





- Measurement Method for Constituent Contents of Carbon Fiber/Epoxy Composites Using Thermogravimetric Analyzer
Jeong Keun Jang*, Jae Ho Cha*, Bo Mi Lee**, Sung Ho Yoon*†
* Department of Mechanical Engineering, Kumoh National Institute of Technology
** Kolon Industries
- 열중량분석기를 적용한 탄소섬유/에폭시 복합재의 구성재 함유율 측정 기법
장정근* · 차재호* · 이보미** · 윤성호*†
We propose a measurement method for evaluating constituent contents of carbon fiber/epoxy composites through a thermogravimetric analyzer (TGA). The sample used in the test was taken from a strand specimen made of carbon fiber/epoxy tow prepreg, and the change in weight of the sample over time was measured in real time. Using a field emission scanning electron microscope (FE-SEM), we examine the thermal damage condition of the carbon fiber depending on whether resin was removed or not. We find that it was possible to test even a small amount of sample when using TGA vis-à-vis using a conventional muffle furnace. In addition, TGA enables the temperature and exposure time to be controlled, allowing the constituent contents of composite materials to be efficiently and quantitatively evaluated.
열중량분석기를 적용하여 탄소섬유/에폭시 복합재의 구성재 함유량을 평가하기 위한 측정기법을 제시하였다. 시험에 사용된 시료는 탄소섬유/에폭시 토우 프리프레그로 제작된 스트랜드 시편에서 채취하였으며 시간에 따른 시료의 무게 변화를 실시간으로 측정하였다. 또한 전자현미경을 이용하여 수지 제거 여부와 탄소섬유의 열 손상 상태를 관찰하였다. 연구결과에 따르면 열중량분석기를 적용하면 기존의 머플로를 적용한 경우에 비해 소량의 시료에 대해서도 시험이 가능하며, 설정 온도와 노출 시간을 제어함으로써 구성재의 함유량을 효율적이고 정량적으로 평가할 수 있음을 알 수 있었다.
Keywords: 탄소섬유/에폭시 복합재(Carbon fiber/epoxy composites), 토우 프리프레그(Tow prepreg), 구성재 함유량(Constituent contents), 열중량분석기(Thermogravimetric analyzer), 머플로(Muffle furnace)
복합재 제작에 사용되는 필라멘트 와인딩 공법은 연속적인 섬유에 고분자 수지를 함침시킨 뒤 회전하는 맨드렐 에 장력을 가하면서 와인딩 하는 방식으로 일반적으로 건식 공법과 습식 공법으로 구분된다. 습식 공법은 와인딩 공정 중에 수지를 함침시키며 와인딩 하는 방법으로 수지의 점도가 높을 경우 수지가 섬유 내에 충분히 함침되지 않기 때문에 낮은 점도의 수지를 사용하여야 한다. 건식 공법은 탄소섬유와 수지를 규정된 함유량을 갖도록 미리 함침 시켜 놓은 반경화 상태의 토우 프리프레그를 사용하는 방법으로 와인딩 시 탄소섬유의 미끄러짐 현상을 최소화할 수 있기 때문에 신뢰성이 높은 고성능 복합재의 제작에 적용된다. 복합재의 성능은 복합재의 제작에 사용되는 구성재의 종류, 복합재의 제작공법, 복합재의 형상 뿐 아니라 복합재의 구성재 함유율에 영향을 받기 때문에 탄소섬유와 수지의 최적 함유율을 결정하는 것이 중요하다[1]. Jeong 등[2]은 복합재의 경화 과정에서 함침 된 수지의 유동 특성이 달라지기 때문에 제조 공정 중 수지 유동이 적절히 제어되지 않으면 복합재에 층간 박리가 발생할 수 있다고 하였다. 특히 수지 함유량이 너무 적은 경우 섬유와 수지 간의 계면 접착이 충분히 이루어지지 않아 결함 발생의 가능성이 높아지고, 수지 함유량이 너무 많은 경우 과잉 수지가 원활하게 배출되지 않으면 과잉 수지 영역이 생겨 수지 파손이 발생하는 요인이 된다. 따라서 복합재를 제작하는 경우 탄소섬유와 수지 간의 계면 접착이 원활하게 이루어지고, 과잉 수지가 발생하지 않도록 섬유와 수지의 비율이 적절하게 적용되어야 하며, 섬유와 수지의 함유량을 정량적으로 평가할 수 있는 방법이 제시될 필요가 있다. Yoon 등[3]은 탄소섬유/에폭시 복합재의 구성재 함유율을 정량적으로 평가하는 방법을 제시하였다. 이들은 실험적인 방법을 통해 탄소섬유/에폭시 복합재의 탄소섬유 함유량과 수지 함유량을 정량적으로 측정하였으며 이들 결과를 기반으로 복합재 내의 기공 함유량도 예측하였다. 복합재 구성재인 탄소섬유와 수지의 함유량은 복합재 성능에 영향을 미치는 인자이며 기공 함유량은 복합재의 결함을 판단하는 지표로 활용될 수 있다.
복합재 구성재의 함유율을 측정하기 위해서는 복합재 내의 탄소섬유에 손상을 주지 않고 함침 된 수지만을 제거하여야 한다. 이를 위해 ASTM D3529[4]에 근거한 산 처리법과 ASTM D3171[5]에 근거한 고온 연소법이 제시되어 있다. 산 처리법은 복합재를 산에 넣어 수지를 녹이는 방법으로 복합재 내의 탄소섬유에 손상을 주지 않고 수지만을 제거하여야 하기 때문에 시험 절차가 비교적 까다롭다. 또한 복합재 내에 수지가 용해되는 과정에서 유독가스가 발생하고, 수지 제거에 많은 시간이 소요된다. 고온 연소법은 탄소섬유가 손상되지 않고 수지가 제거되는 온도가 적용된 머플로에서 복합재 내의 수지를 태워 구성재의 함유율을 측정하는 방법으로 시험 절차는 비교적 단순하지만 복합재를 너무 높은 온도에 노출시키면 탄소섬유에 손상이 유발되며, 너무 낮은 온도에 노출시키면 수지가 완전히 제거되지 않는 단점이 발생한다. 이와 같은 머플로를 적용한 고온 연소법의 경우 구성재의 함유율을 정량적으로 평가하기 위해서는 탄소섬유가 손상되지 않고 수지만을 제거 시킬 수 있는 온도 조건과 노출 시간이 결정되어야 하며, 온도 변화에 따른 시료의 무게를 정확하게 측정하는데 어려움이 있다. 따라서 노출 시간에 따른 무게 변화를 실시간으로 측정할 수 있는 열중량분석기를 적용하면 머플로를 적용한 고온 연소법이 갖는 문제점을 해결할 수 있다.
본 연구에서는 머플로를 적용한 고온 연소법과 열중량분석기를 적용한 고온 연소법의 장점과 단점을 비교/분석하고 건식 공법으로 제작된 탄소섬유/에폭시 복합재 스트랜드 시편의 구성재 함유율을 열중량분석기를 적용한 고온 연소법을 통해 정량적으로 평가하였다.
2.1 시편제작
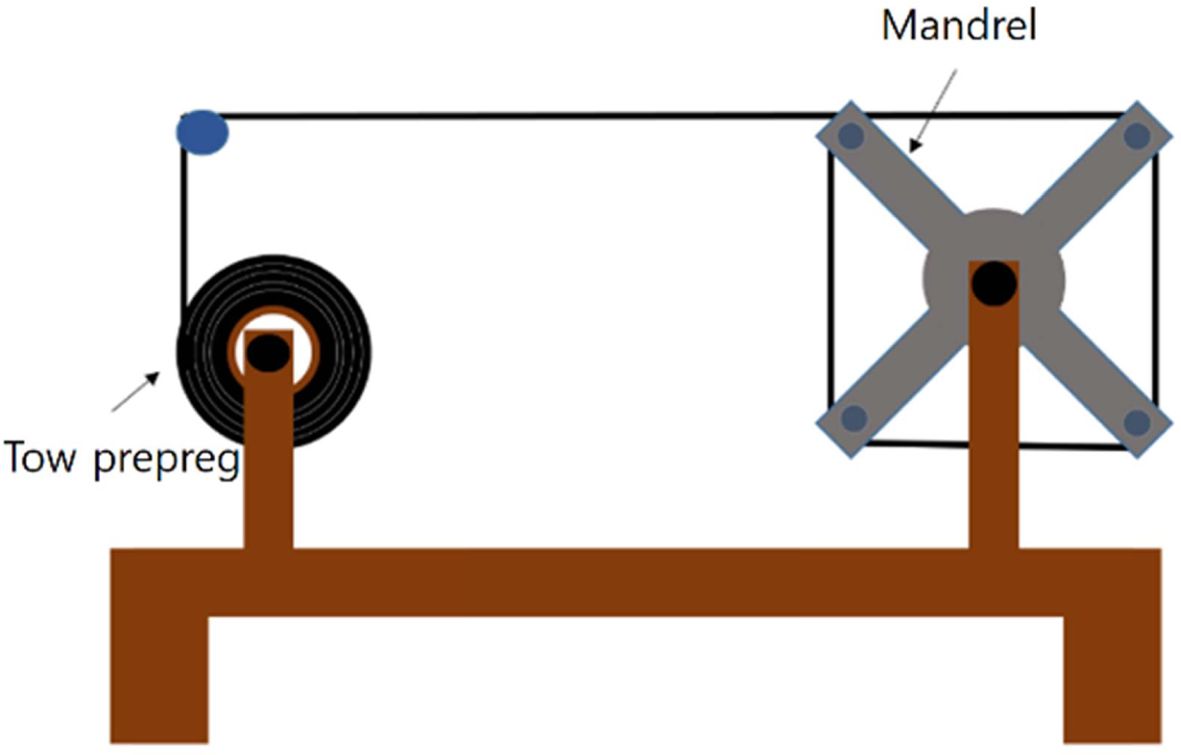
수지 함유량을 평가하기 위해 필라멘트 와인딩 공법에 적용되는 토우 프리프레그로 스트랜드 시편을 제작하였다. 시편에 사용된 탄소섬유(T800SC-24K, Toray, Japan)의 정보는 Table 1에 나타나 있다. 스트랜드 시편은 Fig. 1에 나타난 맨드렐이 장착된 자동 와인딩 장치를 사용하여 제작하였다. 먼저 수지가 함침 된 탄소섬유를 자동화 와인딩 장치 중 토우 고정부에 장착하고, 장력계(AP-10, Attonic, Japan)와 장력조절장치를 통해 탄소섬유에 규정된 장력이 적용되도록 하였다[6]. 맨드렐에 탄소섬유를 와인딩 하는 작업이 완료되면 회전축이 장착된 오븐에 맨드렐을 장착하고 1 rpm으로 회전시키며 규정된 경화 조건을 적용하여 경화시켰다. 스트랜드 시편은 경화 완료 후 시험에 필요한 규격에 맞게 절단하여 얻는다.
2.2 평가방법
복합재 내의 수지 함유량을 측정하기 위해 머플로(DH CLF-M20, DAIHAN Scientific, Korea)을 적용한 고온 연소법과 열중량분석기(TGA Q500, TA Instruments, USA)를 적용한 고온 연소법을 수행하였다. 먼저 수지가 함침되지 않은 탄소섬유에 대한 열 손실이 발생하지 않는 온도 조건을 도출하기 위해 열중량분석기를 적용하여, 탄소섬유를 공기 분위기에서 20oC/min으로 900oC까지 승온시켰다. 열중량분석기를 통해 수집된 온도 정보를 토대로 5종류의 온도를 설정하였으며, 수지 함유량은 ASTM D3171에 의거하여 정량적으로 평가하였다. 복합재 구성재의 부피분율을 구하기 위해서는 구성재의 밀도가 필요하다. 이때 복합재와 탄소섬유의 밀도는 ASTM D792[7]에 근거하여 평가하였고, 수지의 밀도는 토우 프리프레그 제조사에서 제공한 정보를 적용하였다.
|
Fig. 1 Automatic winding device for manufacturing strand
specimen |
3.1 밀도측정
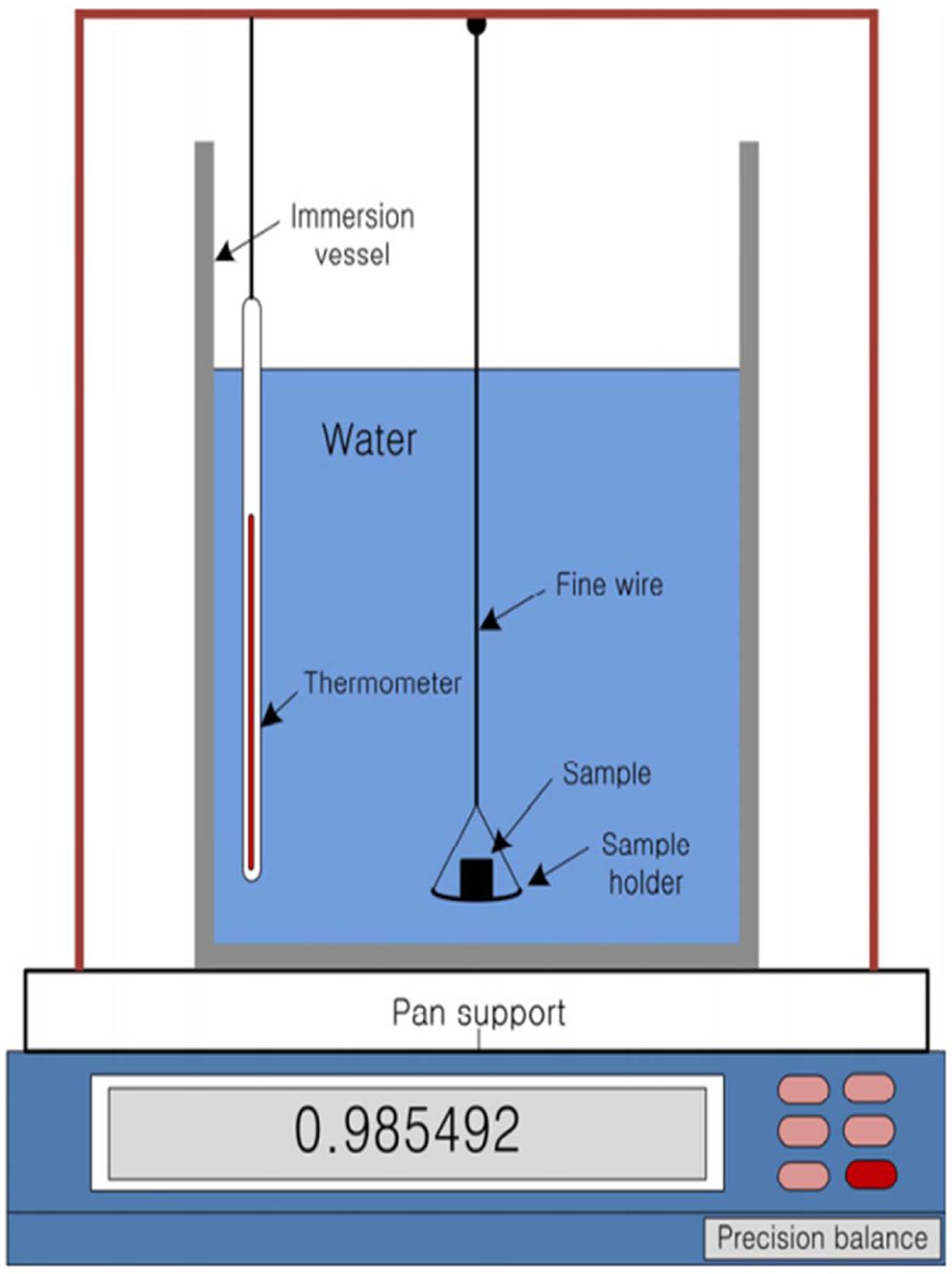
Fig. 2에는 밀도를 측정하기 위한 시험장치가 나타나 있다. 복합재와 탄소섬유의 밀도는 ASTM D792에 근거하여 다음과 같은 절차에 따라 수행하였다. 첫째, 밀도를 측정하고자 하는 시료의 공기 중의 무게를 측정한다. 둘째, 온도를 안정된 상태로 유지시킨 다음 물의 온도와 물속에서의 시료의 무게를 측정한다. 이때 시료의 표면에 기포가 달라붙지 않도록 초음파 분산기를 사용하여 기포를 제거한다.
3.2 머플로를 적용한 고온 연소법 시험
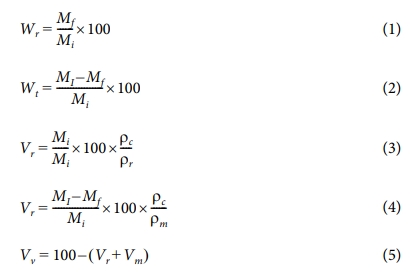
머플로를 적용한 고온 연소법에 적용된 시료는 4종류이고 시험 온도는 400oC, 500oC, 565oC, 600oC, 700oC이다. 복합재 구성재의 함유율을 평가하기 위해 ASTM D3171에 의거하여 다음과 같은 절차에 따라 수행하였다. 첫째, 정밀전자저울을 사용하여 시료의 무게(Mi)를 측정한다. 둘째, 시료를 바이알에 넣어 기준온도의 머플로에서 2시간 동안 수지를 제거한다. 셋째, 수지가 제거된 후 바이알을 상온에서 안정시킨 뒤 남아 있는 탄소섬유의 무게(Mf)를 측정한다. 넷째, 섬유 무게함유율(Wr)과 수지 무게함유율(Wt)은 식 (1)과 식 (2)에 의해, 섬유 부피함유율(Vr)과 수지 부피함유율(Vm)은 식 (3)과 식 (4)에 의해, 기공함유율(Vv)은 식 (5)에 의해 구한다. 이때 ρr는 탄소섬유의 밀도, ρc는 복합재의 밀도, ρm은 수지의 밀도이다.
3.3 열중량분석기를 적용한 고온 연소법
복합재 구성재의 함유율을 평가하기 위해 4종류의 시료에 대해 온도 변화와 노출 시간에 따른 시료의 무게 변화를 측정하는 분석 장비인 열중량분석기를 적용하였다. 열중량분석기를 적용한 고온 연소법은 머플로를 적용한 고온 연소법과 유사하지만, 시험 과정에서 시료의 무게를 실시간으로 측정하므로 노출 시간에 따른 무게 변화를 얻을 수 있다. 복합재 구성재의 함유율을 평가하기 위해 시험은 4 ml/min로 공급되는 질소(순도 99.5%) 분위기에서 약 5 mg의 시료에 대해 20oC/min로 규정된 온도까지 승온 시켰다. 머플로를 적용한 고온 연소법과 동일하게 열중량분석기에서 측정된 무게를 식 (1)-(5)에 적용하여 복합재 구성재의 무게 함유율과 부피 함유율을 평가하였다.
|
Fig. 2 Schematic diagram of the device for density measurement |
4.1 밀도 측정 결과
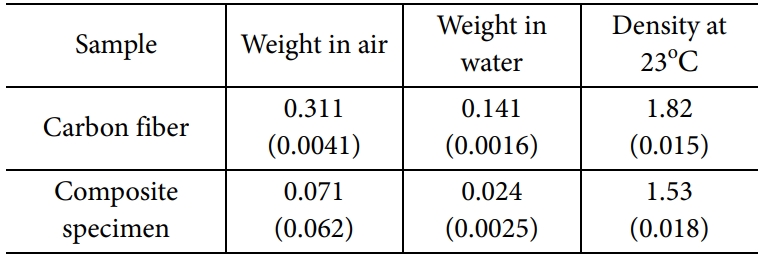
Table 2에는 스트랜드 시편에서 채취된 5개의 시료에 대해 측정된 밀도가 나타나 있다. 이때 물의 온도는 23.9oC로 물의 밀도는 0.9973 g/cm3을 적용하였다. 여기에서 보면 제조사에서 제공된 탄소섬유의 밀도는 1.80 g/cm3이고 시험을 통해 측정된 결과는 1.82 g/cm3이다.
4.2 머플로를 적용한 고온 연소법 시험 결과
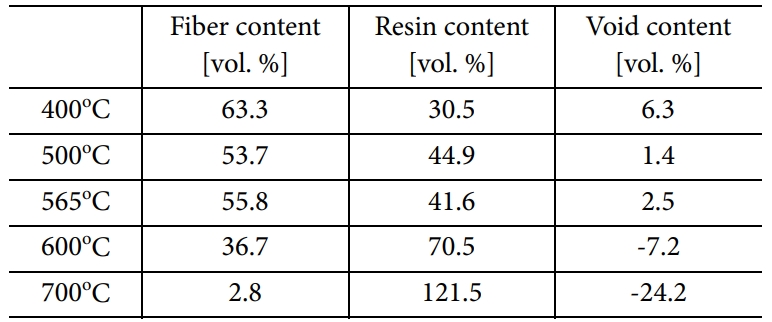
Table 3에는 머플로를 적용한 고온 연소법으로 평가된 설정 온도 별 탄소섬유/에폭시 복합재 구성재의 함유율이 나타나 있다. 여기에서 보면 온도가 높아질수록 제거된 수지 양이 많아 평가되는 수지 함유량은 점차 높아지고 섬유 함유량은 점차 감소하는 양상을 나타낸다. 특히 600oC 이상의 온도에서 장시간 노출되면 섬유 함유량과 수지 함유량의 합이 100 vol. %가 넘는 것으로 미루어 600oC 이상에서는 탄소섬유가 고온으로 인한 열 손상을 받는 것으로 판단된다. 그러나 무게 감소 정도로는 수지 제거 상태와 탄소섬유의 열 손상 여부는 판단하기 어렵다.
4.3 열중량분석기를 적용한 고온 연소법 시험 결과
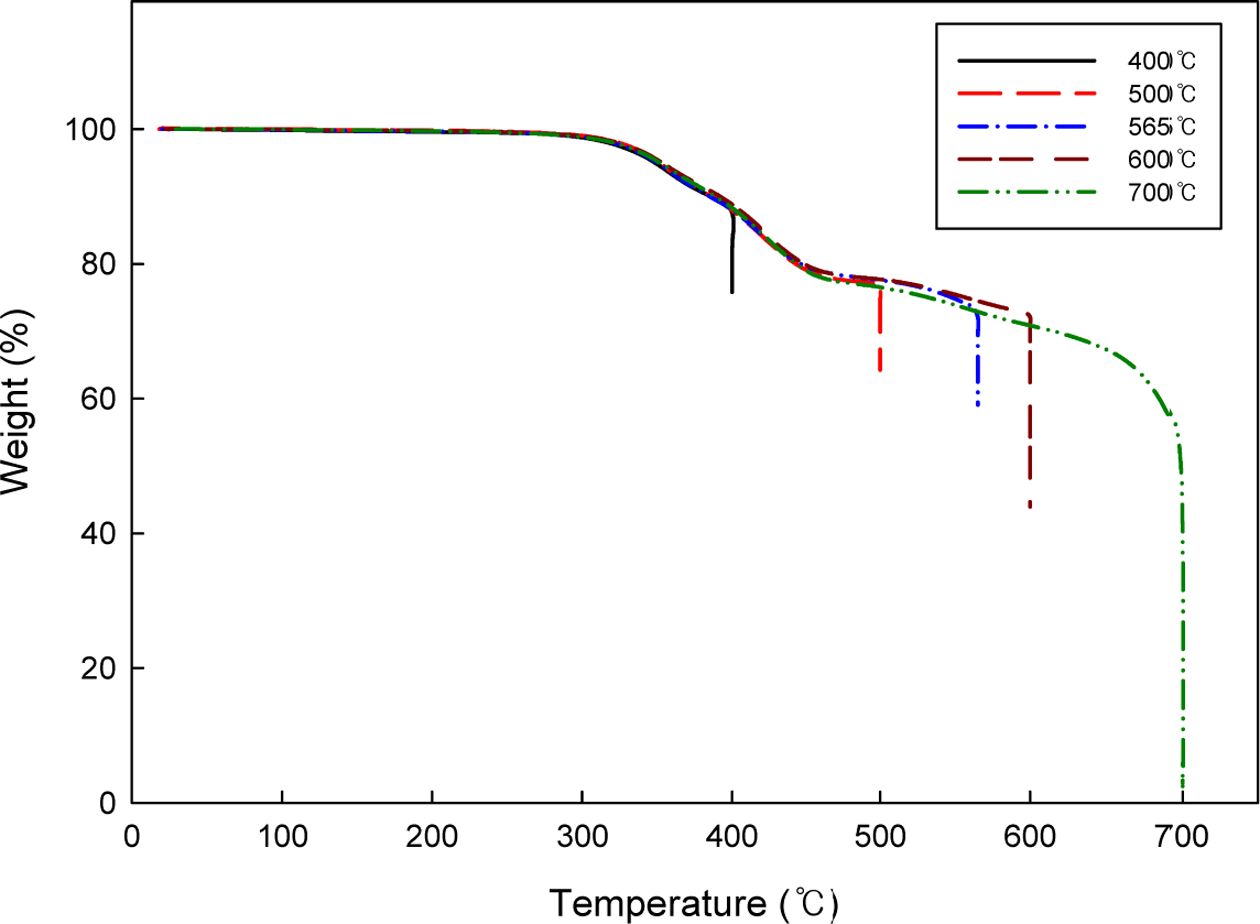
Fig. 3에는 열중량분석기를 적용한 고온 연소법으로 측정된 실시간 무게 변화 선도가 나타나 있다. 이때 시험은 공기 분위기에서 20oC/min으로 설정 온도까지 승온 시킨 뒤 2시간 동안 유지시키며 무게 변화를 실시간으로 측정하였다. 여기에서 보면 시료의 무게 변화는 각 설정 온도에 대해 온도가 증가함에 따라 무게 감소가 점차 커짐을 알 수 있다. Table 4에는 설정 온도 별 탄소섬유/에폭시 복합재 구성재의 함유율이 나타나 있다. 이 경우에도 머플로를 적용한 고온 연소법에서 평가된 결과와 유사한 양상이 얻어졌다.
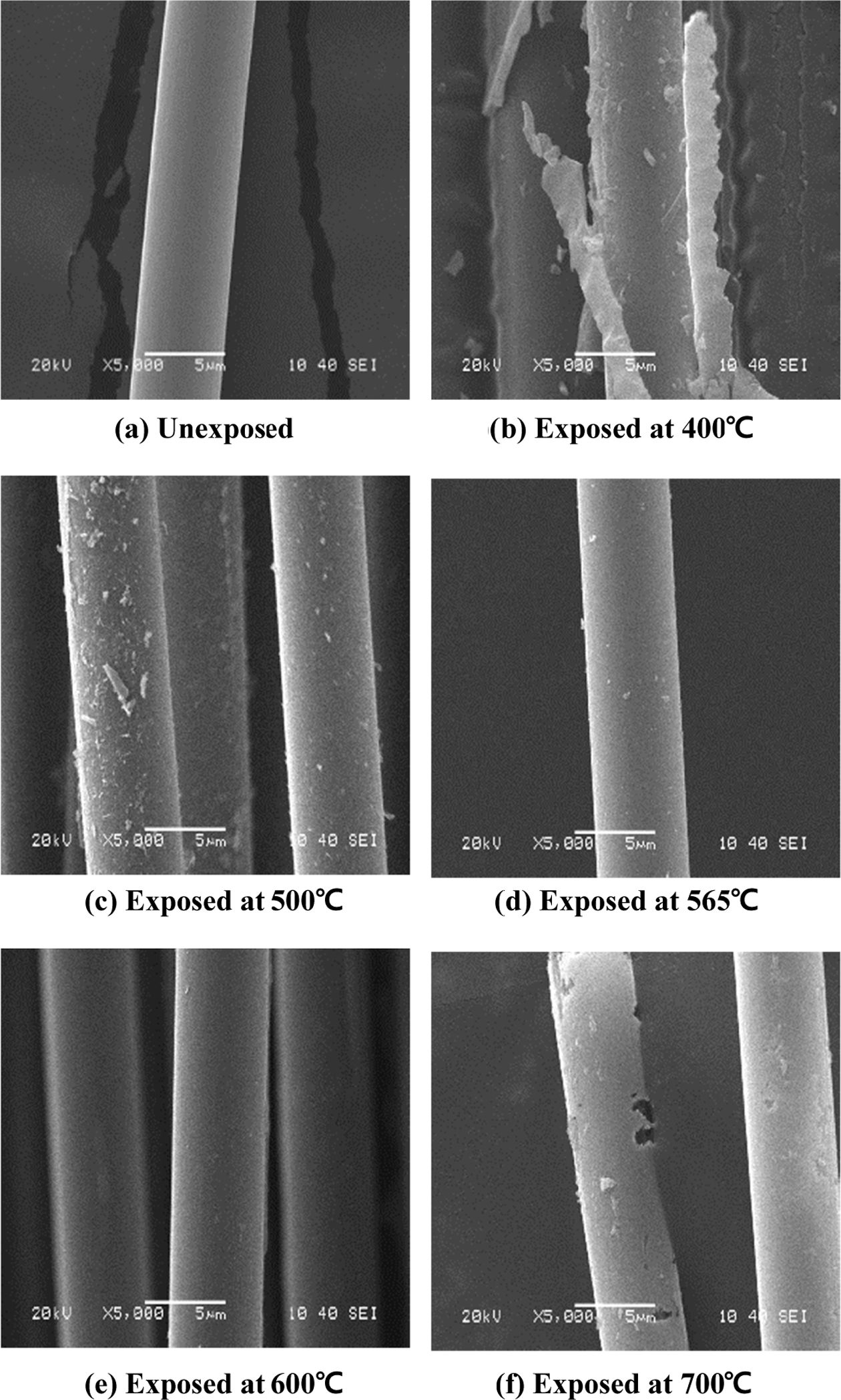
Fig. 4에는 수지 제거 상태와 탄소섬유의 열 손상 여부를 전자현미경으로 관찰한 설정 온도 별 사진들이 나타나 있다. 여기에서 보면 400oC에서는 수지가 완전히 제거되지 않고 남아 있는 양상이 관찰되었다. 또한 500oC과 565oC에서는 대부분의 수지가 제거되었으며 부분적으로 일부 수지가 남아 있지만 최종 무게에 영향을 미치지 않을 것으로 판단된다. 그러나 600oC에서는 탄소섬유 표면의 일부에서 열 손상이 관찰되었고 700oC에서는 탄소섬유의 넓은 부위에서 열 손상이 관찰되었다. 따라서 전자현미경을 통해 관찰된 수지 제거 상태와 탄소섬유 손상 여부로 판단하면 탄소섬유의 열 손상을 발생시키지 않고 수지만을 제거하기 위해서는 565oC를 적용하는 것이 바람직함을 알 수 있다.
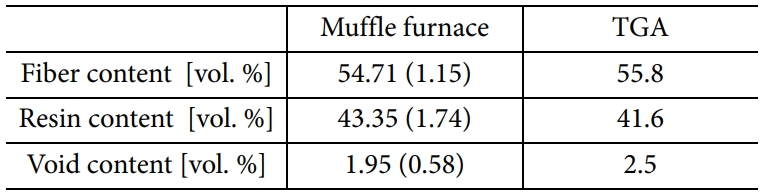
Table 5에는 머플로와 열중량분석기를 적용한 고온 연소법으로 탄소섬유가 손상되지 않고 수지만을 제거 시킬 수 있는 온도인 565oC에서 평가된 구성재의 함유율이 나타나 있다. 여기에서 보면 열중량분석기를 적용한 고온 연소법에서 측정된 수지 함유량은 머플로를 적용한 고온 연소법에 비해 동일한 시험 조건에서 2 vol.% 정도 낮다. 일반적으로 500oC 이상에서 노출되는 탄소섬유의 표면에는 산화 반응으로 인해 열 손상이 발생하기 시작되지만 565oC에 노출된 탄소섬유의 표면에 발생된 열 손상은 전자현미경으로 확인하기 어려운 정도이고 시료 무게에 대한 무게 감소 정도도 크지 않을 것으로 판단된다. 이와 같이 열중량분석기를 적용한 고온 연소법은 소량의 시료로도 정량적인 시험이 가능하며 최적의 설정 온도와 노출 시간을 제어하면 효율적으로 복합재 구성재의 함유량을 평가할 수 있다.
|
Fig. 3 TGA test results over time for each temperature conditions |
|
Fig. 4 Microphotographs of carbon fiber surfaces examined by
FE-SEM. |
|
Table 3 Constituent contents of composite materials me |
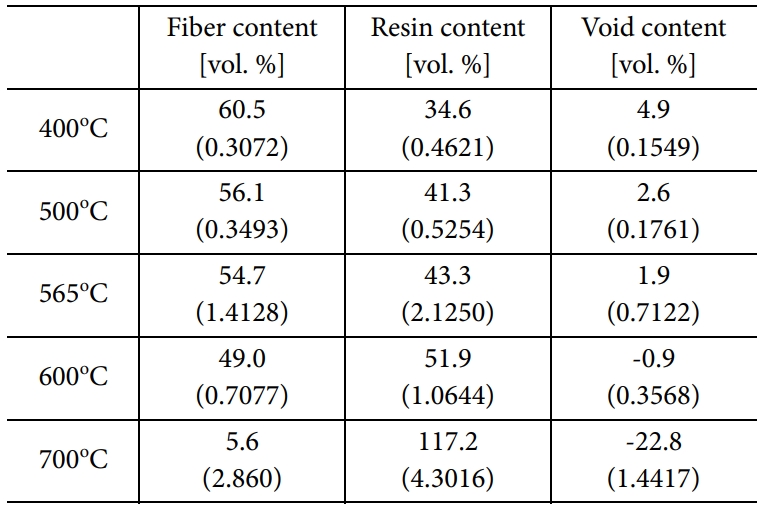
( ) : standard deviation |
|
Table 4 Constituent contents of composite materials measured
from combustion method using TGA |
|
Table 5 Constituent content of composite material under 565o
C
condition |
( ) : standard deviation |
머플로와 열중량분석기를 적용한 복합재 구성재의 함유량 평가를 통해 다음과 같은 결론을 얻었다.
1. 열중량분석기를 적용한 고온 연소법은 머플로를 적용한 고온 연소법에 비해 적은 양의 시료로도 시험이 가능하며 5 mg의 시료로도 시간에 따른 무게 변화를 실시간으로 측정할 수 있어 정확하고 효율적인 평가가 가능하다.
2. 수지가 제거되는 설정 온도에 노출되더라도 노출 시간이 증가하면 무게 감소가 점차 증가하는 양상이 나타난다. 특히 머플로를 적용한 고온 연소법에서는 노출 시간이 종료된 후에도 잔열에 의해 무게 감소가 발생하기 때문에 구성재의 함유율 평가 결과에 영향을 미칠 수 있다.
3. 열중량분석기를 적용한 고온 연소법을 통해서는 탄소섬유가 손상되지 않고 수지만 제거할 수 있는 설정 온도와 노출 시간의 도출이 가능하며 무게 측정에 대한 오차도 최소화할 수 있기 때문에 머플로를 적용한 고온 연소법에 비해 구성재의 함유량을 정량적으로 평가할 수 있다.
본 연구는 국방과학연구소 연구사업 ‘국산 토우 프리프레그의 고성능 복합재연소관 적용성 연구’의 연구비로 지원받아 수행되었음.
- 1. Park, Y.M., Hwang, T.K., Chung, S.K., Park, N.H., Jang, J.Y., and Nah, C.W., “Recent Research Trends in Carbon Fiber Tow Pre-preg for Advanced Composites,” Journal of the Korean Society of Propulsion Engineers, Vol. 21, No. 2, 2017, pp. 94-101.
-

- 2. Jeong, K.S., Oh, J.H., Joeng, S.M., and Kim, S.S., “Study on Resin Flow of Tow-prepreg Laminate According to Cure Cycles,” Proceeding of the Korean Society of Propulsion Engineers, Busan, Korea, Nov. 28-29, 2019, pp. 772-775.
- 3. Yoon, S.H., “Evaluation of Void Content in Carbon Fiber/Epoxy Composites Manufactured by Different Manufacturing Process,” Journal of the Korean Society of Propulsion Engineers, Vol. 21, No. 2, 2017, pp. 32-40.
-
- 4. ASTM D3529, “Standard Test Method for Matrix Solids Content and Matrix Content of Composite Prepreg,” Annual Book of ASTM Standards, American Society for Testing and Materials, 2004.
- 5. ASTM D3171, “Standard Test Methods for Constituent Content of Composite Materials,” Annual Book of ASTM Standards, American Society for Testing and Materials, 2009.
- 6. Shi, Y.L., and Yoon, S.H., “Tensile Properties of Strand Specimens Fabricated using Carbon Fiber/Epoxy Prepreg,” Proceeding of the Korean Society for Precision Engineering, Changwon, Korea, Oct. 31, 2014, pp. 451.
- 7. ASTM D792, “Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement,” Annual Book of ASTM Standards, American Society for Testing and Materials, 2008.
 This Article
This Article
-
2020; 33(6): 341-345
Published on Dec 31, 2020
- 10.7234/composres.2020.33.6.341
- Received on Sep 15, 2020
- Accepted on Oct 28, 2020
Services
Shared
Correspondence to
- Sung Ho Yoon
-
* Department of Mechanical Engineering, Kumoh National Institute of Technology
** Kolon Industries - E-mail: shyoon@kumoh.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr