(Gaussian) 곡률을 지닌 Schwarzites 메타물질에 대해서 연구하였다[70]. 본 메타물질은 앞서 언급한 Primitive와 Gyroid 메타물질이며, 길이 스케일(Length scale)이 메타물질의 압축 거동과 에너지흡수 특성에 미치는 영향을 분석하였다. 분자 동역학(Molecular dynamics)와 유한요소해석(Finite element simulation)에 기반하여 분석한 결과, 독특한 층 변형(Layered deformation)이 압축 저항성과 충격 흡수 특성을 향상시키는 것을 확인하였다. 곡률이 있는 형상의 경우 국부적인 응력 분포(Local stress distribution)을 야기하였으며, Fig. 14에서 보듯이 단위 셀(Unit cell) 개수가 많을수록 국부적인 응력 분포를 완화시켜 하중 지지 능력(Load-bearing capability)를 향상시킬 뿐만 아니라 에너지 흡수 특성을 향상시켰다. 따라서 외피형 메타물질의 경우, 동일한 크기 하에 단위 셀 개수가 많을수록 곡률이 있는 형상에서의 국부적인 응력분포를 완화시켜, 하중 지지 및 에너지 흡수 특성을 향상시킬 수 있을 것으로 사료된다.
3.4 발포형 메타물질의 특성 및 거동
발포형 메타물질은 단열재, 충격완화재 등에 주로 활용되는 발포 물질을 기반으로 설계한 메타물질이다. 기존의 발포 물질은 우수한 충격흡수, 단열, 흡음, 경량 특성을 지니어 다양한 산업에서 활용이 되고 있다[73-75]. 본 물질이 우수한 특성을 보이는 메커니즘을 이해한 후 이와 유사한 발포 메타물질을 개발한다면, 기존 발포 물질의 우수한 특성을 지닐 뿐만 아니라 성능향상 또한 가능할 것이다. 현재까지 보고된 발포 메타물질은 Kelvin, poroelastic, octet, cubic+octet foam 등으로, 격자형과 판형 구조로 이루어져 있다[17,76]. 본문에서는 현재까지 보고된 발포형 메타물질 중 우수한 특성 및 물성을 지닌 발포 메타물질의 소개하고자 한다.
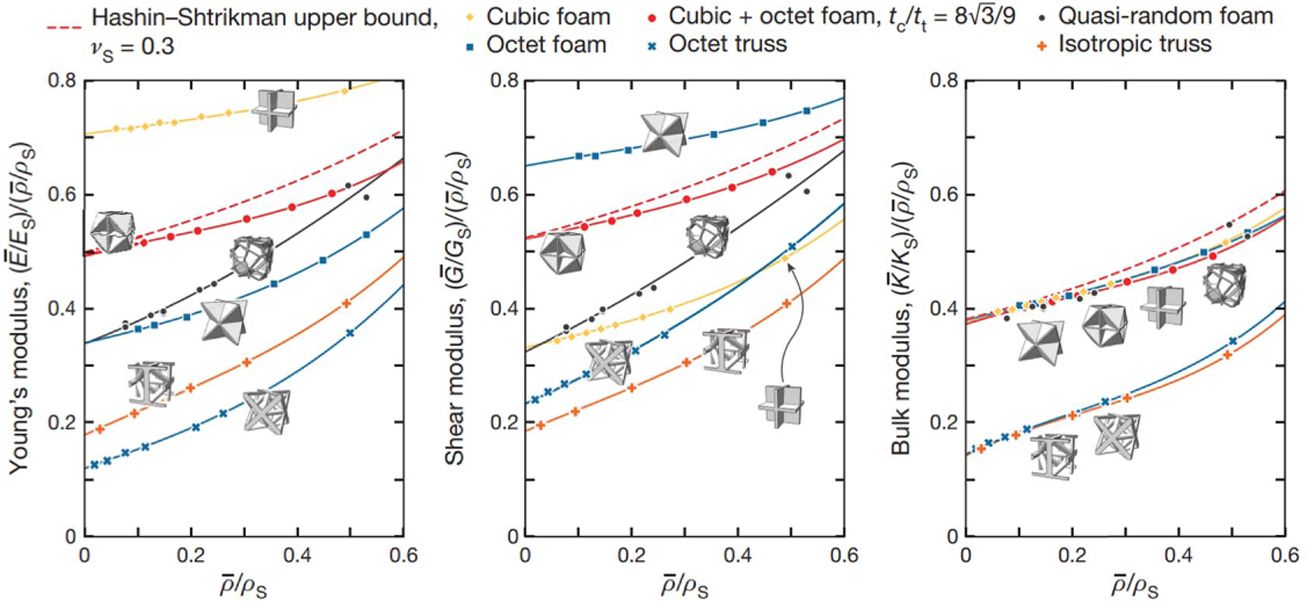
J. B. Berger 등은 높은 탄성율을 지닌 Closed-cell 발포형 메타물질에 대해 연구하였다[17]. 등방성(Istotropic) 물성을 지닌 Octet/isotropic truss와 cubic/octet/cubic+octet foam의 압축/전단/등방(hydrostatic) 거동과 탄성율 및 하중 전달 특성을 비교 분석하였다. Fig. 15에 보듯이 이론적인 체적 분율(Volume fraction)별 초대 탄성율 값인 Hashin-Shtrikman upper bounds 이론과 발포형 메타물질의 탄성율을 정량적으로 비교하였다. 격자형(tuss) 메타물질의 경우 Open-cell 특성 상 응력이 발포형 보다 많이 집중되어 탄성율이 저하되었다. 발포형 메타물질들을 비교해보았을 때 Cubic+Octet foam이 형상 특성 상 모든 물질이 응력을 전달하여, 탄성율 뿐만 아니라 에너지 흡수 특성도 가장 우수한 것을 확인하였다. 또한 앞서 언급한 Hashin-Shtrikman upper bound 이론과 비교한 결과, Cubic+octet foam이 인장/전단/체적 탄성율 모두 이론 값과 매우 유사한 특성을 보이는 것을 확인하였다. 이는 Cubic+octet foam이 체적분율을 고려하였을 때, 이론적으로 달성 가능한 최대 탄성율과 유사한 물성을 지닐 수 있는 것을 확인하였다. 위 발포형 메타물질은 고품질, 대량생산 제조기법이 개발된다면, 경량, 고강성(High stiffness) 특성을 요하는 항공 및 자동차 산업에 활용 가능할 것으로 기대된다.
|
Fig. 1 Elementary lattices of cubic symmetry: (a) Simple Cubic (SC) (b) Body-Centered Cubic (BCC) and (c) Face-Centered Cubic (FCC). Selected isotropic lattices composed of the SC, BCC and FCC elementary cubic lattices (c) SC-BCC, (d) SC2-BCC, (e) SC8-BCC, (f) SC-FCC, (g) SC2-FCC, (h) SC8- FCC, (i) SC-BCC-FCC, and (j) SC8-BCC-FCC [38] |
|
Fig. 2 Numerical results: (a) Anisotropy measure for different topologies and relative densities and (b) comparison of the compared moduli with the theoretical estimate of isotropic lattice material (dashed line) and the HashinShtrikman bound for isotropic porous solids [38] |
|
Fig. 3 Schematics of (a) 2D and (b) 3D auxetic materials [22,23] |
|
Fig. 4 3D Honeycomb auxetic structures: (a) loading condition of a unit cell, (b) loading of the simplified structure, and (c) force decomposition of the simplified structure. Comparison of effective modulus (d) Ez and Ey [22] |
|
Fig. 5 Twist degrees of freedom in mechanics. (A) Pushing on an elastic material bar (red arrow) can make it expand or contract isotropically or anisotropically in the orthogonal directions. (B) A twist, however, is forbidden in ordinary linear (Cauchy) continuum mechanics. (C) Unit cell of a metamaterial crystal enabling the twist degree of freedom. The lattice constant a, the angle d, the radii r 1 and r 2, and the widths b and d are indicated. (D) Calculated deformed cell and displacement under uniaxial loading. The arrows aid the discussion of the mechanism: 1. The arms connecting the corners with the rings move downward. 2. This motion leads to a rotation of the rings. 3. This rotation exerts forces onto the corners in the plane normal to the pushing axis, resulting in an overall twist of the unit cell around this axis [18] |
|
Fig. 6 (a) Configuration of the unit cell of the 3D chiral metamaterial, (b) overall configuration of the 3D chiral metamaterial and (c) FEM calculated deformed 3D chiral metamaterial and displacements under uniaxial loading ε = 1%. For better visibility, the deformations have been multiplied by a factor of 2. The theoretical predicted and simulated load-strain curve for the chiral lattice columns with (a) 2 × 2 × 8 cells. The insets show the buckling process the corresponding lattice column [16] |
|
Fig. 7 Stiffness of plate-lattices. (a–c) Anisotropic elementary structures and their normalized uniaxial stiffness as a function of the direction of loading. The edges of the gray coordinate grids are aligned with the [100] directions of the cubic unit cells. (d–f) Isotropic plate-lattice compositions obtained by mixing the elementary structures [39] |
|
Fig. 8 (a) Scaling of normalized Young’s modulus of isotropic metamaterials as a function of their relative density. Simulation results for selected isotropic plate-lattices (square dots) and truss-lattices (circular dots) are shown next to the theoretical upper limit (Hashin–Shtrikman bound). (b) Normalized yield stress as a function of the relative density. For each configuration (truss- or plate-lattice, SCBCC or SC-FCC), the maximum (solid dot) and minimum (open dot) yield strengths are shown [39] |
|
Fig. 9 Variations of (a) normalized elastic modulus, (b) normalized shear modulus, and (c) normalized bulk modulus of the elastically-isotropic plate-lattices in terms of relative density, as compared to those values for isotropic shell-lattices and truss-lattices [67] |
|
Fig. 10 (a) “plumber’s nightmare” structure of amphiphilic membranes separating oil and water, (b) cross section through a sea urchin skeletal plate, (c) cells with P-surface, and (d) cells with D-surface [134,135] |
|
Fig. 11 Measured material properties of Ni-P Shellular in comparison to previous ultralow density materials. (a) Relative compressive strengths, (b) relative Young’s moduli according to relative density, and (c) the analytic solutions which indicate the solid lines in Fig. a and b [13 |
|
Fig. 12 Stress-strain curve with the variation of the relative density. The testing was performed for the TPMS-CM with 64 (4 × 4 × 4) unit cells at a strain rate of 0.01 s−1: (a) Primitive, (b) IWP, (c) Neovius, and (d) Gyroid metamaterials to horizontal orientation with respect to the 3D printed layers, and (e) vertical orientation with respect to the 3D printed layers [69,72] |
|
Fig. 13 Regions of localized deformations inside TPMS: (a) Gyroid-, (b) Primitive-, (c) IWP-, (d) Neovius-cells under compression [94,136] |
|
Fig. 14 Primitive (I, II) and gyroid (III, IV) schwarzite structures. (a) Compressive stress–strain curves from macroscale mechanical testing. Atomic and macroscale behavior are similar. Primitive structures have higher Young’s modulus values in comparison to gyroid ones (inset). (b) Normalized ultimate strength/density for each structure. (c) The normalized value of energy absorption with respect to the density for each structure. Structure III has the highest energy absorption value and structure IV the lowest one. The numbers, which were written on bars, show the height of the releasing weight once samples start deformation [70] |
|
Fig. 15 The elastic stiffness of the six material geometries, characterized by E, G and K—the Young’s, shear and bulk modulus, respectively (data points); results are fitted to third-order polynomials (solid lines). The theoretical Hashin–Shtrikman upper bounds for isotropic stiffness are plotted for each modulus (red dashed line). Only anisotropic materials can have stiffnesses in excess of these upper bounds. Open-cell materials (‘×’ and ‘+’ symbols) underperform closed-cell materials by a large margin [30] |
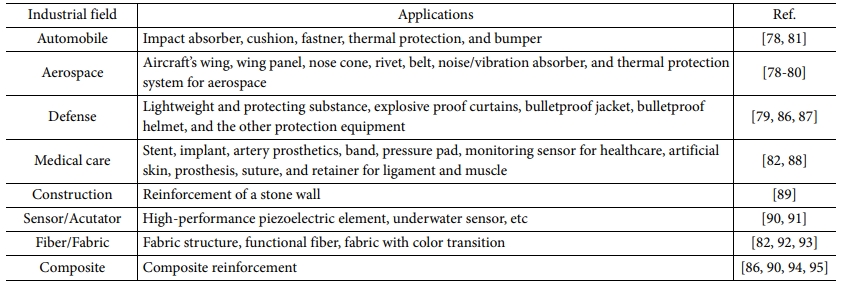
기계적 메타물질은 앞서 언급하였던 독특한 기계적 거동을 보여 다양한 분야에서 활용이 가능하다. 대표적으로 메타물질은 초경량, 높은 비강성 및 비강도 등의 특징으로 인하여 소프트 로봇 및 외골격 슈트 등에 적용될 수 있다. 소프트 로봇에 활용되는 메타물질의 경우, 로봇 액추에이터에 기계적 메타물질을 활용하여 복잡하고 특정한 거동을 설계 및 프로그래밍 할 수 있다는 장점이 있다[77]. 높은 전단강성, 압입저항, 파괴인성 및 소음/진동 흡수 특성을 지닌 메타물질은 자동차와 항공우주 분야에서 다양한 부품에 활용 가능하다[78-81]. 또한 메타물질의 경량 특성과 기계적 거동 설계로 센서, 직물, 외골격 등, 고성능을 요하는 웨어러블 디바이스에도 적용이 가능하다[82-85]. 이외에도 방산, 의료, 건설 등 다양한 산업에서 활용될 수 있으며, 자세한 응용분야는 Table 2에 요약되어 있다.
|
Table 2 Industrial applications for mechanical metamaterials: automobile, aerospace, defense, medical treatment, construction, sensor/ actuator, cloth, composites |
본문에서는 추후 기계적 메타물질 연구의 초석이 될 수 있도록 다양한 메타물질들의 기계적 특성과 기계적 거동(Mechanical behavior) 메커니즘을 소개하였다. 또한, 향후 우수한 성능을 지닌 기계적 메타물질 개발 연구의 초석이 될 수 있도록, 메타물질별 각기 다른 기계적 특성을 보이는 원인들을 분석하였다.
판형 및 외피형 메타물질은 격자형 메타물질 대비 하중 전달에 관여하는 체적이 많아, 우수한 상대 강성/강도 특성을 지니었다. 하지만 외피형과 격자형 메타물질 중 Closed-cell 구조의 경우, 제조공정 상 한계가 있어 큰 구조물에 본 메타물질을 적용하기에는 적합하지 않을 것이다. 반면 추후 위의 이슈가 해결 가능한 적층제조 및 Closed-cell 구조 설계 기법이 개발된다면, 다양한 분야에 활용 가능할 것이다.
격자형 메타물질은 판형 및 외피형 메타물질에 비해 상대 강성/강도가 낮지만, 다양한 특성(음의 포아송 비, 압축 시 회전 등)들을 부여 가능한 이점이 있다. 이 또한 응력이 집중되는 표면 등, 사용환경에 적합하게 격자형 메타물질이 설계된다면, 특수한 기계적 특성을 지닌 구조 개발이 가능할 것이다.
앞서 살펴 보았듯 요구 특성 및 물성을 지닌 기계적 메타물질을 개발하기 위해, 사전에 적층 제조 특성을 이해하고 적합한 제조공정을 선정하는 것이 중요하다. 따라서 본문에서 소개한 적층 제조별 활용 가능한 소재, 제조 가능한 셀 크기 및 형상, 소재 물성 등을 사전에 숙지하고, 적층 제조 가능한 형상을 설계해야 할 것이다.
아직은 고분자 혹은 금속 적층제조 기술에서 물성저하, 결함, 서포트 제거의 어려움, 한정적인 소재 등의 한계점이 존재한다. 이에 따라 기계적 메타물질을 실제 산업에 적용하기는 아직은 이른 상황이다. 하지만 향후 적층제조 기술의 고도화와 더불어, 우수한 특성을 지닌 새로운 기계적 메타물질들을 개발하는 연구가 지속적으로 이루어진다면, 경량/고강도/에너지흡수 등의 다양한 우수한 특성 들로 인해, 주요 산업 군에 기계적 메타물질이 다양하게 활용될 수 있을 것으로 기대된다.
본 연구는 국토교통부/국토교통과학기술진흥원의 지원 (과제번호 20CTAP-C157950-01)과 산업통상자원부 및 산업기술평가관리원(KEIT) 연구비 지원에 의한 연구임(20013794).
- 1. R.S. Kshetrimayum, “A Brief Intro to Metamaterials,” IEEE Potentials, Vol. 23, No. 5, 2004, pp. 44-46.
-

- 2. V.G. Veselago, “Electrodynamics of Substances with Simultaneously Negative and”, Usp. Fiz. Nauk, Vol. 92, No. 7, 1967, pp. 517–526.
-
- 3. J.B. Pendry, A.J. Holden, D.J. Robbins, and W. Stewart, “Magnetism from Conductors and Enhanced Nonlinear Phenomena,” IEEE Transactions on Microwave Theory and Techniques, Vol. 47, No. 11, 1999, pp. 2075-2084.
-
- 4. J.B. Pendry, “Negative Refraction Makes a Perfect Lens,” Physical Review Letters, Vol. 85, No. 18, 2000, pp. 3966.
-
- 5. M. Brun, S. Guenneau, and A.B. Movchan, “Achieving Control of In-plane Elastic Waves,” Applied Physics Letters, Vol. 94, No. 6, 2009, 061903.
-
- 6. T.J. Rainsford, S.P. Mickan, and D. Abbott, “T-ray Sensing Applications: Review of Global Developments,” Smart Structures, De-vices, and Systems II, Vol. 5649, 2005, pp. 826-838.
-
- 7. K.B. Alici and E. Özbay, “Radiation Properties of a Split Ring Resonator and Monopole Composite,” Physica Status Solidi (b), Vol. 244, No. 4, 2007, pp. 1192-1196.
-
- 8. M. Kadic, G.W. Milton, M. van Hecke, and M. Wegener, “3D Metamaterials,” Nature Reviews Physics, Vol. 1, No. 3, 2019, pp. 198-210.
-
- 9. R. Panwar and J.R. Lee, “Recent Advances in Thin and Broadband Layered Microwave Absorbing and Shielding Structures for Commercial and Defense Applications,” Functional Composites and Structures, Vol. 1, No. 3, 2019, 032001.
-
- 10. J.J. do Rosário, E.T. Lilleodden, M. Waleczek, R. Kubrin, A.Y. Petrov, P.N. Dyachenko, J.E. Sabisch, K. Nielsch, N. Huber M. Eich, and G.A. Shcmeider, “Self‐Assembled Ultra High Strength, Ultra Stiff Mechanical Metamaterials Based on Inverse Opals,” Ad-vanced Engineering Materials, Vol. 17, No. 10, 2015, pp. 1420-1424.
-
- 11. K. Bertoldi and M. Boyce, “Mechanically Triggered Transformations of Phononic Band Gaps in Periodic Elastomeric Structures,” Physical Review B, Vol. 77, No. 5, 2008, 052105.
-
- 12. S. Babaee, P. Wang, and K. Bertoldi, “Three-dimensional Adaptive Soft Phononic Crystals,” Journal of Applied Physics, Vol. 117, No. 24, 2015, 244903.
-
- 13. D. Mousanezhad, S. Babaee, R. Ghosh, E. Mahdi, K. Bertoldi, and A. Vaziri, “Honeycomb Phononic Crystals with Self-similar Hi-erarchy,” Physical Review B, Vol. 92, No. 10, 2015, 104304.
-
- 14. K. Bertoldi and M.C. Boyce, “Wave Propagation and Instabilities in Monolithic and Periodically Structured Elastomeric Materials Undergoing Large Deformations,” Physical Review B, Vol. 78, No. 18, 2008, 184107.
-
- 15. C.A. Steeves and A.G. Evans, “Optimization of Thermal Protection Systems Utilizing Sandwich Structures with Low Coefficient of Thermal Expansion Lattice Hot Faces,” Journal of the American Ceramic Society, Vol. 94, No. S1, 2011, pp. s55-s61.
-
- 16. G. Lin, J. Li, P. Chen, W. Sun, S.A. Chizhik, A.A. Makhaniok, G.B. Melnikova, and T.A. Kuznetsova, “Buckling of Lattice Col-umns Made from Three-dimensional Chiral Mechanical Metamaterials,” International Journal of Mechanical Sciences, Vol. 194, 2021, 106208.
-
- 17. J. Berger, H. Wadley, and R. McMeeking, “Mechanical Metamaterials at the Theoretical Limit of Isotropic Elastic Stiffness,” Nature, Vol. 543, No. 7646, 2017, pp. 533-537.
-
- 18. T. Frenzel, M. Kadic, and M. Wegener, “Three-dimensional Mechanical Metamaterials with a Twist,” Science, Vol. 358, No. 6366, 2017, 1072-1074.
-
- 19. T.A. Schaedler, A.J. Jacobsen, A. Torrents, A.E. Sorensen, J. Lian, J.R. Greer, L. Valdevit, and W.B. Carter, “Ultralight metallic Mi-crolattices,” Science, Vol. 334, No. 6058, 2011, pp. 962-965.
-
- 20. L. Dong, “Mechanical Responses of Ti-6Al-4V Cuboctahedral Truss Lattice Structures,” Composite Structures, Vol. 235, 2020, 111815.
-
- 21. V.S. Deshpande, N.A. Fleck, and M.F. Ashby, “Effective Properties of the Octet-truss Lattice Material,” Journal of the Mechanics and Physics of Solids, Vol. 49, No. 8, 2001, pp. 1747-1769.
-
- 22. L. Yang, O. Harrysson, H. West, and D. Cormier, “Mechanical Properties of 3D Re-entrant Honeycomb Auxetic Structures Real-ized via Additive Manufacturing,” International Journal of Solids and Structures, Vol. 69, 2015, pp. 475-490.
-
- 23. J. Zhang, G. Lu, Z. Wang, D. Ruan, A. Alomarah, and Y. Durandet, “Large Deformation of an Auxetic Structure in Tension: Ex-periments and Finite Element Analysis,” Composite Structures, Vol. 184, 2018, pp. 92-101.
-
- 24. E. Barchiesi, M. Spagnuolo, and L. Placidi, “Mechanical Metamaterials: a State of the Art,” Mathematics and Mechanics of Solids, Vol. 24, No. 1, 2019, 212-234.
-
- 25. R. Lakes, “Foam Structures with a Negative Poisson's Ratio,” Science, Vol. 235, No. 4792, 1987, pp. 1038-1041.
-
- 26. T.-C. Lim, “Auxetic Materials and Structures,” Springer, 2015.
-
- 27. G.N. Greaves, A. Greer, R.S. Lakes, and T. Rouxel, “Poisson's Ratio and Modern Materials,” Nature Materials, Vol. 10, No. 11, 2011, pp. 823-837.
-
- 28. R. Lakes and K. Elms, “Indentability of Conventional and Negative Poisson's Ratio Foams,” Journal of Composite Materials, Vol. 27, No. 12, 1993, pp. 1193-1202.
-
- 29. R. Lakes, “Design Considerations for Materials with Negative Poisson’s Ratios,” Journal of Mechanical Design, Vol. 115, No. 4, 1993, pp. 696-700.
-
- 30. F. Scarpa and P. Tomlin, “On the Transverse Shear Modulus of Negative Poisson’s Ratio Honeycomb Structures,” Fatigue & Frac-ture of Engineering Materials & Structures, Vol. 23, No. 8, 2000, pp. 717-720.
-
- 31. M. Bianchi, F.L. Scarpa, and C.W. Smith, “Stiffness and Energy Dissipation in Polyurethane Auxetic Foams,” Journal of Materials Science, Vol. 43, No. 17, 2008, pp. 5851-5860.
-
- 32. X. Zheng, H. Lee, T.H. Weisgraber, M. Shusteff, J. DeOtte, E.B. Duoss, J.D. Kuntz, M.M. Biener, Q. Ge, J.A. Jackson, S.O. Ku-cheyev, N.X. Fang, and C.M. Spadaccini, “Ultralight, Ultrastiff Mechanical Metamaterials,” Science, Vol. 344, No. 6190, 2014, Pp. 1373-1377.
-
- 33. R.J. Nedoushan and W.-R. Yu, “A New Auxetic Structure with Enhanced Stiffness via Stiffened Elliptical Perforations,” Functional Composites and Structures, Vol. 2, No. 4, 2020, 045006.
-
- 34. K. Zied and M. AL-Grafi, “Design of Auxetic Sandwich Panel Faceplates Comprising Cellular Networks with High Stiffness and Negative Poisson’s Ratio,” Advanced Composite Materials, Vol. 24(sup1), 2015, pp. 175-196.
-
- 35. A.A. Zadpoor, “Mechanical Meta-materials,” Materials Horizons, Vol. 3, No. 5, 2016, pp. 371-381.
-
- 36. I. Gibson, D. Rosen, B. Stucker, and M. Khorasani, “Additive Manufacturing Technologies,” Springer2014.
-
- 37. K.V. Wong and A. Hernandez, “A Review of Additive Manufacturing,” SRN Mechanical Engineering, Vol. 2012, 2012, pp. 1-10.
-
- 38. T. Tancogne-Dejean and D. Mohr, E”lastically-isotropic Truss Lattice Materials of Reduced Plastic Anisotropy,” International Journal of Solids and Structures, Vol. 138, 2018, pp. 24-39.
-
- 39. T. Tancogne‐Dejean, M. Diamantopoulou, M.B. Gorji, C. Bonatti, and D. Mohr, “3D Plate‐Lattices: An Emerging Class of Low‐Density Metamaterial Exhibiting Optimal Isotropic Stiffness,” Advanced Materials, Vol. 30, No. 45, 2018, 1803334.
-
- 40. R. Xue, X. Cui, P. Zhang, K. Liu, Y. Li, W. Wu, and H. Liao, “Mechanical Design and Energy Absorption Performances of Novel Dual Scale Hybrid Plate-lattice Mechanical Metamaterials,” Extreme Mechanics Letters, Vol. 40, 2020, 100918.
-
- 41. C. Crook, J. Bauer, A.G. Izard, C.S. de Oliveira, J.M.d.S.e Silva, J. B. Berger, and L. Valdevit, “Plate-nanolattices at the Theoretical Limit of Stiffness and Strength,” Nature Communications, Vol. 11, No. 1, 2020, pp. 1-11.
-
- 42. E. Oh, J. Lee, and J. Suhr, “3D Printable Composite Materials: A Review and Prospective,” Composites Research, Vol. 31, No. 5, 2018, pp. 192-201.
-
- 43. J. Dulieu‐Barton and M. Fulton, “Mechanical Properties of a Typical Stereolithography Resin,” Strain, Vol. 36, No. 2, 2000, 81-87.
-
- 44. S.K. Tiwari, S. Pande, S. Agrawal, and S.M. Bobade, “Selection of Selective Laser Sintering Materials for Different Applications,” Rapid Prototyping Journal, Vol. 21, No. 6, 2015, pp. 630-648.
-
- 45. C.Y. Yap, C.K. Chua, Z.L. Dong, Z.H. Liu, D.Q. Zhang, L.E. Loh, and S.L. Sing, “Review of Selective Laser Melting: Materials and Applications,” Applied Physics Reviews, Vol. 2, No. 4, 2015, 041101.
-
- 46. B. Song, S. Dong, S. Deng, H. Liao, and C. Coddet,” Microstructure and Tensile Properties of Iron Parts Fabricated by Selective Laser Melting,” Optics & Laser Technology, Vol. 56, 2014, pp. 451-460.
-
- 47. Y. Wang, J. Bergström, and C. Burman, “Thermal Fatigue Behavior of an Iron-based Laser Sintered Material,” Materials Science and Engineering: A, Vol. 513, 2009, pp. 64-71.
-
- 48. A.B. Spierings, N. Herres, and G. Levy, “Influence of the Particle Size Distribution on Surface Quality and Mechanical Properties in AM Steel Parts,” Rapid Prototyping Journal, Vol. 17 No. 3, 2011, pp. 195-202.
-
- 49. K. Guan, Z. Wang, M. Gao, X. Li, and X. Zeng, “Effects of Processing Parameters on Tensile Properties of Selective Laser Melted 304 Stainless Steel,” Materials & Design, Vol. 50, 2013, pp. 581-586.
-
- 50. A. Barbas, A.-S. Bonnet, P. Lipinski, R. Pesci, and G. Dubois, “Development and Mechanical Characterization of Porous Titanium Bone Substitutes,” Journal of the Mechanical Behavior of Biomedical Materials, Vol. 9, 2012, pp. 34-44.
-
- 51. B. Vandenbroucke and J.P. Kruth,” Selective Laser Melting of Biocompatible Metals for Rapid Manufacturing of Medical Parts,” Rapid Prototyping Journal, Vol. 13, No. 4, 2007, pp. 196-203.
-
- 52. E. Chlebus, B. Kuźnicka, T. Kurzynowski, and B. Dybała, “Microstructure and Mechanical Behaviour of Ti-6Al-7Nb Alloy Produced by Selective Laser Melting,” Materials Characterization, Vol. 62, No. 5, 2011, pp. 488-495.
-
- 53. L. Zhang, D. Klemm, J. Eckert, Y. Hao, and T. Sercombe, “Manufacture by Selective Laser Melting and Mechanical Behavior of a Biomedical Ti–24Nb–4Zr–8Sn Alloy,” Scripta Materialia, Vol. 65, No. 1, 2011, pp. 21-24.
-
- 54. I. Yadroitsev, A. Gusarov, I. Yadroitsava, and I. Smurov, “Single Track Formation in Selective Laser Melting of Metal Powders,” Journal of Materials Processing Technology, Vol. 210, No. 12, 2010, pp. 1624-1631.
-
- 55. Z. Wang, K. Guan, M. Gao, X. Li, X. Chen, and X. Zeng, “The Microstructure and Mechanical Properties of Deposited-IN718 by Selective Laser Melting,” Journal of Alloys and Compounds, Vol. 513, 2012, pp. 518-523.
-
- 56. L. Rickenbacher, T. Etter, S. Hövel, and K. Wegener, “High Temperature Material Properties of IN738LC Processed by Selective Laser Melting (SLM) Technology,” Rapid Prototyping Journal, Vol. 19, No. 4, 2013, pp. 282-290.
-
- 57. T. Vilaro, C. Colin, J.-D. Bartout, L. Nazé, and M. Sennour, “Microstructural and Mechanical Approaches of the Selective Laser Melting Process Applied to a Nickel-base Superalloy,” Materials Science and Engineering: A, Vol. 534, 2012, pp. 446-451.
-
- 58. F. Wang, “Mechanical Property Study on Rapid Additive Layer Manufacture Hastelloy® X Alloy by Selective Laser Melting Tech-nology,” The International Journal of Advanced Manufacturing Technology, Vol. 58, No. 5-8, 2012, pp. 545-551.
-
- 59. P. Dudek and A. Rapacz-Kmita, “Rapid Prototyping: Technologies, Materials and Advances,” Archives of Metallurgy and Materials, Vol. 61, No. 2A, 2016, pp. 891-896.
-
- 60. N.A. Meisel and C.B. Williams, “Design for Additive Manufacturing: an Investigation of Key Manufacturing Considerations in Multi-material PolyJet 3D Printing,” Proceedings of the 25th Annual International Solid Freeform Fabrication Symposium, Austin (TX), USA, 2014, pp. 747-763.
- 61. Y. Heo, S. Iwanaga, and S. Takeuchi, “A Nanochannel Fabrication Technique by Two-photon Direct Laser Writing,” 2012 IEEE 25th International Conference on Micro Electro Mechanical Systems (MEMS), 2012, pp. 997-1000.
-
- 62. A.R. Nassar, E.W. Reutzel, S.W. Brown, J.P. Morgan Jr, J.P. Morgan, D.J. Natale, R.L. Tutwiler, D.P. Feck, and J.C. Banks, “Sens-ing for Directed Energy Deposition and Powder Bed Fusion Additive Manufacturing at Penn State University,” Laser 3D Manu-facturing III, Vol. 9738, 2016, 97380R.
-
- 63. M. Juhasz, R. Tiedemann, G. Dumstorff, J. Walker, A. Du Plessis, B. Conner, W. Lang, and E. MacDonald, “Hybrid Directed En-ergy Deposition for Fabricating Metal Structures with Embedded Sensors,” Additive Manufacturing, Vol. 35, 2020, 101397.
-
- 64. M. Sanami, “Auxetic Materials for Biomedical Applications,” University of Bolton, 2015.
- 65. Y. Liu, “Mechanical Properties of a New Type of Plate–lattice Structures,” International Journal of Mechanical Sciences, Vol. 192, 2021, 106141.
-
- 66. A. Riccio, A. Raimondo, A. Sellitto, V. Acanfora, and M. Zarrelli, “Multifunctional Polypropylene Core for Aerospace Sandwich Composite Panels,” Procedia Engineering, Vol. 167, 2016, pp. 64-70.
-
- 67. S. Duan, W. Wen, and D. Fang, “Additively-manufactured Anisotropic and Isotropic 3D Plate-lattice Materials for Enhanced Me-chanical Performance: Simulations & Experiments”, Acta Materialia, Vol. 199, 2020, pp. 397-412.
-
- 68. S.C. Han and K. Kang, “Another Stretching-dominated Micro-architectured Material, Shellular,” Materials Today, Vol. 31, 2019, pp. 31-38.
-
- 69. D.W. Abueidda, M. Elhebeary, C.-S.A. Shiang, S. Pang, R.K.A. Al-Rub, and I.M. Jasiuk, “Mechanical Properties of 3D Printed Polymeric Gyroid Cellular Structures: Experimental and Finite Element Study,” Materials & Design, Vol. 165, 2019, 107597.
-
- 70. S.M. Sajadi, P.S. Owuor, S. Schara, C.F. Woellner, V. Rodrigues, R. Vajtai, J. Lou, D.S. Galvão, C.S. Tiwary, and P.M. Ajayan, “Multiscale Geometric Design Principles Applied to 3D Printed Schwarzites,” Advanced Materials, Vol. 30, No. 1, 2018, 1704820.
-
- 71. S.C. Han, J.W. Lee, and K. Kang, “A New Type Of Low Density Material: Shellular,” Advanced Materials, Vol. 27, No. 37, 2015, pp. 5506-5511.
-
- 72. D.W. Abueidda, M. Bakir, R.K. A. Al-Rub, J.S. Bergström, N.A. Sobh, and I. Jasiuk, “Mechanical Properties of 3D Printed Poly-meric Cellular Materials with Triply Periodic Minimal Surface Architectures,” Materials & Design, Vol. 122, 2017, pp. 255-267.
-
- 73. A. Demharter, “Polyurethane Rigid Foam, a Proven Thermal Insulating Material for Applications Between +130oC and −196oC,” Cryogenics, Vol. 38, No. 1, 1998, pp. 113-117.
-
- 74. J. Lefebvre, B. Bastin, M. Le Bras, S. Duquesne, R. Paleja, and R. Delobel, “Thermal Stability and fire Properties of Conventional Flexible Polyurethane Foam Formulations,” Polymer Degradation and Stability, Vol. 88, No. 1, 2005, pp. 28-34.
-
- 75. C.H. Sung, K.S. Lee, K.S. Lee, S.M. Oh, J.H. Kim, M.S. Kim, and H.M. Jeong,” Sound Damping of a Polyurethane Foam Nano-composite,” Macromolecular Research, Vol. 15, No. 5, 2007, pp. 443-448.
-
- 76. H. Mao, R. Rumpler, M. Gaborit, P. Göransson, J. Kennedy, D. O'Connor, D. Trimble, and H. Rice, “Twist, Tilt and Stretch: From Isometric Kelvin Cells to Anisotropic Cellular Materials,” Materials & Design, Vol. 193, 2020, 108855.
-
- 77. C. Zhou, P. Zhu, X. Liu, X. Dong, and D. Wang, “The Toughening Mechanism of Core-shell Particles by the Interface Interaction and Crystalline Transition in Polyamide 1012,” Composites Part B: Engineering, Vol. 206, 2021, 108539.
-
- 78. A. Alderson and K. Alderson, “Auxetic Materials,” Proceedings of the Institution of Mechanical Engineers, Part G: Journal of Aero-space Engineering, Vol. 221, No. 4, 2007, pp. 565-575.
-
- 79. R. Underhill, “Defense Applications of Auxetic Materials,” Advanced Materials, Vol. 1, No. 1, 2014, pp. 7-12.
- 80. Z. Wang, A. Zulifqar, and H. Hu, “Auxetic Composites in Aerospace Engineering,” Advanced Composite Materials for Aerospace Engineering, Elsevier, 2016, pp. 213-240.
-
- 81. J. Choi and R. Lakes, “Design of a Fastener Based on Negative Poisson's Ratio Foam,” Cellular Polymers, Vol. 10, No. 3, 1991, pp. 205-212.
- 82. M. Ali, M. Zeeshan, S. Ahmed, B. Qadir, Y. Nawab, A.S. Anjum, and R. Riaz, “Development and Comfort Characterization of 2d-woven Auxetic Fabric for Wearable and Medical Textile Applications,” Clothing and Textiles Research Journal, Vol. 36, No. 3, 2018, pp. 199-214.
-
- 83. Y. Jiang, Z. Liu, N. Matsuhisa, D. Qi, W.R. Leow, H. Yang, J. Yu, G. Chen, Y. Liu C. Wan, Z. Liu, and X. Chen, “Auxetic Mechan-ical Metamaterials to Enhance Sensitivity of Stretchable Strain Sensors,” Advanced Materials, Vol. 30, No. 12, 2018, 1706589.
-
- 84. H.W. Kim, T.Y. Kim, H.K. Park, I. You, J. Kwak, J.C. Kim, H. Hwang, H.S. Kim, and U. Jeong, “Hygroscopic Auxetic On-skin Sensors for Easy-to-handle Repeated Daily Use,” ACS Applied Materials & Interfaces, Vol. 10, No. 46, 2018, pp. 40141-40148.
-
- 85. D.J.N. Amorim, T. Nachtigall, and M.B. Alonso, “Exploring Mechanical Meta-material Structures Through Personalised Shoe Sole Design,” Proceedings of the ACM Symposium on Computational Fabrication, 2019, pp. 1-8.
-
- 86. G. Imbalzano, P. Tran, T.D. Ngo, and P.V. Lee, “Three-dimensional Modelling of Auxetic Sandwich Panels for Localised Impact Resistance,” Journal of Sandwich Structures & Materials, Vol. 19, No. 3, 2017, pp. 291-316.
-
- 87. O. Duncan, T. Shepherd, C. Moroney, L. Foster, P.D. Venkatraman, K. Winwood, T. Allen, and A. Alderson, “Review of Auxetic Materials for Sports Applications: Expanding Options in Comfort and Protection,” Applied Sciences, Vol. 8, No. 6, 2018, 941.
-
- 88. A.V. Bulanov and O.A. Bludova, “Using Auxetics for Designing the Coronary Vessels Stents,” Politech. Student J., 2017.
-
- 89. M. Dhanasekar, D. Thambiratnam, T. Chan, S. Noor-E-Khuda, and T. Zahra, “Modelling of Masonry Walls Rendered with Auxetic Foam Layers Against Vehicular Impacts,” The Proceedings of the16th International Brick and Block Masonry Conference, Padova, Italy, 2016, pp. 977-984.
-
- 90. K.E. Evans and K. Alderson, “Auxetic Materials: the Positive Side of Being Negative,” Engineering Science & Education Journal, Vol. 9, No. 4, 2000, pp. 148-154.
-
- 91. M. Avellaneda and P.J. Swart, “Calculating the Performance of 1–3 Piezoelectric Composites for Hydrophone Applications: an Ef-fective Medium Approach,” The Journal of the Acoustical Society of America, Vol. 103, No. 3, 1998, pp. 1449-1467.
-
- 92. A. Alderson, J. Rasburn, S. Ameer-Beg, P.G. Mullarkey, W. Perrie, and K.E. Evans, “An Auxetic Filter: A Tuneable Filter Display-ing Enhanced Size Selectivity or Defouling Properties,” Industrial & Engineering Chemistry Research, Vol. 39, No. 3, 2000, pp. 654-665.
-
- 93. Z. Wang and H. Hu, “Auxetic Materials and Their Potential Applications in Textiles,” Textile Research Journal, Vol. 84, No. 15, 2014, pp. 1600-1611.
-
- 94. J. Donoghue, K. Alderson, and K. Evans, “The Fracture Toughness of Composite Laminates with a Negative Poisson's Ratio,” Phys-ica Status Solidi (b), Vol. 246, No. 9, 2009, pp. 2011-2017.
-
- 95. S. Rana, R. Magalhães, and R. Fangueiro, “Advanced Auxetic Fibrous Structures and Composites for Industrial Applications,” (2017).
- 96. [online] Available at: https://3dprinting.com/technology/dlp/
- 97. [online] Available at: https://carima.com/IMD
- 98. [online] Available at: https://www.xyzprinting.com/ko-KR/product/nobel-superfine
- 99. [online] Available at: https://ko.3dsystems.com/3d-printers/figure-4-standalone
- 100. [online] Available at: https://www.epmi-impression-3d.com/
- 101. [online] Available at: https://ko.3dsystems.com/material-finder?technologies[0]=Selective Laser Sintering(SLS)
- 102. [online] Available at: https://formlabs.com/blog/what-is-selective-laser-sintering/
- 103. [online] Available at: https://www.materialise.com/en/manufacturing/materials
- 104. [online] Available at: https://ko.3dsystems.com/
- 105. [online] Available at: https://www.axisproto.com/materials/sla/
- 106. [online] Available at: https://uk.3dsystems.com/on-demand-manufacturing/stereolithography-sla/materials
- 107. [online] Available at: http://www.uniontech3d.com/product/detail/1703
- 108. [online] Available at: https://www.3d-alchemy.co.uk/3d-printing-in-rubber-strong-durable.html
- 109. [online] Available at: https://support.formlabs.com/s/article/Using-Flexible-Resin?language=en_US
- 110. [online] Available at: https://www.slm-solutions.com
 This Article
This Article
-
2021; 34(4): 199-211
Published on Aug 31, 2021
- 10.7234/composres.2021.34.4.199
- Received on Jun 28, 2021
- Revised on Aug 2, 2021
- Accepted on Aug 2, 2021
Services
Shared
Correspondence to
- Jonghwan Suhr
-
* Department of Mechanical Engineering, Sungkyunkwan University, Suwon 16419, Korea
*** Department of Polymer Science & Engineering, Sungkyunkwan University, Suwon 16419, Korea - E-mail: suhr@skku.edu
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr