





- Development of High-strength Polyethylene Terephthalate (PET) Sheet Through Low Melting Point Binder Compounding and Compression Process
Jai Joung Moon*,****, Ok-Kyung Park***†, Nam Hoon Kim**†
* Advanced Materials Research Institute for BIN Convergence Technology & Department of BIN Convergence Technology, Jeonbuk National University, Jeonju, Korea
** Department of Nano Convergence Engineering, Jeonbuk National University, Jeonju, Korea
*** Carbon Nano Convergence Technology Center for Next Generation Engineers (CNN), Jeonbuk National University, Jeonju, Korea
**** R&D Center, Clean & Science Co, Ltd., Seoul, Korea- 저 융점 바인더 복합화 및 압착공정을 통한 고강도 폴리에틸렌 테레프탈레이트(PET) 시트 개발
문재정*,**** · 박옥경***† · 김남훈**†
In the present study, a high-strength polyethylene
terephthalate (PET) sheet was fabricated through a densification process of low
melting PET fiber (LMF) combined PET sheet. During the thermal heat treatment
process of the combined LMF, individual PET fiber was connected, which in turn
leads to the improvement of the interfacial bonding force between the fibers.
Also, the densification of the PET sheet leads to reduce macrospore density and
in return could enhance the binding force between the overlapped PET networks.
Consequently, the as-prepared LMF-PET sheet showed about 410% improved tensile
strength and the same elongation compared to before compression. Besides, the
enhanced bonding force can prevent the shrinkage of the PET fiber network and
exhibited excellent dimensional stability.
본 연구에서는 저 융점 폴리에틸렌 테레프탈레이트(PET) 섬유(Low melting PET fiber: LMF)가 복합화된 PET시트의
고밀도화 공정을 통해 고강도 PET 시트를 제조하였다. 복합화된 LMF는 열처리 과정에서 용융되어 개개의 PET 섬유를 연결해 섬유간의
계면결합력을 향상시켰다. 또한 PET시트의 고밀도화는 거대기공밀도를
감소시키고 중첩된 PET 네트워크간의 결합력을 향상시켜 결과적으로 압축 전 LMF-PET 시트와 비교하여 연신율은 유지하면서 약 410% 향상된
인장강도를 보여주었다. 또한 강화된 결합력은 PET 섬유
네트워크의 수축을 방지하여 우수한 치수안정성을 나타내었다.
Keywords: 고분자필름(Polymer film), 기계적 물성(Mechanical properties), 압착공정(Compression process), 복합소재(Composite materials), 계면결합력(Interfacial bonding force)
폴리에틸렌 테레프탈레이트(Polyethylene terephthalate: PET)는 폴리에스터(Polyester) 계열의 열가소성 고분자로 우수한 광학 특성, 가스 차단성, 기계적
특성 및 내열 특성을 가지고 있어 상업적으로 포장용, 디스플레이용, 연료전지용 기체 확산 층(Gas diffusion layer: GDL) 모재, 절연재료용 및 광범위한 산업분야의 소재로서 응용가능분야가 매우 넓어 다양한 산업 전반에서 응용 및 제조 연구가 진행되고 있으며
환경보전 측면에서 친환경 고분자에 대한 전세계적 관심이 급증하면서 그 주목도가 증가하고 있는 추세이다[1-4].
PET는 반결정성 고분자로서 최종 물성이 섬유화 및 시트화하는 가공 공정 중에 연신, 열처리, 압출조건 등 가공조건에 따라 변화하기
때문에 합성 및 가공 공정 측면에서 기계적 물성 및 열적 특성을 향상시키기 위한 다양한 연구가 발표되었다. 일반적으로 PET 섬유시트는 미연신
상태에서는 기계적 물성이 매우 취약하기 때문에 가공 공정 중에 연신 하여 기계적 물성을 향상시킨 PET 섬유 및 시트가 상업적으로 제작되고 있다[5,6].
하지만 PET 시트를 구성하는 PET 섬유간 또는 PET 섬유 네트워크간 약한 계면결합력 및 네트워크상에 형성된 거대기공은 외부에서 하중 인가 시 응력이 집중되어 재료의
파괴를 야기하는 결함점으로 작용하여 최종적으로 제조된 제품의 기계적 물성을 감소시키는 문제점을 가진다[7-9]. 이뿐만 아니라 습식공정을 통해
제조된 PET시트는 용매휘발 공정에서 섬유입자간의 응집 및 약한 결합력으로 인한 지절현상이 발생하여 균일한 표면 구조를 가지는 시트원단을 제작하기
어렵다는 공정상의 문제점을 가진다.
PET 섬유 및 시트의 기계적 물성을 향상시키기 위해서 원소재 합성 측면에서 PET 고분자 분자 체인의
배향성(Orientation) 및 결정화(Crystallization)를 중심으로 고분자 분자구조제어를 통해 PET섬유 및 시트의 물성을 향상시키는
다양한 연구가 수행되었지만 원소재 제조 단가가 높아 가격적 측면에서 산업적 적용이 어려운 문제점을 가진다[6,10,11]. 또한 가공공정 측면에서
다축연신시스템 도입을 통한 기계적 물성의 향상을 꾀하는 연구가 수행되었지만 다축연신공정을 접목 시키기 위해서는 자동화된 연신장치의
Tension을 견디는 기계적 강도와 신율 뿐만 아니라 제조된 상태를 유지할 수 있는 수치안정성(Size stability)을 가져야 한다[5,12].
최근 친환경 소재가 주목되면서 최소한의 비용으로 고강도, 고성능 산업용 PET 시트 및 섬유를 대량생산할 수 있는 기술의 개발은 현재 전세계 산업분야에서
크게 주목 시 되고 있는 연구분야이다[13,14].
본 연구에서는 저 융점 PET 섬유와 모제 PET 섬유의 복합화를 통한 섬유간 계면 결합력 향상 및 압축공정을 통한 PET시트의 고밀도화를 통해 원단자체의 신율은 유지하면서 기계적 물성을
향상시킬 수 있는 비용효율적이면서 대량생산공정에 접목이 용이한 고강도 PET 시트 제조 공정기술을 제안하고자
한다. 제조된 LMF 복합화 고밀도 PET 시트는 뛰어난 치수안정성과
우수한 기계적 물성을 가지면서 대량생산이 용이해 고성능 필름포장재 및 디스플레이용 기판소재 등 다양한 산업분야에서 그 응용가능성이 크게 주목될
것으로 고려된다.
2.1 저 융점 바인더 복합화
PET 시트 제조 (LMF-PET)
1 g의 polyethylene terephthalate (PET) (직경: 0.06 mm, 길이:
5 mm) 단섬유를 500 mL 증류수상에 첨가시킨 후 양이온성 점착제(Tackifier)인
polyacrylamide (PEM)와 음이온성 점착제인 Poly ethylene oxide (PEO)를 1:1 (w/w)로 혼합한 양쪽 이온성 점착제인 PAM/PEO를 모제인 PET중량비 대비 0.3 wt%를 반응 혼합물에
첨가시켜준 후 추가적으로 PET중량대비 1.0 wt%의 분산제와 소포제를 각각 추가하여 반응혼합물을 제조하였다.
제조된 반응 혼합물은 500 rpm으로 1분간 교반한 후 제조된 반응혼합물에 바인더물질로 110oC에서 용융현상이 일어나는
저 융점 PET 섬유(Low melting PET fiber, LMF)를 모제인 PET 중량비와 비교하여
50 wt% 첨가시켜준 후 500 rpm상에서 1분동안 재교반하여 습식(wet-laid) 공정을 위한 혼합물을 제조하였다(모제
PET 섬유 네트워크의 융점: 250oC). 또한 LMF의 복합화
제한량을 확인하기 위해 비교 실험 군으로 60 wt%의 LMF를 첨가한 PET 시트를 상기에 언급한 공정과
동일하게 처리하여 제조하였다.
제조된 반응혼합물은 습식공정용 Zig 표면에 균일하게 도포시킨 후 130oC상에서 열 건조하여 잔존하는
혼합용매를 제거하여 최종적으로 LMF가 복합화된 PET 시트를 제조하였다[15].
제조된 복합화 PET 시트는 LMF-PET로 명기 하였다. 마지막으로
LMF가 제조된 PET 시트의 구조 및 물성에 미치는 영향을 확인하기 위해서
LMF가 첨가되지 않은 공정을 동일하게 수행하여 순수 PET 시트를 제조하였다. 하지만
LMF를 첨가하지 않고 습식공정을 통해 PET시트원단을 제조한 경우 균일하게 도포된 시트가 형성되지 않고 섬유간 결합성이 없어서 끊어지는 현상이
발생하여 PET시트원단이 제조되지 않았다.
2.2 고밀도 극세
LMF-PET시트의 제조
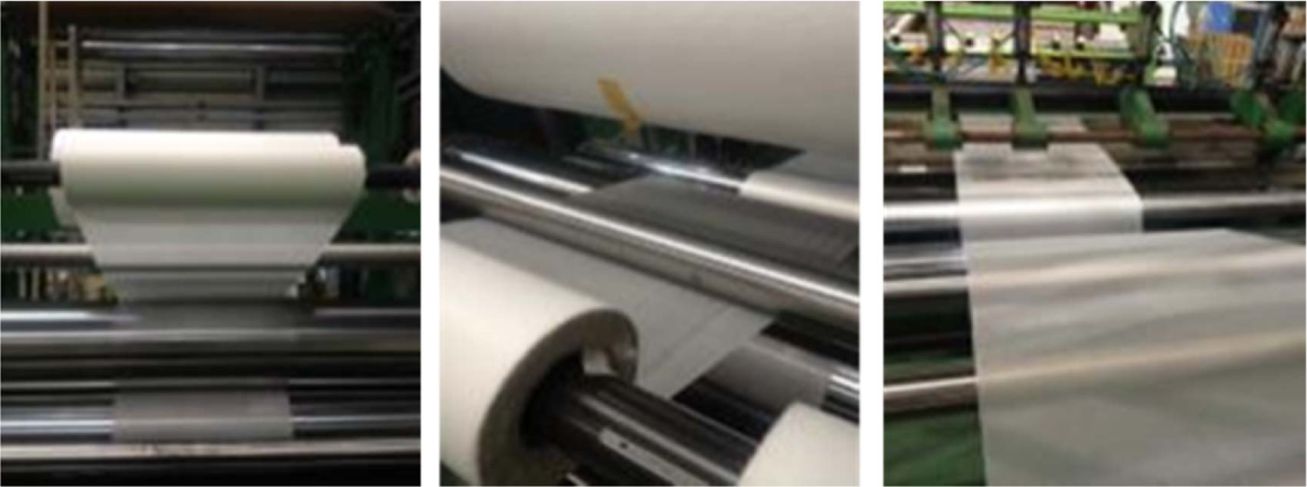
고밀도 극세 LMF-PET 시트를 제조하기 위해서 3 roll calendar 시스템을 사용하여 8 g/m2의 중량으로
제조된 LMF-PET 시트의 압착공정을 수행하였으며 모든 압축 공정은 50 psi의
calendar 압력을 인가한 시스템상에서 3 m/min의 속도로 수행되었다. 3 roll calendar 시스템의 온도는 상부 롤(up
roll)은 180oC, 하부 롤(down roll)은 190oC로 각각 조정하였으며 롤러간의
사이 간격은 0.001 mm로 조정하여 균일한 두께를 가지는 고밀도 극세 LMF-PET 시트를 제조하였다. 3 roll calendar를 통한
압축공정은 Fig. 1에서 보여진다.
압축공정 후 변화된 LMF-PET 시트의 두께를 측정한 결과
처리 전에 35.3 μm였던 두께가 14.7 μm로 감소한 것을 확인함으로써 해당 공정을 통해 LMF-PET 시트가 고밀도화 된 것을 확인하였다.
2.3 평가 방법
LMF의 복합화가 제조된 LMF-PET 시트의 표면/내부 구조에 미치는 영향을 확인하기 위해 모세관 유동
포로 메트리(Capillary flow porometry: CFP-1100 AEX-FL, Porous Materials, Inc, USA)를 사용하여
조사하였다. 기공율 및 투과율을 확인하기 위한 평가는 ASTM F 316(Bubble point method) 규정에 따라 조사하였다. 또한 표면
구조의 변화를 시각적으로 확인하기 위해서 전계방사형 주사전자현미경(Field Emission Scanning Electron
Microscope: FE-SEM, JSM-6701F, JEOL, Japan)을 사용하여 조사하였다. LMF-PET 시트의 기계적 물성은 만능재료시험기(Universal
Testing Machine: UTM, 5567A, Instron, USA)을 사용하여 조사하였으며 측정조건은 ASTM D5035에 명기된 조건으로 실험을 수행하였다. 이때 모든 인장시편은
150 mm의 길이와 25 mm의 폭을 갖도록 커팅하여 상∙하부 그립에 물려 300 mm/min의 인장속도 하에서 파단이
발생할 때까지 실험을 수행하였다.
|
Fig. 1 3-roll calendar compression process system |
3.1 저 융점 섬유가 PET 시트의 수축 및 기계적 물에 미치는 영향
습식공정을 통한 고분자 시트의 제조공정에서 모제 섬유간의 약한 계면결합력은 건조과정에서 용매의 휘발에 의해 분산된 섬유간에 응집이 발생해
수축현상을 야기해 제조된 시트의 구조가 파괴되는 주요한 공정상의 문제점을 야기한다. 본 연구에서 모제인 PET 섬유간의 계면접합 특성을 향상시키기 위해 복합화 시킨 LMF가 최종적으로 제조된 PET 시트의 기계적 물성 및 수축현상에 미치는 영향을 확인하기 위해 건조 후 제조된 PET 시트의 표면형상을 확인하였다.
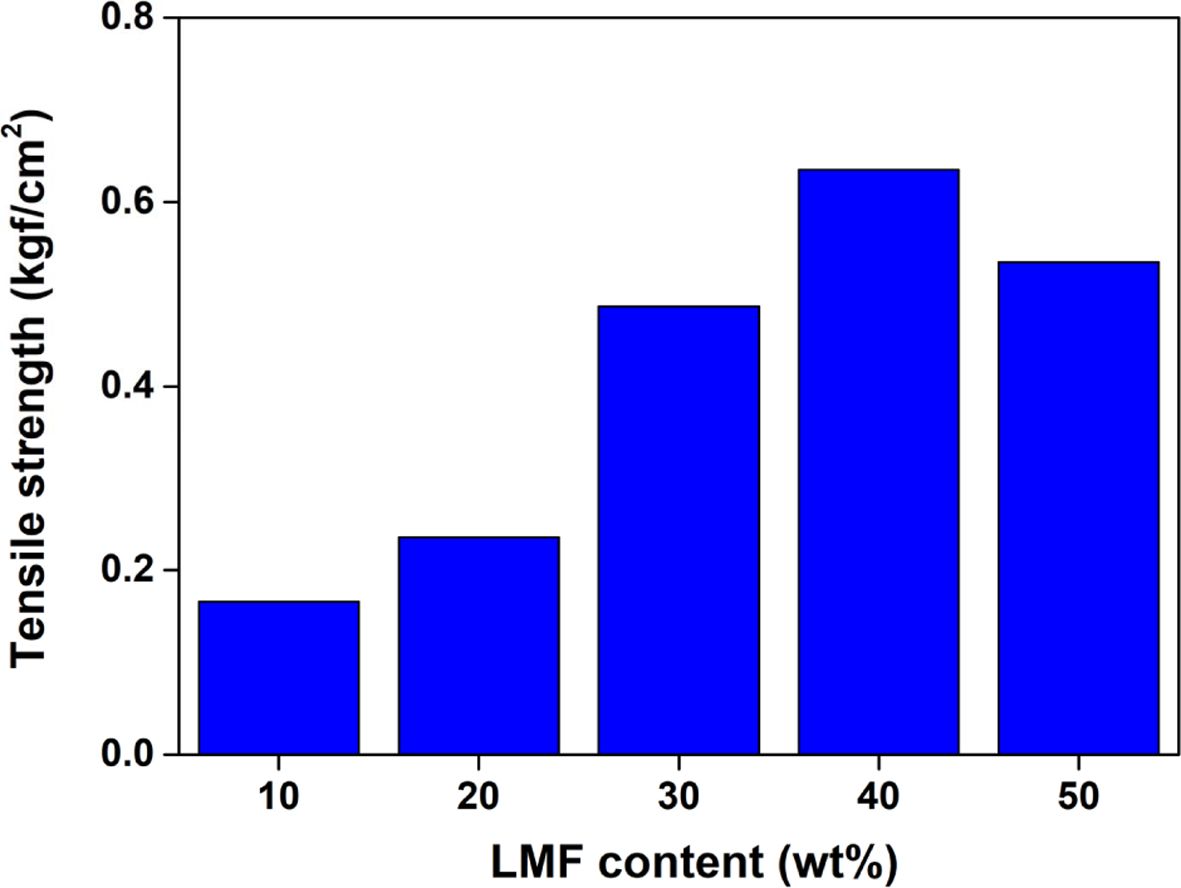
Fig. 2는 LMF의 복합화 함량을 10에서 50 wt%까지
점차적으로 증가시키면서 조사한 인장강도 결과를 보여준다. Fig. 2의 결과에서 확인할
수 있듯이 LMF의 복합화 함량이 증가함에 따라 인장강도가 증가하는 것을 확인할 수 있으며, 40 wt%의 LMF를 복합화한 PET 시트가 가장 우수한 인장강도 값을 나타내었다. 이는 열 건조과정에서 용융된 LMF가 PET 섬유 네트워크 사이에서 접착제와 같은 역할을
해 섬유간에 강한 결합성이 생겨 건조과정에서 발생하는 수축현상을 억제해 지절현상을 일으키지 않을 뿐만 아니라 향상된 섬유간의 겹합력에 의해 섬유간에
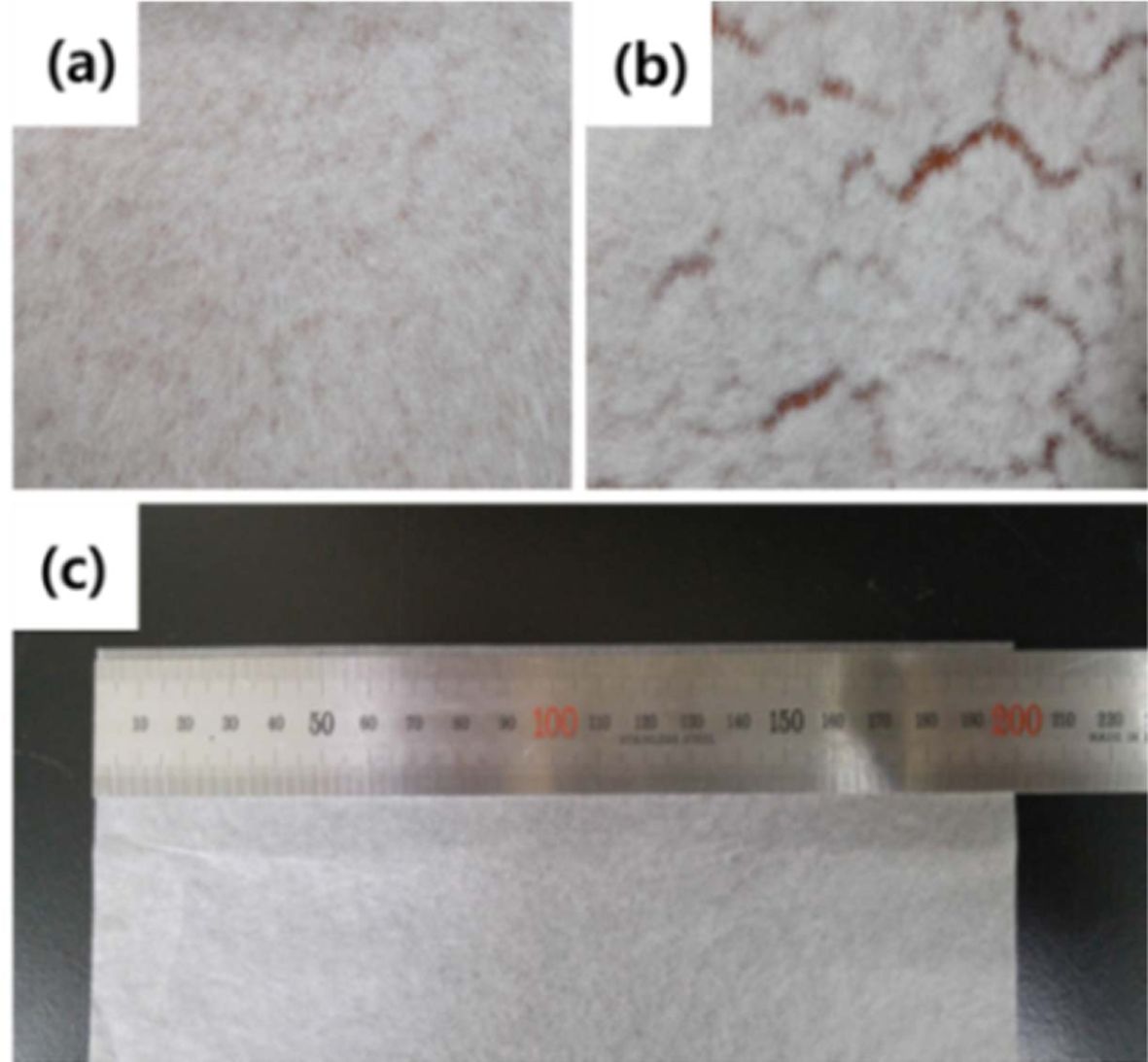
슬립현상이 발생하지 않기 때문인 것으로 고려된다[16,17]. 반면 50 wt%의 LMF를 첨가한 경우 기계적 물성이 감소하는 현상을 보여주었는데
이는 Fig. 3(a)와 (b)의 결과에서 확인할 수 있듯이
LMF가 PET 네트워크와 결합을 형성하지 못하고 LMF간에 응집이 발생하면서 PET섬유간의 네트워크 구조를
파괴하고 건조과정에서 지절현상이 발생하기 때문에 나타난 현상으로 고려된다. 따라서 본 연구에서 수행된 압축공정을 통한 기계적 물성의 증가는
40 wt%의 LMF를 복합화한 LMF-PET 시트를 사용하였다.
또한 40 wt%의 LMF 포함하여 PET 시트를 제조한 경우 건조
후에도 강한 계면결합 특성 때문에 우수한 치수 안정성을 보여주었다. LMF-PET의 치수 안정성을 확인하기 위해서 100oC 온도 조건에서 24시간,
48시간 후에 치수를 확인하여 변화율을 확인 하였으며 조사된 결과는 Table 1에서 보여진다. 열처리전과 비교하여 24시간 후에 0.7 mm
감소하였으며 48시간 후에도 0.7 mm의 동일한 치수감소를 나타내었다. 이와 같은 결과를 통해서 LMF-PET의 경우 수축현상에 의한 지절현상
감소뿐만 아니라 PET네트워크의 섬유간을 LMF가 연결하여 결합특성을 향상시켜 치수안정성을 향상시킬 수 있음을 확인하였다[17].
3.2 압축공정이 표면구조에 미치는
영향
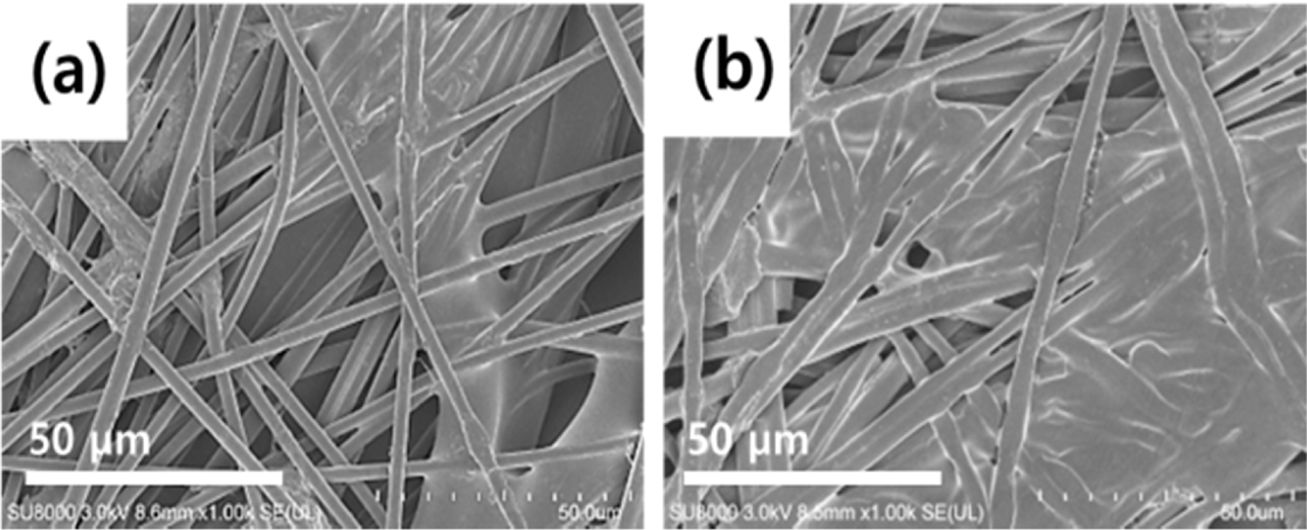
압축공정을 통해 LMF-PET 시트를 고밀도화 한 후 변화된 표면구조를 확인하기 위해서
FE-SEM을 통해 확인하였다. 조사된 압연공정 전과 후의 FE-SEM 사진은 Fig. 4에서 보여진다. Fig. 4의 결과에서 확인할
수 있듯이 압축공정을 통해 고밀도화를 진행한 경우 LMF-PET 시트 표면의 기공의 분포율이
감소하는 것을 확인할 수 있으며, LMF가 PET 섬유 네트워크를 따라 표면을 뒤덮으며 연결된 구조를 가지는 것을 확인하였다.
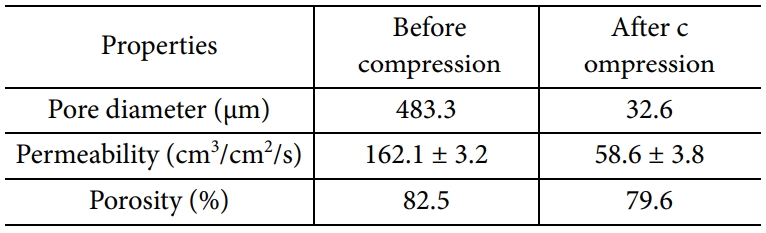
고밀도화 전과 후의 표면 및 내부의 기공구조의 변화와 통기율의 변화는 Capillary flow porometry를 통해 측정하였으며
조사된 결과를 통해 계산된 기공크기, 통기성 및 기공율은 Table 2에 기재하였다. Table 2에서 확인할 수 있듯이 압축공정전과 비교하여
압축공정 후 LMF-PET시트에 미세기공 형성율이 증가하여 평균 기공의 직경이 483.3 μm에서 32.6 μm로 약 15배 감소하는 내부구조의
변화를 보여 주었다. 압축공정을 통해 LMF-PET 시트가 고밀도화 되며 향상된
내부의 미세 기공구조는 결과적으로 LMF-PET 시트의 통기율의 변화를
야기하여 최종적으로 압축공정 후 초기 LMF-PET 시트의 통기율과 비교하여
약 64% 감소한 결과를 나타내었다.
하지만 Table 2에서 보여지듯이 고밀도화를 위한 압축 공정이 제조된 LMF-PET 시트의 전체 공극률에는 큰 영향을 미치지 않은
것으로 확인되었다. 이는 압축공정을 통한 고밀도화 공정이 LMF-PET 시트 상부표면을 구성하는
섬유간의 접합 및 압착에 의해 내부기공 직경의 감소를 야기해 결과적으로 투과율은 감소하지만 형성된 내부의 전체 기공율에는 영향을 미치지 않아 높은
공극률을 가지는 고 가스차단특성을 갖는 고분자 시트를 제조할 수 있음을 확인하였다.
3.3 압착공정이 기계적 물성에
미치는 영향
기계적 물성 측면에서 PET 섬유 네트워크 골격에 표면에 형성된 LMF에 의한 개개의
섬유간의 계면결합력의 향상은 하중 인가 시 구조체 내에 응력 집중을 야기하는 거대 기공구조의 분포율을 감소시켜 제조된 LMF-PET 시트의 기계적
물성을 향상시키는 주요한 요인으로 작용하였다.
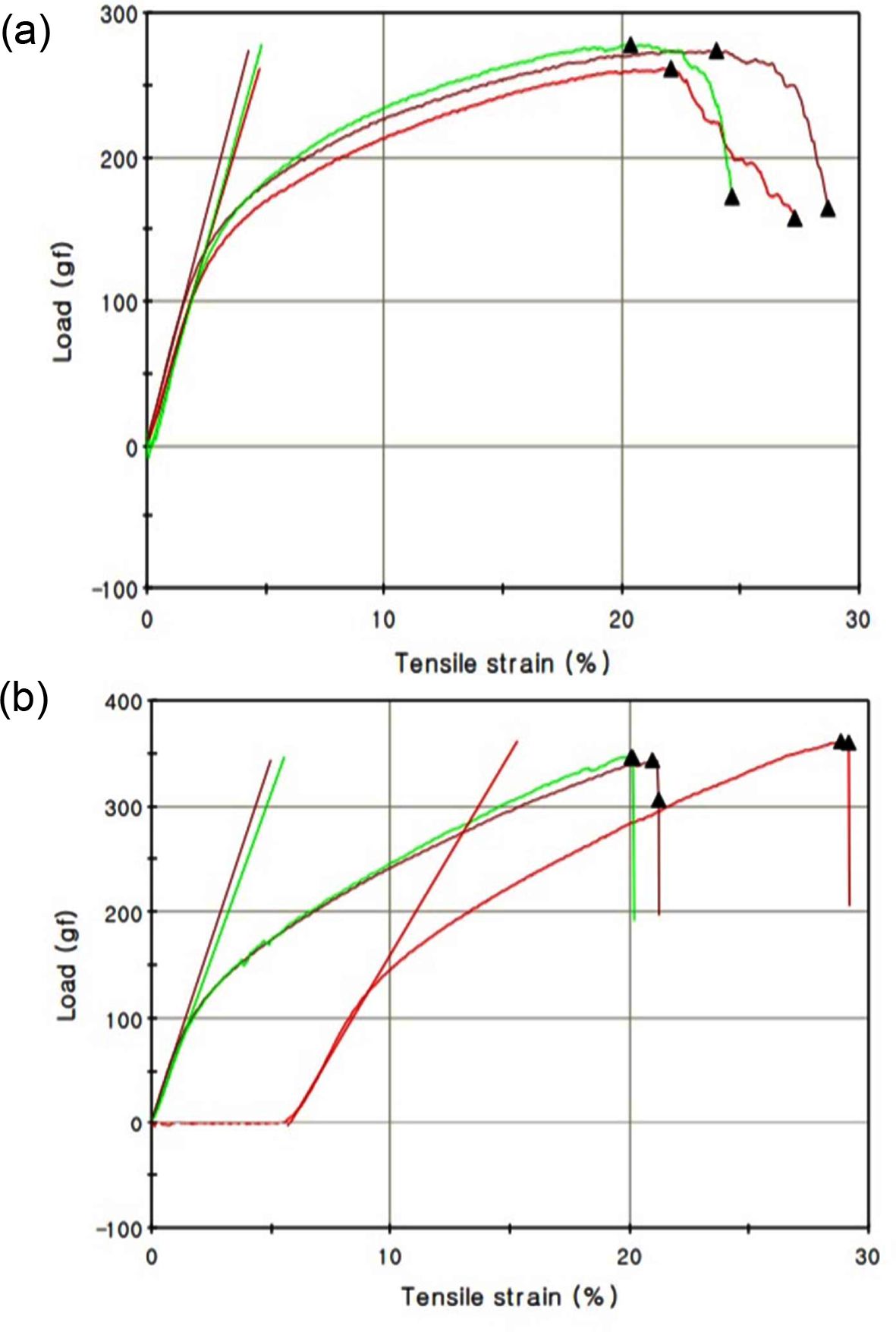
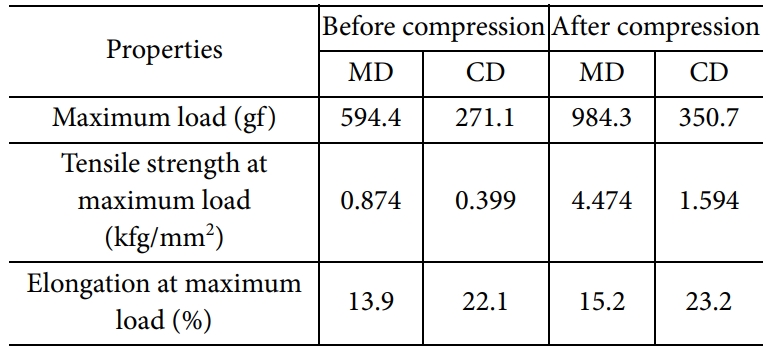
Fig. 5는 압축공정 전과 후의 LMF-PET 시트의 Stress-Strain 그래프를 보여주며, 이 결과를 통해 계산된 최대하중, 강도 및 신율은 Table 3에서 보여진다. 기계적
물성의 변화는 랜덤 한 방향으로 전파되는 하중에 대한 소재의 기계적 물성을 평가하기 위해서 MD(Machine direction)와
CD(Cross-machine direction)로 2가지 축의 방향으로 구분하여 조사되었다.
Table 3에서 확인할 수 있듯이 압축공정을 통한 고밀도화 이전과 이후의 결과값을 비교 시 압축공정 후 LMF-PET 시트의 기계적 물성이 크게 향상되었음을 확인하였다. MD축
측면에서 압축공정을 통한 고밀도화를 통해서 인장강도는 약 410% 향상된 4.47 kfg/mm2, CD축으로는 약 300% 향상된 1.59 kfg/mm2의 값을 나타내었다. 이는
압축공정에 의해 LMF-PET 시트가 고밀도화 되면서 거대 기공의 미세기공화에 따른 응력 집중 점의
밀도감소 및 LMF가 인접한 PET섬유간을 접합시킴으로 인해
향상된 계면 결합력과 이에 따른 인가하중 전달의 용이성으로 인해 증가한 것으로 고려된다[18-21]. 또한
압축공정에 의한 기계적 물성 향상은 제조된 LMF-PET 시트의 신율을 감소를 야기 하지 않으면서 기계적
물성을 크게 향상시켰다. 이는 제조된 시트의 신율을 유지함으로써 차후
roll-to-roll 공정 및 기타 고분자 시트 가공 공정 중에 소재의 파괴를 야기하지 않는 큰 공정상의 이점을 줄 것으로 고려된다.
|
Fig. 2 Tensile strength of LMF-PET sheet with increasing the
LMF content |
|
Fig. 3 Shrinkage behavior of prepared PET sheet: (a) 50 wt%
LMF combined PET sheet and (b) 60 wt% LMF combined
PET sheet, and size stability of LM-PET sheet after thermal treatment (Temperature: 110o
C, time: 48 h) |
|
Fig. 4 FE-SEM image of LM-PET sheet: (a) before compression
process and (b) after compression process |
|
Fig. 5 Mechanical properties of LM-PET Sheet: (a) before compression process and (b) after compression process |
|
Table 1 Diameter of LM-PET sheet after thermal treatment with
increasing the holding time (Treatment temperature:
110oC) |

|
Table 2 Pore diameter, permeability and porosity of LMF-PET
Sheet before and after compression process |
|
Table 3 Mechanical properties of LM-PET Sheet before and after
compression process |
본 연구에서는 저 융점 PET 섬유의 복합화 및 압축공정을 통한 고밀도화를 통해
PET 시트의 기계적 물성 및 치수안정성을 향상시킬 수 있는 공정기술을 개발하고자 하였다. LMF를
PET와 복합화 시 열 건조 과정에서 용융된 LMF가 PET 섬유 네트워크간을 연결하여
섬유간의 계면 결합력을 향상시켜 소재 자체의 신율은 유지하면서 약 410% 향상된 인장강도 값을 나타내었다. 또한 향상된 계면 결합력으로 인해
PET 섬유 네트워크의 수축현상을 방지해 결과적으로 제조된 LMF-PET 시트가 110oC에서 장시간 노출된 환경임에도 불구하고 우수한 치수 안정성을 보여주었으며, 내부기공구조의 변화에 의해
가스투과율이 급격하게 감소하는 결과를 보여주었다. 본 연구에서 개발된 LMF-PET 시트는 뛰어난 치수안정성과 우수한 기계적 물성을 가지면서 대량생산이
용이해 광범위한 산업분야 전반에서 그 응용가능성이 주목될 것으로 고려된다.
- 1. Baek, Y.-M., Shin, P.-S., Kim, J.-H., Park, H.-S., Kwon, D.-J., and Park, J-M., “Comparison of Mechanical and Interfacial Proper-ties of Carbon Fiber Reinforced Recycled PET Composites with Thermoforming Temperature and Time,” Composites Research, Vol. 30, No. 3, 2017, pp. 175-180.
- 2. Sun, S., Wang, L., Song, P., Ding, L., and Bai, Y., “Facile Fabrication of Hydrolysis Resistant Phosphite Antioxidants for High-performance Optical PET films Via in situ Incorporation,” Chemical Engineering Journal, Vol. 328, No. 15, 2017, pp. 406-416.
-

- 3. Choi, S.H., and Yoon, S.H., “Prediction of Long-term Viscoelastic Performance of PET Film Using RH-DMA,” Composites Re-search, Vol. 32, No. 6, 2019, pp. 382-387.
- 4. Mallakpour, S., and Behranvand, V., “Recycled PET/MWCNT-ZnO Quantum Dot Nanocomposites: Adsorption of Cd(II) ion, Morphology, Thermal and Electrical Conductivity Properties,” Chemical Engineering Journal, Vol. 313, No. 1, 2017, pp. 873-881.
-
- 5. Lee, J.G., Park, S.H., and Kim, S.H., “Investigation of Properties of the PET Film Dependent on the Biaxial Stretching,” Polymer (Korea), Vol. 34, No. 6, 2010, pp. 579-587.
-
- 6. Joshi, A.S., Lawrence, J.G., and Coleman, M.R., “Effect of Biaxial Orientation on Microstructure and Properties of Renewable Co-polymers of Poly(ethylene terephthalate) with 2,5-Furandicaboxylic Acid for Packing Application,” ACS Applied Polymer Materials, Vol. 1, No. 7, 2019, pp. 1798-1810.
-
- 7. Yoshida, H., “Influence of Voids on the Interlaminar Shear Strength of Carbon Fiber Reinforced Plastics,” Advanced Composite Materials, Vol. 3, No. 2, 1993, pp. 113-122.
-
- 8. Han, S.-H., Lee, J.-W., Kim, J.-S., Kim, Y.-M., Kim, W.-D., and Um, M.-K., “A Study on Manufacturing Method of Standard Void Specimens for Non-destructive Testing in RFI Process and Effect of Void on Mechanical Properties,” Composites Research, Vol. 32, No. 6, 2019, pp. 395-402.
- 9. Saenz-Castillo, D., Martín, M.I., Calvo, S., Rodriguez-Lence, F., and Gűemes, A., “Effect of Processing Parameters and Void con-tent on Mechanical Properties and NDI of Thermoplastic Composites,” Composites Part A: Applied Science and Manufacturing, Vol. 121, 2019, pp. 308-320.
-
- 10. Zekriardehani, S., Jabarin, S.A., Gidley, D.R., and Coleman, M.R., “Effect of Chain Dynamics, Crystallinity, and Free Volume on the Barrier Properties of Poly(ethylene terephthalate) Biaxially Oriented Films,” Macromolecules, Vol. 50, No. 7, 2017, pp. 2845-2855.
-
- 11. Liu, X., Guo, R., Shi, Y., Deng, L., and Li, Y., “Durable, Washable, and Flexible Conductive PET Fabrics Designed by Fiber Interfacial Molecular Engineering,” Macromolecular Materials and Engineering, Vol. 301, No. 11, 2016, pp. 1383-1389.
-
- 12. Sharma, S.K., and Misra, A., “The Effect of Stretching Conditions on Properties of Amorphous Polyethylene Terephthalate Film,” Journal of Applied Polymer Science, Vol. 34, No. 6, 1987, pp. 2231-2247.
-
- 13. Rodríguez, A.G., Muñoz-Tabares, J.A., Aguilar-Guzmán, J.C., and Vazquez-Duhalt, R., “A Novel and Simple Method for Polyeth-ylene Terephthalate (PET) Nanoparticle Production,” Environmental Science: Nano, Vol. 6, No. 7, 2019, pp. 2031-2036.
-
- 14. Crippa, M., and Morico, B., “Chapter 12-PET Depolymerization: A Novel Process for Plastic Waste Chemical Recycling” Studies in Surface Science and Catalysis, Vol. 179, 2019, pp. 215-229.
-
- 15. Moon, J.J., Park, O.-K., and Lee, J.H., “Development of Hybrid Metals Coated Carbon Fibers for High-Efficient Electomagnetic Interference Shielding,” Composites Research, Vol. 33, No. 4, 2020, pp. 191-197.
-
- 16. Zhang, Y., Tao, W., Zhang, Y., Tang, L., Gu, J., and Jiang, Z., “Continuous Carbon Fiber/Crosslinkable Poly(ether ether ketone) Laminated Composites, Robust Solvent Resistance and Excellent Thermal Stability,” Composites Science and Technology, Vol. 165, No. 8, 2018, pp. 148-153.
-
- 17. Park, O.-K., and Lee, J.H., “Carbon Nanotube-Poly(vinyl alcohol) Hybrid Aerogels: Improvements in the Surface Area and Structural Stability by Internal Morphology Control,” Composites Part B: Engineering, Vol. 144, 2018, pp. 229-236.
-
- 18. Han, K.H., Jang, M.G., Juhn, K.J., Cho, C., and Kim, W.N., “The Effects of Compatibilizers on the Morphological, Mechanical, and Optical Properties of Biaxially Oriented Poly(ethylene ertephtahlate)/Syndiotactic Polystryene Blend Films,” Macromolecular Re-search, Vol. 26, No. 3, 2018, pp. 254-262.
-
- 19. Kim, N.H., Kuila, T., and Lee, J.H., “Enhanced Mechanical Properties of a Multiwall Carbon Nanotube Attached Pre-stitched Gra-phene Oxide Filled Linear Low Density Polyethylene Composite,” Journal of Materials Chemistry A, Vol. 2, No. 8, 2014, pp. 2681-2689.
-
- 20. Kuila, T., Bhadra, S., Yao, D., Kim, NH., Bose, S., and Lee, J.H., “Resent Advances in Graphene based Polymer Composites,” Pro-gress in Polymer Science, Vol. 35, No. 11, 2010, pp. 1350-1375.
-
- 21. Park, O.-K., Hwang, J.-Y., Goh, M., Lee, J.H., Ku, B.-C., and You, N.H., “Mechanically Strong and Multifunctional Polyimide Nanocomposites using Aminophenyl Functionalized Graphene Nanosheets,” Macromolecules, Vol. 46, No. 9, 2013, pp. 3505-3511.
-
 This Article
This Article
-
2020; 33(5): 282-287
Published on Oct 31, 2020
- 10.7234/composres.2020.33.5.282
- Received on Aug 26, 2020
- Revised on Sep 8, 2020
- Accepted on Sep 11, 2020
Services
Shared
Correspondence to
- Ok-Kyung Park***, Nam Hoon Kim**
-
** Department of Nano Convergence Engineering, Jeonbuk National University, Jeonju, Korea
*** Carbon Nano Convergence Technology Center for Next Generation Engineers (CNN), Jeonbuk National University, Jeonju, Korea - E-mail: okpark@jbnu.ac.kr, nhk@jbnu.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr