





- Evaluation of Process Performance and Mechanical Properties according to Process Variables of Pneumatic Carbon Fiber Tow Spreading
Jeong-U Roh*†, Un-Gyeong Baek*, Jae-Seung Roh**, Gibeop Nam***†
* Gumi Electronics & Information Technology Research Institute, Innovative Technology Research Division
** Kumoh National Institute of Technology, Materials Science and Engineering
*** Kumoh National Institute of Technology, Advanced Material Research Center
- 공기에 의한 탄소섬유 스프레딩 공정 변수에 따른 프로세스 성능 및 기계적 물성 평가
노정우*† · 백운경* · 노재승** · 남기법***†
The carbon fiber has been damaged via tow spreading process for carbon fiber spread tow. The fiber damage is caused by friction between equipment and fibers or between fibers and fibers in the process of spreading. As a result, mechanical properties are decreased due to differences in process via material and equipment condition. Therefore, minimizing fiber damage have to be considered in the process. In this study, the change in carbon fiber pneumatic spreading process was observed by according to the filament count, sizing content of carbon fiber and process variables in spreading equipment (fiber tension at the beginning, air temperature in spreading zone, vacuum pressure in spreading zone). Tensile strength was evaluated using samples prepared under optimal conditions for each of the carbon fiber varieties, and mechanical properties were reduced due to damage on the carbon fiber.
탄소섬유 스프레드 토우를 제조하는 과정에서 섬유 손상이 발생하며, 이는 스프레딩 과정에서 장비와 섬유 사이 혹은 섬유 간의 마찰로 발생한다. 이로 인해, 재료 및 장비조건에 따라 프로세스 성능에 차이가 발생하고, 제품 물성이 하락한다. 섬유 손상을 최소화하는 것은 스프레드 토우를 제조하는 공정에서 반드시 고려되어야 한다. 본 연구에서는 공기를 이용한 탄소섬유 스프레딩 공정에서 탄소섬유의 필라멘트 수와 사이징 함량, 탄소섬유 토우 스프레딩 장비의 공정 변수(초기섬유장력, 열풍온도, 진공압력)를 달리하여 스프레드 토우의 공정성능 변화를 관찰하였다. 탄소섬유 품종에 따른 조건 별 최적조건에서 제조된 샘플을 이용해 인장강도를 평가하여, 탄소섬유의 손상에 따른 기계적 물성 감소를 확인하였다.
Keywords: 토우 스프레딩(Tow spreading), 탄소섬유(Carbon fiber), 공정 변수(Process conditions), 사이징 함량(Sizing content), 기계적 물성(Mechanical properties)
탄소섬유는 우주항공에서 스포츠에 이르기까지 고강도 및 고탄성 경량화 소재로서 여러 산업분야에 다양하게 적용되고 있으며, 특히 생산품의 가치 향상을 위한 목적으로 주목받고 있다[1-3].
탄소섬유 스프레드 토우는 섬유 토우를 폭 방향으로 넓게 펼쳐 제조된 것으로, 기존 섬유 대비 단위면적당 무게를 줄이거나, 수지의 함침거리를 줄여 복합재료의 제조 시 수지함침을 빠르게 유도할 수 있는 장점을 갖고 있다. 더불어, 스프레드 토우를 이용해 제직한 직물은 얇은 토우 두께로 인해 복합재료 내부의 수지과잉영역(Resin rich zone)의 감소 효과도 얻을 수 있다. 또한 이러한 직물을 복합재료에 적용하게 되면 피로하중에서의 균열이 제한되고 피로수명이 향상되는 결과를 가지는 것이 연구되었다[3-9].
이러한 탄소섬유 스프레드 토우를 효과적으로 제조하기 위해, 토우 스프레딩 공정에서 섬유 손상을 최소화하는 방법과 스프레드 토우의 형상을 고정시키는 방법이 연구되고 있다[3,7].
토우 스프레딩 방법에는 크게 기계적으로 다수의 핀을 이용해 섬유를 스프레딩하는 방법과 공기를 이용해 섬유를 스프레딩 하는 방법이 있다. 기계적 스프레딩 방식은 구성하는데 있어 가격이 저렴하고 높은 속도에서도 스프레딩 효과가 높으나, 다수의 핀을 섬유가 지그재그로 통과하면서 마찰에 의해 섬유가 손상될 수 있어 고품질의 스프레드 토우를 얻기는 어렵다. 하지만, 공기를 이용한 스프레딩 방법은 상대적으로 고품질의 스프레드 토우를 얻을 수 있다는 장점이 있어, 스프레드 직물을 위한 스프레드 토우의 제작에 이용되고 있다.
한편, 토우 스프레딩 공정 과정에서 스프레드 토우의 사폭을 고정하기 위해 다양한 방법이 연구되고 있다. 예를 들어, LMF(low melting fiber), 에폭시 등을 스프레드 토우의 한쪽 면에 적용한 제품이 출시되고 있다.
본 연구에서는 탄소섬유 스프레드 토우를 얻기 위해 공기를 이용해 스프레딩하는 과정에서 발생할 수 있는 섬유 손상을 최소화하기 위해 공정에서 탄소섬유의 필라멘트 수와 사이징 함량, 탄소섬유 토우 스프레딩 장비의 공정 변수(초기섬유장력, 열풍온도, 진공압력)를 달리하여 공정성능 변화를 관찰하였다. 더불어, 재료조건에 따라 확인된 최적조건에서 제조된 샘플을 이용해 인장강도를 평가하여, 탄소섬유의 손상에 따른 기계적 물성 감소를 확인하였다.
2.1 탄소섬유 토우 스프레딩 장비
본 연구에서는 효과적인 토우 스프레딩을 위해 공기확사방식(pneumatic spreading type)을 활용한 Harmoni Industry Co., Ltd.사의 장비를 사용하였다. 해당 장비의 구조는 Fig. 1에 보듯이, 보빈 상태의 탄소섬유를 일정한 장력으로 투입해 주는 장력조절장치를 통과하고, 4개의 공기확사장치를 이용해 연속적으로 펼치는 구조를 갖는다. 위 공기확사장치는 열풍기와 진공유닛으로 구성되며, 열풍기를 이용해 섬유의 펼침이 원활하도록 토우를 특정 온도로 가열하는 기능을 갖고 있다. 한편, 진공유닛은 진공압에 의한 풍량을 조절해, 섬유 주행방향에 대한 수직방향으로 공기의 흐름을 통한 당기는 힘으로 섬유를 펼쳐주는 기능이 있다. 공기확사장치를 이용해 펼쳐진 섬유는 권취에 앞서 바인더로 고정하는 과정을 거치며, 최종적으로 폭이 일정한 탄소섬유 스프레드 토우를 제조할 수 있다.
2.2 재료
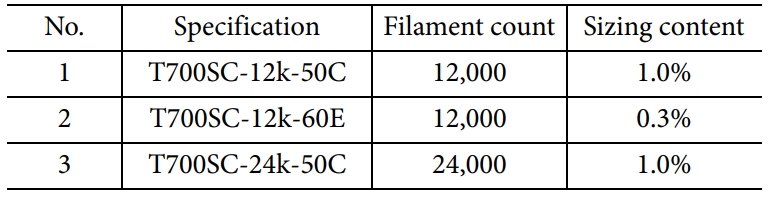
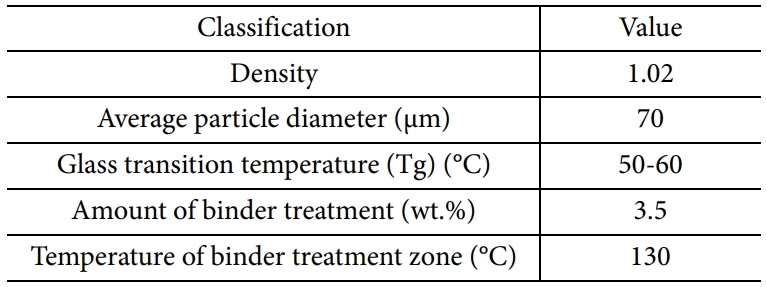
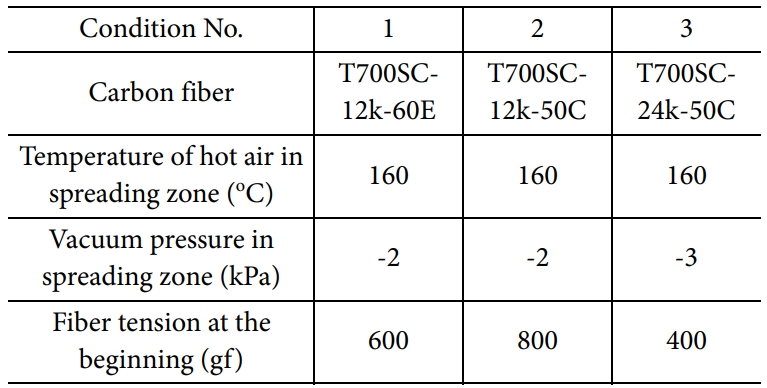
재료 선정에 있어 Toray사의 T700급 탄소섬유를 사용했으며, Table 1에 보듯이 총 3가지 품종을 검토하여 필라멘트 수(12,000, 24,000)와 사이징 함량(0.3%, 1.0%)에 대한 영향을 검토하였다. 그리고 스프레드 토우의 고정을 위해 Table 2에 보듯이 Polyamide(PA) 파우더를 바인더로 사용하였다.
2.3 스프레드 토우 및 복합재 제작
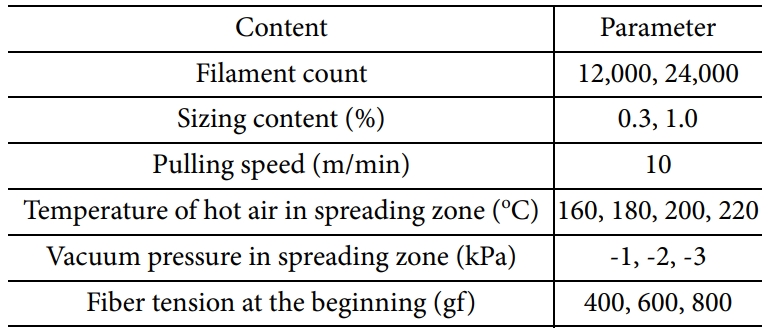
위의 재료를 이용해 Table 3의 조건에 따라 스프레드 토우를 제작하였다. 공정조건에 있어서는, 스프레딩 공정 속도는 10 m/min으로 고정하였으며, 공기확사장치의 열풍온도, 진공압과 장력조절장치를 이용한 탄소섬유의 투입 장력을 변화시켜 영향을 관찰하였다.
시험군의 비교를 위해 대조군으로는 토우 스프레딩을 하지 않은 탄소섬유를 이용해 시험군과 동일한 방법으로 시편을 제작하였다. 모재로는 에폭시 주제(YD-128, 국도화학)와 경화제(KBH-1089, 국도화학)를 100:80의 무게비율로 혼합하여 사용하였다. 시편 제작을 위해서 탄소섬유를 일방향으로 정렬하여 적층하고 100°C 온도에서 30초 이내로 0.1 MPa의 압력을 적용해 프리폼을 준비하였다. VaRTM (Vacuum assisted resin transfer molding) 공법으로 수지를 주입하였으며, 150도에서 2시간 경화를 진행하였다.
2.4 프로세스 성능 및 기계적 물성 평가
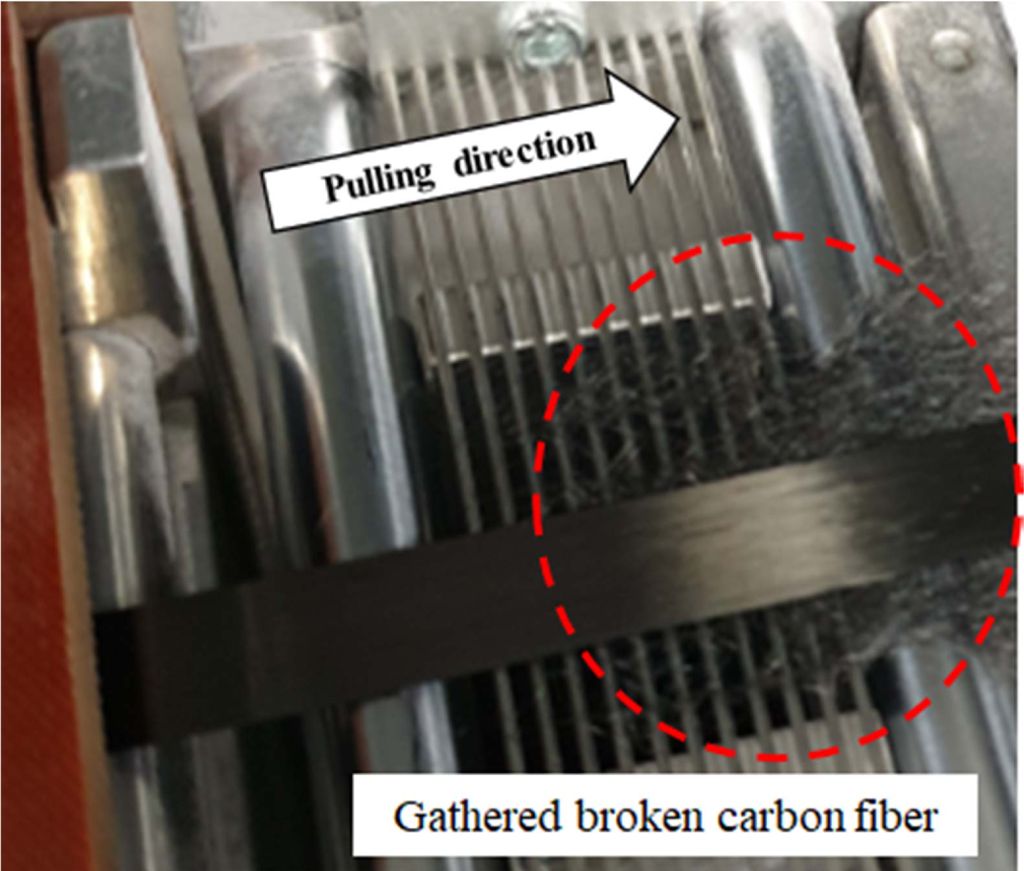
프로세스 성능을 비교하기 위해, 일차적으로 300 m 분량의 탄소섬유를 스프레딩 한 후, Fig. 2에 보듯이 공기확사장치의 진공 유닛에 쌓인 단사를 수집하여 정밀저울을 이용해 무게를 측정하였다. 그리고 기계적물성을 통한 추가 비교는 Table 4에 보듯이, 각 탄소섬유 품종 별 가장 적합한 공정조건에서 제조된 스프레드 토우를 이용하였으며, ASTM D 3039/D 3039M를 따라 인장강도를 시험하였다. 인장시험에는 Instron사의 모델 8801 고하중 만능 시험기를 사용하여 만능시험기의 당김 속도를 1 mm/min로 설정해 시험하였다. 복합재료 내 섬유 부피비를 60%로 정규화하여 비교하였으며, 이를 위해서 인장시험 후 각 시편을 ASTM D2584에 따라 분석하였다. 위 방법에 따르면, 시편을 565°C의 전기로에 두어 고분자 수지를 태우고, 데시케이터에서 냉각 후 무게를 측정할 수 있다.

|
Fig. 1 Schematic of tow spreading machine (pneumatic spreading type) |
|
Fig. 2 The gathered broken carbon fiber on vacuum unit of
spreading zone |
3.1 스프레딩 공정 변수에 따른 영향
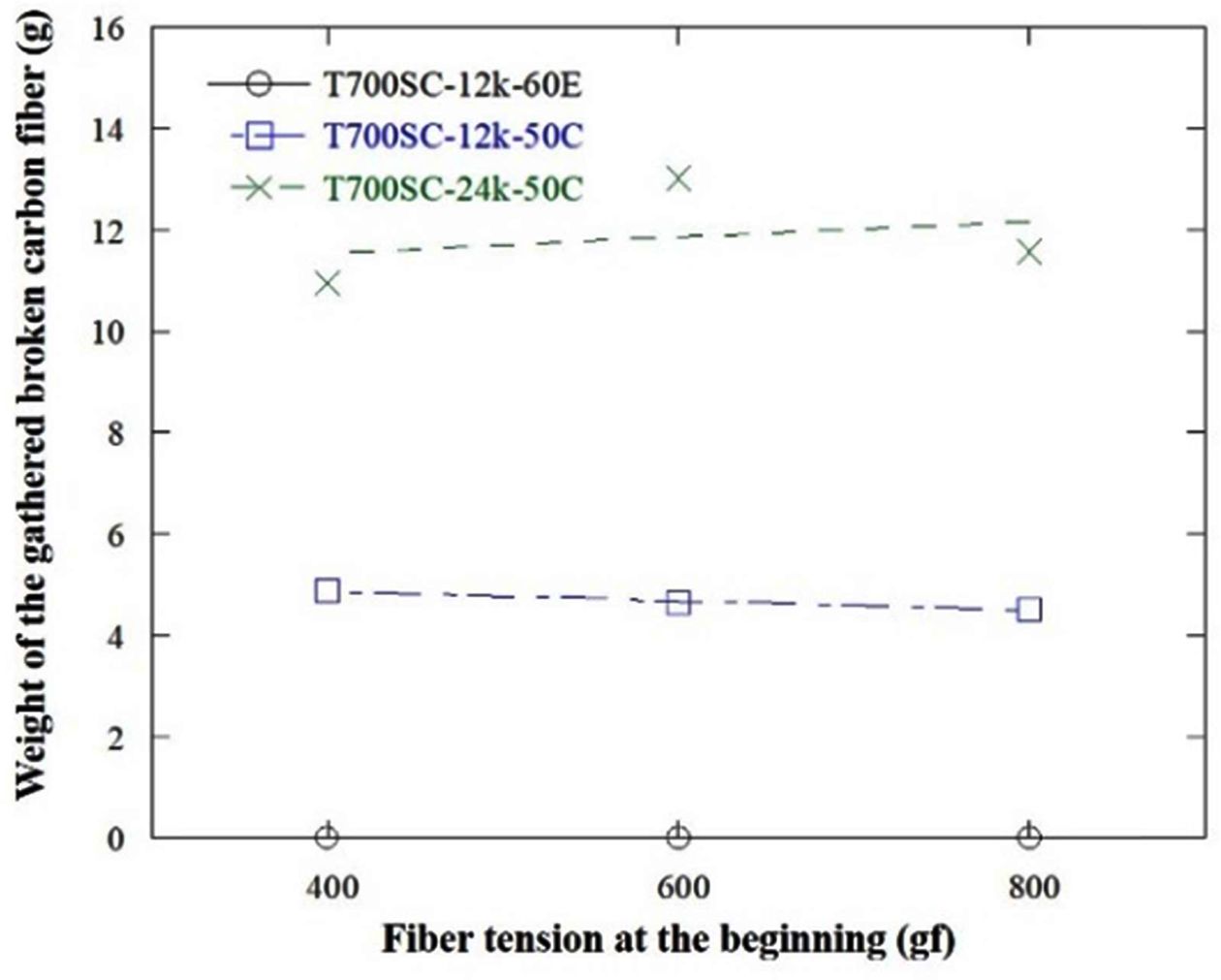
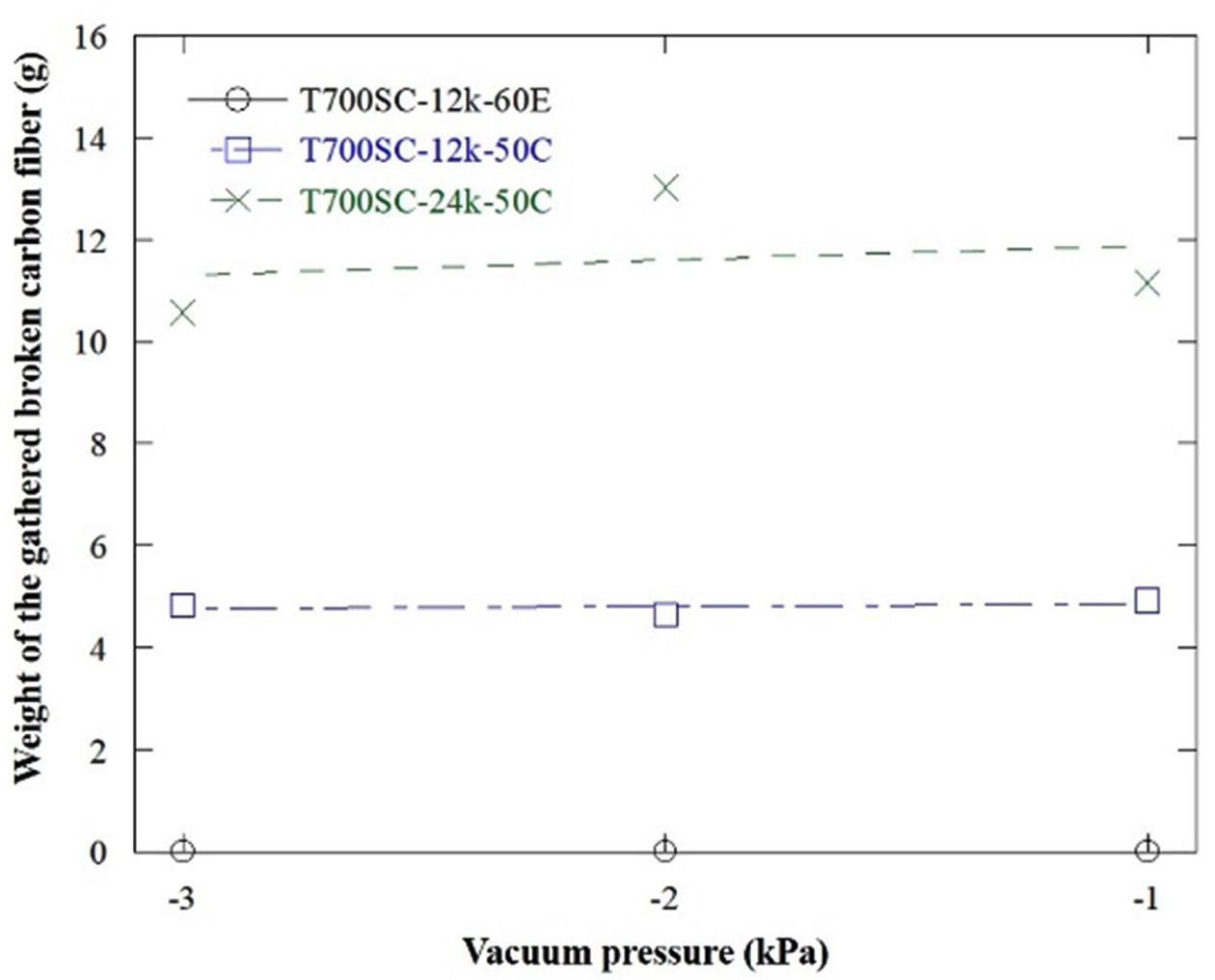
섬유 투입 시 초기 장력의 영향을 관찰하기 위해 열풍 온도는 220oC, 진공압력은 -2 kPa로 고정하고, 실험을 진행하였으며, 확사장치의 진공압력에 따른 영향을 관찰하기 위해서는 열풍 온도는 220oC, 장력은 600 gf로 고정하여 실험을 진행하였다. 실험결과 Fig. 3과 4에 보듯이, 섬유 투입 시 초기 장력과 진공압력에 따른 섬유 손상 간에는 큰 상관성은 없는 것으로 확인되었다.
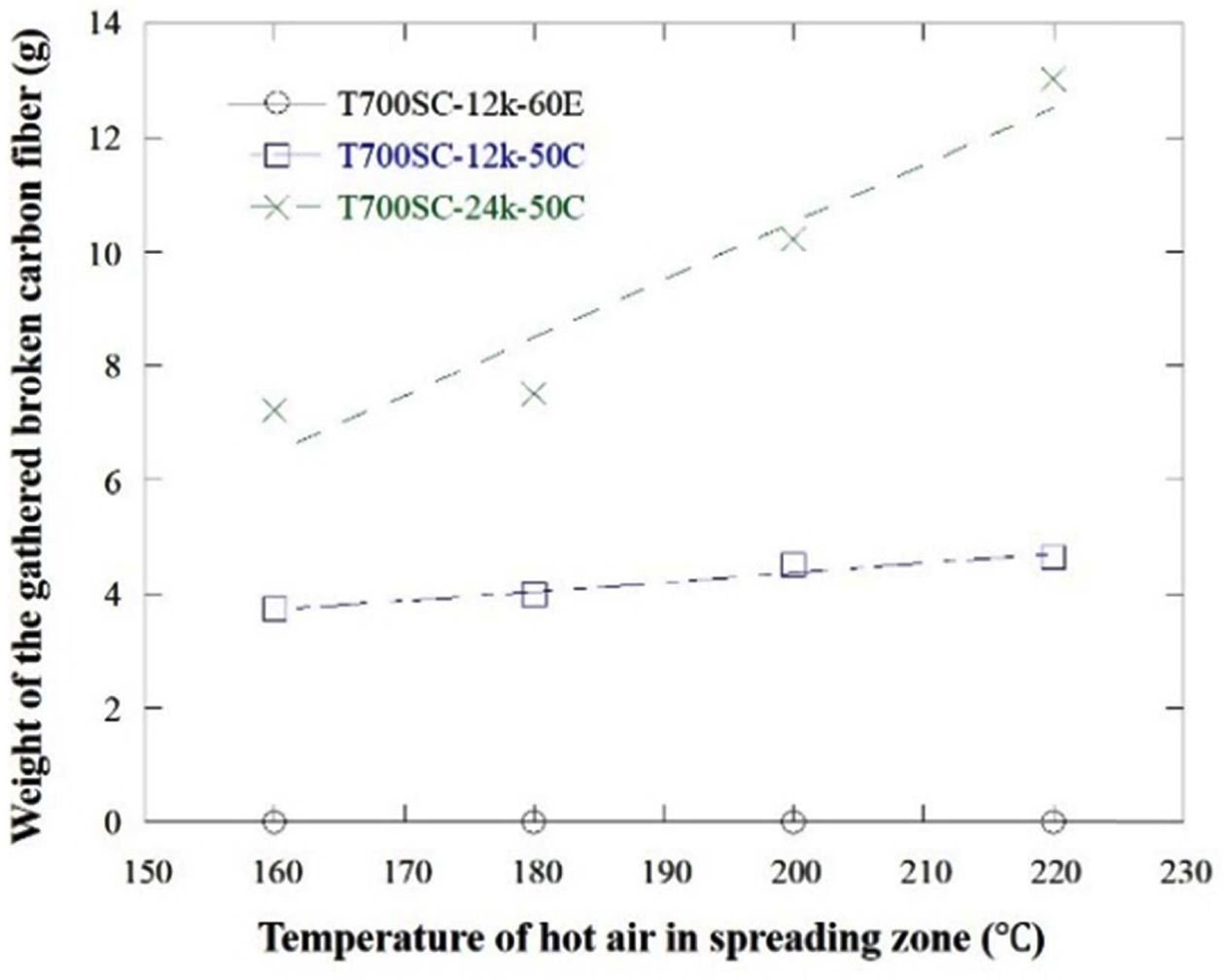
다음으로 확사장치의 열풍온도에 따른 영향을 분석을 위해 진공압력을 -2 kPa, 섬유 투입 시 초기 장력을 600 gf로 고정하여 실험을 진행한 결과, Fig. 5에 보듯이, 사이징 함량 0.3% 조건의 토우에서는 관찰되지 않았던 열풍온도에 따른 영향이 사이징 함량 1.0% 조건에서 관찰되었다. 공기를 이용한 스프레딩 공정에서 열풍을 사용하는 이유는 사이징의 섬유 집속성을 낮추어 공기를 이용한 스프레딩 효율을 향상시키기 위함이며, 열풍온도가 과도해질 경우에는 사이징의 섬유 집속성이 감소하는 동시에 사이징의 점착성이 높아질 수 있다. 일정량 이상의 사이징 함량을 갖는 토우를 사용할 경우, 사이징의 점착성이 높아짐에 따라, 필라멘트 간 마찰손상 및 파단이 발생할 가능성이 높아져 결과적으로 확사장치의 진공유닛에 쌓인 단사가 증가하는 경향이 관찰되었다고 판단된다. 한편, 필라멘트의 가닥 수가 24,000인 토우에서 12,000인 토우 대비 섬유 손상이 다량 발생하였음을 확인할 수 있으며, 이는 필라멘트 수가 증가함에 따라, 확률적으로 필라멘트 간의 마찰과 파단에 의한 손상이 다량 발생하기 때문이다.
3.2 재료특성에 따른 영향
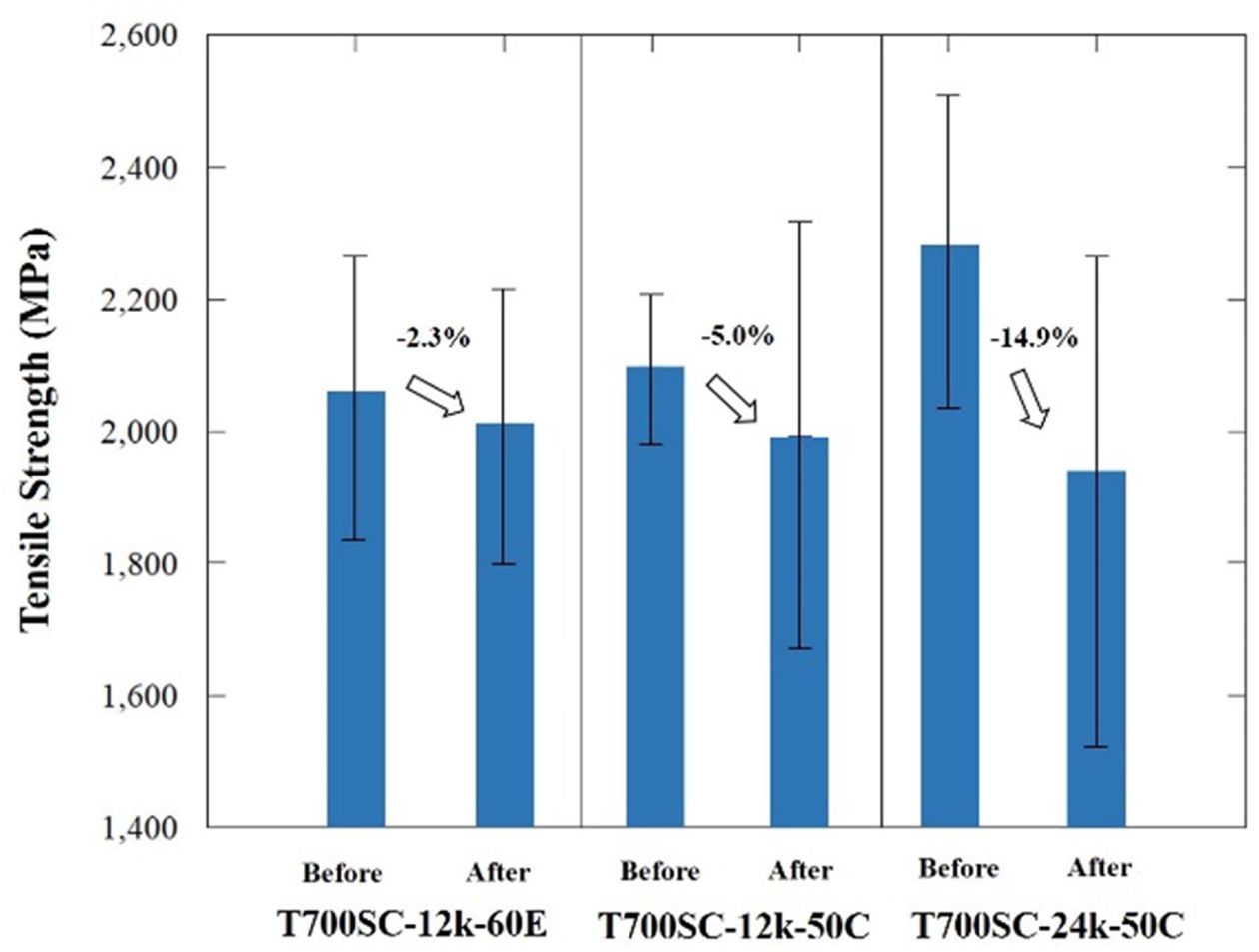
앞서 Table 1에 소개한 3가지 탄소섬유 품종에 따른 조건 변화의 영향을 Fig. 6에 보듯이 인장강도 비교를 통해 확인하였다. T700SC-12k-60E (2,059 MPa)의 경우, 스프레딩 공정 후 2.3% 감소한 2,012 MPa를 보였다. 한편, T700SC-12k-50C (2,097 MPa)과 T700SC-24k-50C (2,279 MPa)의 경우, 스프레딩 공정 후 인장강도가 각 5.0% (1,992 MPa), 14.9% (1,938 MPa) 감소한 것을 확인하였다. 이는 Fig. 3~5에서 확인한 섬유 손상 정도에 대한 경향과 일치한다.
|
Fig. 3 Weight of the gathered broken carbon fiber on vacuum
unit according to the fiber tension at the beginning |
|
Fig. 4 Weight of the gathered broken carbon fiber on vacuum
unit according to the vacuum pressure in spreading unit |
|
Fig. 5 Weight of the gathered broken carbon fiber on vacuum
unit according to the temperature of hot air in spreading
zone |
|
Fig. 6 Tensile strength before and after the tow spreading process according to carbon fiber material conditions |
본 연구에서는 공기를 이용한 토우 스프레딩 공정을 통해 양질의 탄소섬유 스프레드 토우를 얻기 위한 실 공정과정에서 탄소섬유의 필라멘트 수와 사이징 함량, 탄소섬유 토우 스프레딩 장비의 공정 변수(초기섬유장력, 열풍온도, 진공압력)를 달리하여 시험하고, 공정성능 변화를 확인하였다.
사이징 함량 1.0%의 경우, 열풍온도와 필라멘트 수에 비례하여 공정 중 손상 정도가 심한 것을 확인할 수 있었으며, 사이징 함량 0.3%에서 섬유의 손상이 가장 적은 것을 확인하였다. 한편, 탄소섬유 재료특성 별로 스프레딩 공정 전후 인장강도비교를 통해 공정과정에서의 섬유 손상이 미치는 영향과의 상관성을 확인하였다.
위 관찰을 통해, 탄소섬유 토우 스프레딩 공정 변수의 프로세스 성능에 대한 상관관계를 확인하였고 이를 통해 탄소섬유 토우 스프레드 제조공정의 성능과 품질을 보다 향상시킬 수 있을 것으로 기대된다.
본 연구는 산업통상자원부의 “산업기술혁신사업(20013123_컬러RTM기반 유색 탄소섬유 복합재료 및 차량용 도어내장재 제조기술 개발)”와 교육부의 재원으로 한국연구재단(NRF-2018R1A6A1A03025761)의 지원을 받아 연구되었음.
- 1. Morgan, P., Carbon Fibers and Their Composites, Boca Raton: Taylor and Francis, New York, U.S, 2005, pp. 121-184.
-

- 2. Eun, J.H., Gwak, J.W., Kim, K.J., Kim, M.S., Sung, S.M., Choi, B.K., Kim, D.H., and Lee, J.S., “Effect of Fabricating Temperature on the Mechanical Properties of Spread Carbon Fiber Fabric Composites,” Composites Research, Vol. 33, No. 3, 2020, pp. 161-168.
-
- 3. Roh, J.U., and Lee, W.I., “Review: Continuous Fiber Tow Spreading Technologies and Its Applications,” Composites Research, Vol. 26, No. 3, 2013, pp. 155-159.
-
- 4. Shin, S.W., Kim, R.Y., Kawabe, K., and Tsai, S., “Experimental Studies of Thin-ply Laminated Composites,” Composites Science and Technology, Vol. 67, No. 6, 2007, pp. 996-1008.
-
- 5. Kawabe, K., and Tomoda, S., “Development of the Spreading Technology for the Reinforcing Fiber Tow”, Sen'i Gakkaishi, Vol. 59, No. 9, 2003, pp. 292-297.
-
- 6. Nishikawa, Y., Miki, T., Okubo, K., Fujii, T., and Kawabe, K., “Fatigue Behaviour of Plain Woven CF/Epoxy Composites using Spread Tows (Effect of Tow Thickness on Crack Formation):Effect of Tow Thickness on Crack Formation” Transactions of the Japan Society of Mechanical Engineers Series A, Vol. 71, No. 710, 2005, pp. 1356-1361.
-
- 7. Lee, G.H., and Lee, W.I., “Carbon Fiber Two Spreading Process Using Pneumatic Devices and Application to Thermoplastic Prepreg Manufacturing,” Proceeding of the 20th International Conference on Composite Materials, Copenhagen, Denmark, July. 2015.
- 8. Park, S.M., Kim, M.S., Choi Y.S., Lee, E.S., Yoo, H.W., and Chon, J.S., “Carbon Fiber Tow Spreading Technology and Mechanical Properties of Laminate Composites,” Composites Research, Vol. 28, No. 5, 2015, pp. 249-253.
-
- 9. El-Dessouky, H.M., and Lawrence, C.A., “Ultra-lightweight Carbon Fibre/Thermoplastic Composite Material Using Spread Tow Technology,” Composites Part B: Engineering, Vol. 50, 2013, pp. 91-97.
-
 This Article
This Article
-
2020; 33(6): 390-394
Published on Dec 31, 2020
- 10.7234/composres.2020.33.6.390
- Received on Nov 7, 2020
- Revised on Dec 10, 2020
- Accepted on Dec 11, 2020
Services
Shared
Correspondence to
- Jeong-U Roh*, Gibeop Nam***
-
* Gumi Electronics & Information Technology Research Institute, Innovative Technology Research Division
*** Kumoh National Institute of Technology, Advanced Material Research Center
- E-mail: juroh@geri.re.kr, hl0exn@kumoh.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr