





- Effect of Fabricating Temperature on the Mechanical Properties of Spread Carbon Fiber Fabric Composites
Jong Hyun Eun*, Jae Won Gwak*, Ki Jung Kim*, Min Seong Kim*, Sun Min Sung*, Bo Kyoung Choi*, Dong Hyun Kim*, Joon Seok Lee*†
* Department of Fiber System Engineering, Yeungnam University, Gyeongsan 38541, Korea
*† Department of Fiber System Engineering, Yeungnam University, Gyeongsan 38541, Korea- 스프레드 탄소섬유 직물 복합재료의 성형온도에 따른 기계적 특성에 관한 연구
은종현* · 곽재원* · 김기정* · 김민성* · 성선민* · 최보경* · 김동현* · 이준석*†
In this paper, we have studied the mechanical
properties of thermoplastic carbon fiber fabric composites with spread
technology and compression molding temperature were investigated. Carbon fiber reinforcement
composites were fabricated using commercial carbon fiber fabrics and spread
carbon fiber fabrics. Mechanical properties of the commercial carbon fiber
composites (CCFC) and spread carbon fiber composites (SCFC) according to
compression molding temperatures were investigated. Thermal properties of the
polypropylene film were examined by rheometer, differential scanning
calorimetry, thermal gravimetric analysis. Tensile, flexural and Inter-laminar
shear test. Commercial carbon fiber reinforcement composites and spread carbon
fiber composites were fabricated at 200~ 240°C above the melting temperature of
the polypropylene film. Impregnation properties according to compression
molding temperature of the polypropylene film were investigated by scanning
electron microscopy. As a result, as the compression molding temperature was
increased, the viscosity of the polypropylene film was decreased. The
mechanical properties of the compression molding temperature of 230°C spread carbon fiber composite was superior.
본 연구에서는 스프레드 기술이 적용된 열가소성 탄소섬유 복합재료의 성형 온도에 따른 기계적 특성과
폴리프로필렌 필름의 열적 특성에 대해 조사하였다. 스프레드 기술이 적용된 탄소섬유 직물과 범용 탄소섬유
직물로 탄소섬유 강화 복합재료를 제작하였고, 시차 열량 주사계(DSC),
열 중량 분석법(TGA), 점도계를 사용하여 폴리프로필렌 필름의 열적 특성을 측정하였다. 인장, 굽힘, 층간 전단
실험을 통해 복합재료 성형 온도 조건에 따른 스프레드 탄소섬유 복합재료(SCFC)와 범용 탄소섬유 복합재료(CCFC)의 기계적 특성을 확인하였다. 폴리프로필렌 수지의 융점 이상인 200~240oC 구간에서 복합재료를 제작하였으며, 주사
전자 현미경(SEM) 분석을 통해 성형 온도 조건에 따른 열가소성수지의 함침성을 관찰하였다. 그 결과, 성형 온도가 증가함에 따라 폴리프로필렌 수지의 점도가
감소하여 함침성이 향상되었으며, 230oC 성형 온도 조건에서 기계적 특성이 가장
우수한 것을 확인하였다.
Keywords: 탄소섬유(Carbon fiber), 열가소성 복합재료(Thermo-plastic composite material), 스프레드 탄소섬유(Spread carbon fiber), 기계적 물성(Mechanical properties), 압축성형(Compression molding)
탄소섬유 강화복합재료는 우수한 비강도 및 비강성, 경량성, 내피로성 및 내약품성을 가진 전도 유망한 소재이다[1]. 그 중 열가소성
수지를 사용한 탄소섬유 강화복합재료(Carbon fiber Reinforced Thermoplastic Plastics)는 열경화성 탄소섬유 강화복합재료(Carbon
fiber Reinforced Thermoset Plastics)에 비해 생산 비용이 적고, 유지 및 보수가 용이한 장점이 있다.
이러한 특징으로 인해 건축, 토목, 선박, 스포츠 용품, 자동차 및 의료기기 등 경량화가 요구되는 산업에 널리 사용되고 있다[2-5].
하지만 열가소성 수지의 높은 점도로 인해 수지의 흐름성이 낮아 고온에서 복합재료를 제조해야 하며 섬유 함침이 제한적이다. 이러한 문제점을
해결하기 위해 수지와 섬유의 거리를 좁히거나, 섬유 형태의 수지와 강화재인 섬유를 합사하는 코밍글법(Comingled)을 통해 수지 의 함침 거리를
최소화하는 방법이 있고, 비교적 점도가 낮은 모노머 상태의 열가소성 수지를 사용하여 성형 도중 모노머를 폴리머로 중합하는 방법, 용매를 사용하여
수지를 용해시키는 방법 등이 있다[6]. Bernet 등은 방사된 Polyamide 12와 탄소섬유를 합사하여 열가소성 탄소섬유 복합재료를 제조하여
기계적 특성, 형상 인자와 고화 속도의 관계에 대해 연구하였다[7].
스프레드 기술은 압력이나 공기를 사용하여 탄소섬유 토우(Tow)를 펼쳐주는 기술로, 기존의 탄소섬유에 적용하면 토우의 비표면적을 넓게
하여, 수지와 섬유의 함침 거리를 줄일 수 있다. 함침 거리를 줄이게 되면 제조 시간이 줄어들고, 수지 유동에 의한 섬유의 변형을 막을 수 있다[8-10].
Park 등은 스프레드 기술을 적용하여 제조한 열가소성 탄소섬유 복합재료의 기계적 특성과 기공 함유량을 평가하였고, 일반 탄소섬유 복합재료에 비해
스프레드 기술을 적용한 탄소섬유 복합재료의 섬유 함유량이 적음에도 높은 기계적 특성을 보임을 제시하였다[11].
본 연구에서는 온도에 따른 폴리프로필렌 필름의 유동성을 확인하기 위하여 점도계를 사용하여 필름의 점도를 측정하였고, DSC, TGA
분석을 통해 융점과 열분해온도와 같은 열적 특성을 조사하였다. 또한 열가소성 복합재료를 200°C, 210°C, 220°C, 230°C,
240°C의 다양한 성형 온도 조건으로 제작 한 후 기계적 물성을 측정하였다. 성형 온도에 따른 열가소성 복합재료의 함침성을 SEM 분석을 통해
정성적으로 확인하였다.
2.1 재료
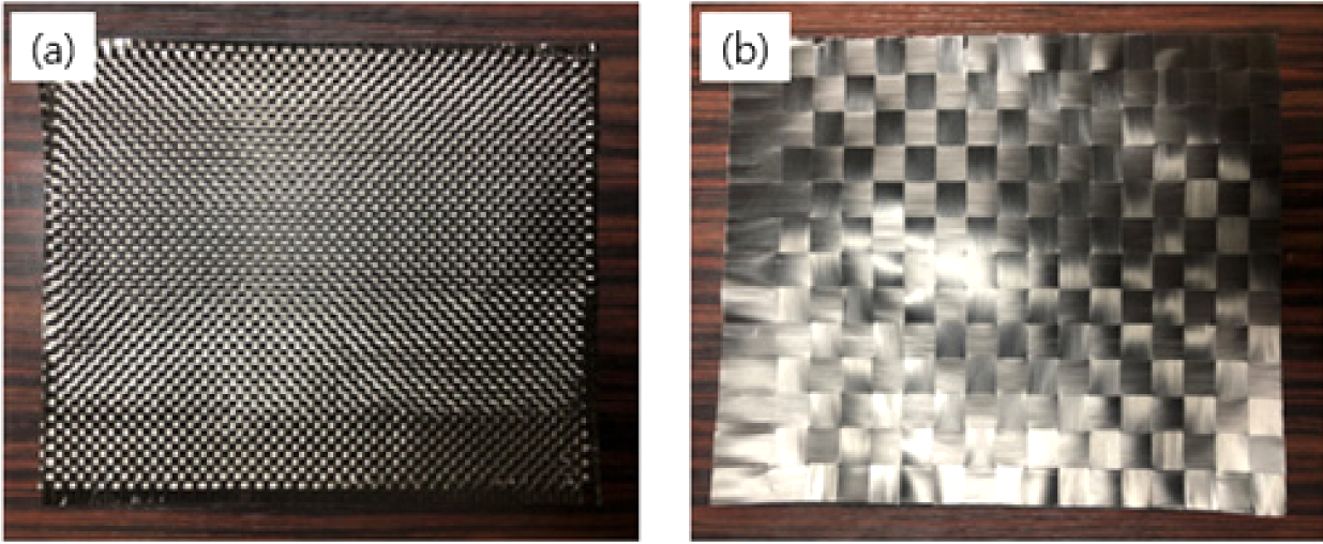
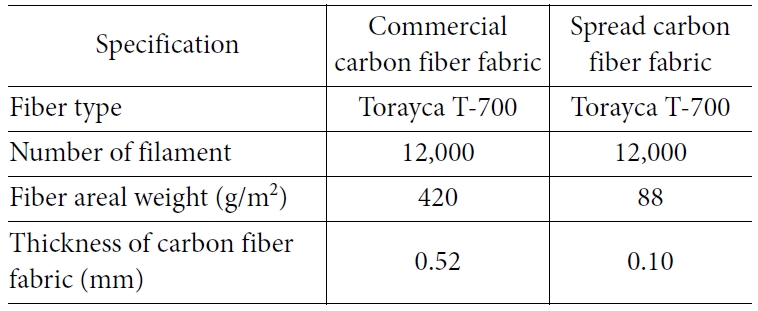
범용 탄소섬유 직물은 TORAY사의 T700 12K 탄소섬유 평직, 토우 폭 6 mm, 섬유 면적당 무게(Fiber
areal weight) 420 g/m2, 직물두께 0.52 mm를 사용하였으며, 스프레드
탄소섬유 직물은 TORAY사의 T700 12K 탄소섬유 평직, 탄소섬유 토우 폭 18 mm, 섬유 면적당 무게(Fiber
areal weight) 88 g/m2, 직물두께 0.1 mm였다.
실험에 사용된 열가소성 수지는 (주)삼영 화학의 폴리프로필렌 필름을 사용하였으며, 필름의 상세사항은 밀도 0.91 g/cm3,
단위 면적당 무게 12.6 g/m2, 두께 0.02 mm이다. Fig. 1 (a),(b)에 실험에 사용한 범용 탄소섬유 직물과 스프레드 탄소섬유 직물을 나타내었고, Table 1에 범용 탄소섬유 직물과 스프레드
탄소섬유 직물의 상세 사항을 나타내었다.
2.2 열가소성 섬유 강화 복합재료 제조
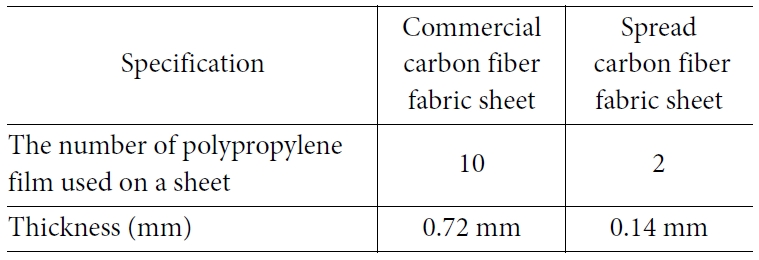
범용 탄소섬유 직물과 스프레드 탄소섬유 직물에 폴리프로필렌 필름을 적층하여 복합 쉬트를 제조하였다. 범용 탄소섬유 직물로 제작된 복합
쉬트(Commercial carbon fiber fabric sheet)의 경우 두께가 약 1 mm, 스프레드 탄소섬유 직물로 제작된 복합 쉬트(Spread carbon fiber fabric sheet)의 두께가 약 0.26 mm였으며, 복합 쉬트와
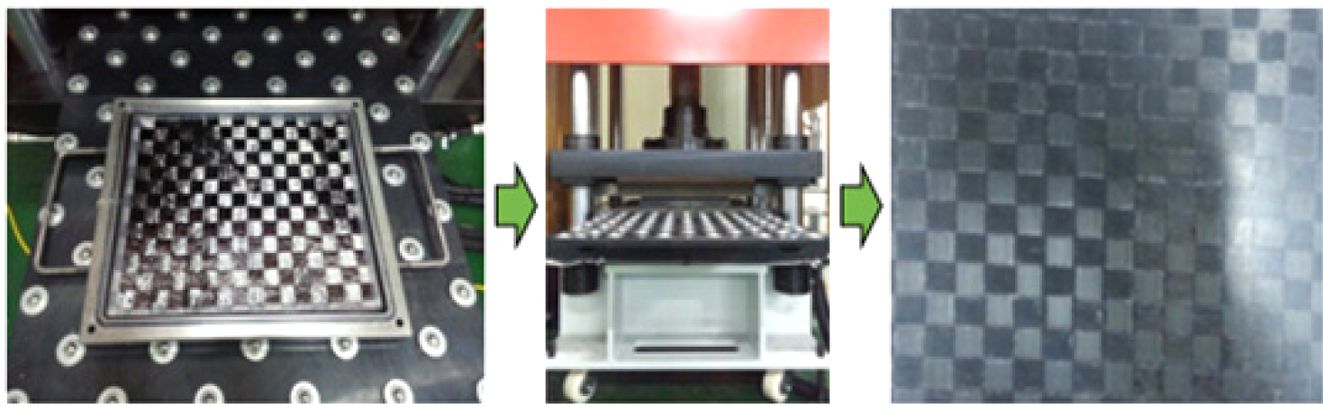
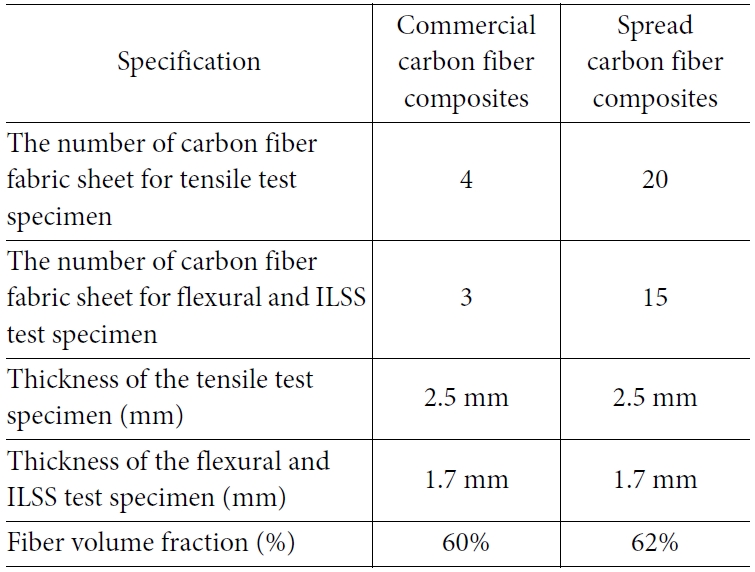
관련된 상세 사항을 Table 2에 나타내었다. 그 후, 열압기(MHP10-SP, Young-Shin. Co., Korea)를 이용해 복합 쉬트를 압축 성형을 하였다. 성형 조건은 200°C,
210°C, 220°C, 230°C, 240°C의 온도, 21.3 MPa의 압력으로 20분동안
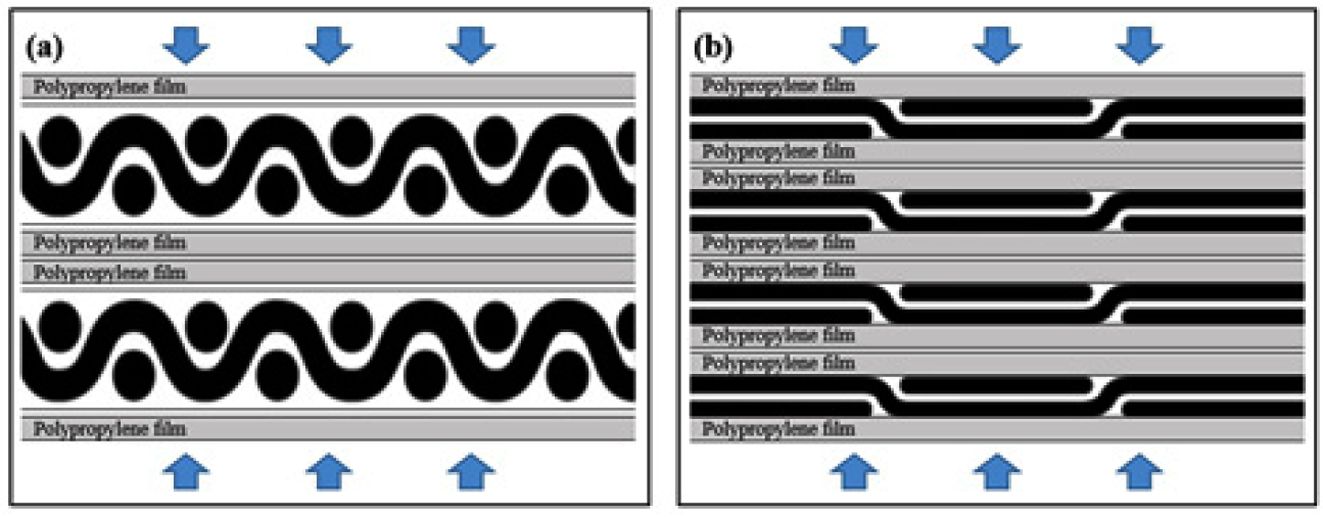
가압하여 열가소성 복합재료를 제작하였으며 복합재료와 관련된 상세 사항을 Table 3에 나타내었다. 또한 Fig. 2, 3에 열가소성 탄소섬유 복합재료의 제작 과정을 모식도와 사진으로 표현하였다.
2.3 폴리프로필렌 필름과 열가소성 복합재료의 특성 분석
2.3.1 폴리프로필렌 필름 DSC 분석
폴리프로필렌 필름의 용융점을 확인하기 위하여 시차 열량 주사계(Q200, TA Instruments, USA)를 사용하여 분석을 진행하였다.
시료는 4~5 mg의 중량으로 60~185°C의 온도범위, 10 °C/min의 승온 속도로
질소분위기하에서 분석하였다.
2.3.2 폴리프로필렌 필름 TGA 분석
폴리프로필렌 필름의 열분해온도를 확인하기 위하여 위와 동일한 열중량분석기를 사용하여 분석을 진행하였다. 시료는 4~5 mg의 질량으로 25~600°C의 온도범위, 10°C/min의 승온 속도로 질소분위기하에서 분석하였다.
2.3.3 폴리프로필렌 필름 점도 분석
폴리프로필렌 필름의 온도에 따른 점성을 확인하기 위하여, 150~250°C 온도 범위에서 레오미터(ARES, TA Instrument, USA)를 사용하여 점도 측정을 진행하였다. 5개의 시험편으로
온도에 따른 점도를 측정하였다.
2.3.4 열가소성 복합재료의 인장 강도 분석
범용 탄소섬유 복합재료와 스프레드 탄소섬유 복합재료의 인장 특성을 확인하기 위하여 ASTM D-3039에 준하여 길이 250 mm, 폭 25 mm, 두께 2.5 mm의 크기로 절단하였으며,
Gauge length를 175 mm, 시험 속도는 2 mm/min으로 설정하여
각 온도조건별로 5개의 시험편에 대한 시험을 진행하였다. 인장 강도(Ftu)는 아래의 식을 통해 계산하였다.

이때, 시편의 Pmax는 파단 하중, A는 평균 단면적을 나타낸다.
2.3.5 열가소성 복합재료의 굽힘 강도 분석
범용 및 스프레드 탄소섬유 복합재료의 굽힘 특성을 확인하기 위하여 ASTM D-790에 준하여 길이 54 mm, 폭 14 mm, 두께 1.7 mm의 크기로 절단하였으며,
Span length는 27 mm, 시험속도는 1.07 mm/min으로 설정하여
각 온도조건별로 5개의 시험편에 대한 시험을 진행하였다. 굽힘 강도(sf)는 아래의 식을 통해
계산하였다.

이때, P는 파단하중, L은 Span length, b와 d는 각각 시험편의 폭과
두께를 나타낸다.
2.3.6 열가소성 복합재료의 층간 전단 강도 분석
범용 탄소섬유 복합재료와 스프레드 탄소섬유 복합재료의 층간 전단 특성을 확인하기 위하여 ASTM D-2344에 준하여 길이 12 mm, 폭 3.2 mm, 두께 1.7 mm의 크기를 갖는 시편에
대해 시험을 진행하였다. Span length는 9.6 mm, 시험 속도는 1 mm/min으로 설정하여
각 온도조건별로 5개의 시험편에 대한 시험을 진행하였다. 층간 전단 강도(Fsbs)는 아래의 식을 통해 계산하였다.

이때, Pm은 최대 하중, b와 h는 각각 폭과 두께를 나타낸다.
2.3.7 SEM (Scanning Electron
Microscope) 측정
범용 및 스프레드 탄소섬유 복합재료의 온도에 따른 수지 함침 정도를 정성적으로 확인하기 위하여 SEM 분석을 통해 시험편의 단면을
40배율, 1000배율로 관찰하였다.
|
Fig. 1 Photograph of the carbon fiber fabric (a) commercial carbon fiber fabric, (b) spread carbon fiber fabric |
|
Fig. 2 Schematic of the carbon fiber reinforced composites (a) CCFC (b) SCFC |
|
Fig. 3 Fabrication process of the thermo plastic composite materials |
|
Table 1 Specification of the commercial carbon fiber fabric and spread carbon fiber fabric |
|
Table 2 Specification of the commercial carbon fiber fabric sheet and spread carbon fiber fabric sheet |
|
Table 3 Specification of the commercial carbon fiber composites and spread carbon fiber composites |
3.1 폴리프로필렌 필름의 열적 특성
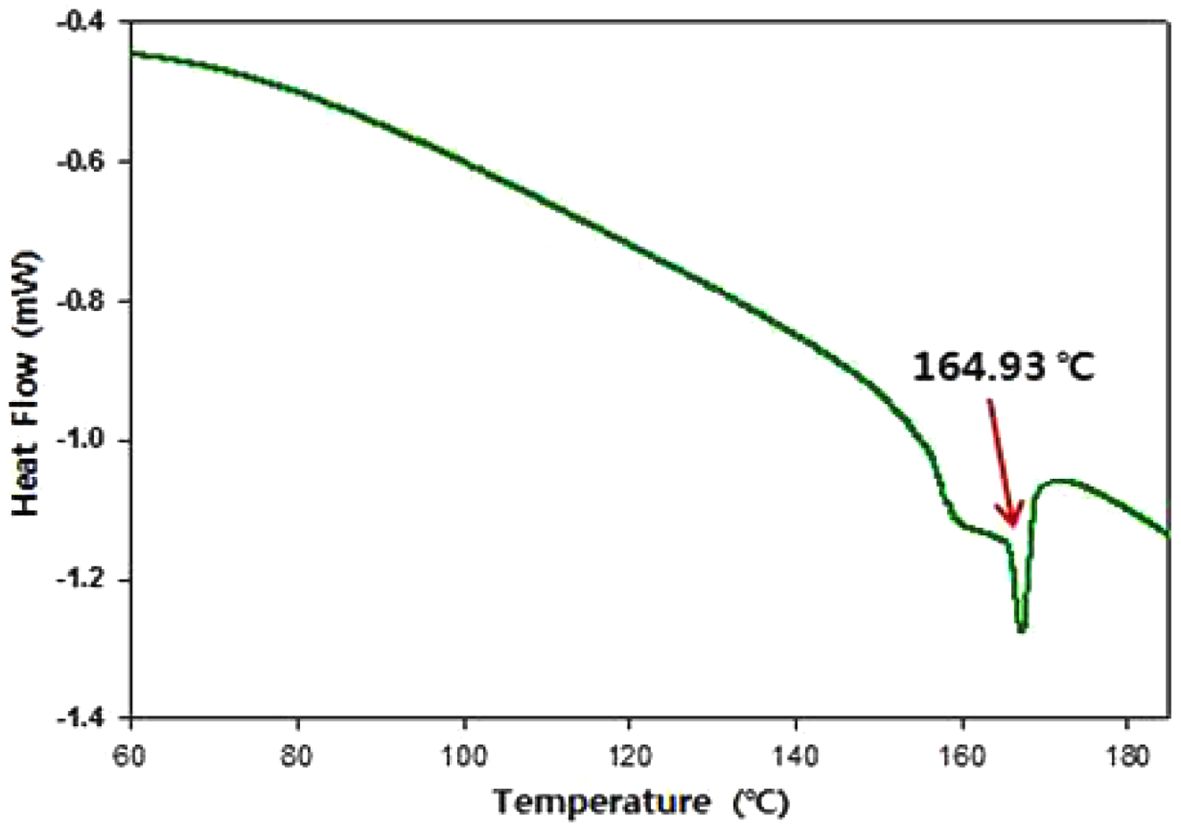
탄소섬유 복합재료의 수지로 사용되는 열가소성 폴리프로필렌 필름의 용융온도, 열분해온도 및 점도를 확인하고 폴리프로필렌을 적용한 열가소성
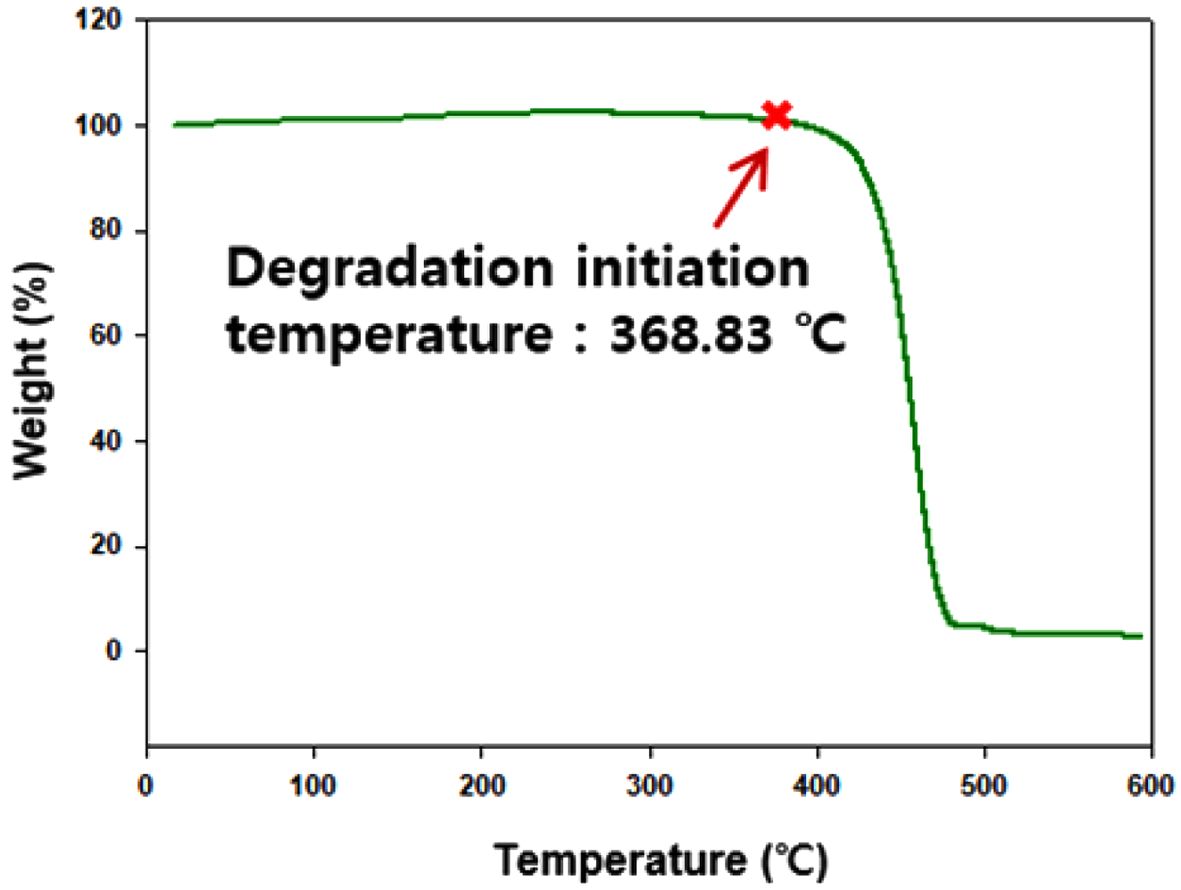
복합재료의 성형 온도조건을 결정하기 위하여 DSC와 TGA, 레오미터 분석을 수행하였다. Fig. 4을 보면 폴리프로필렌 필름의 용융이 164°C 온도 범위에서 일어나는 것을 확인할 수 있었고, Fig. 5를 보면 폴리프로필렌필름의
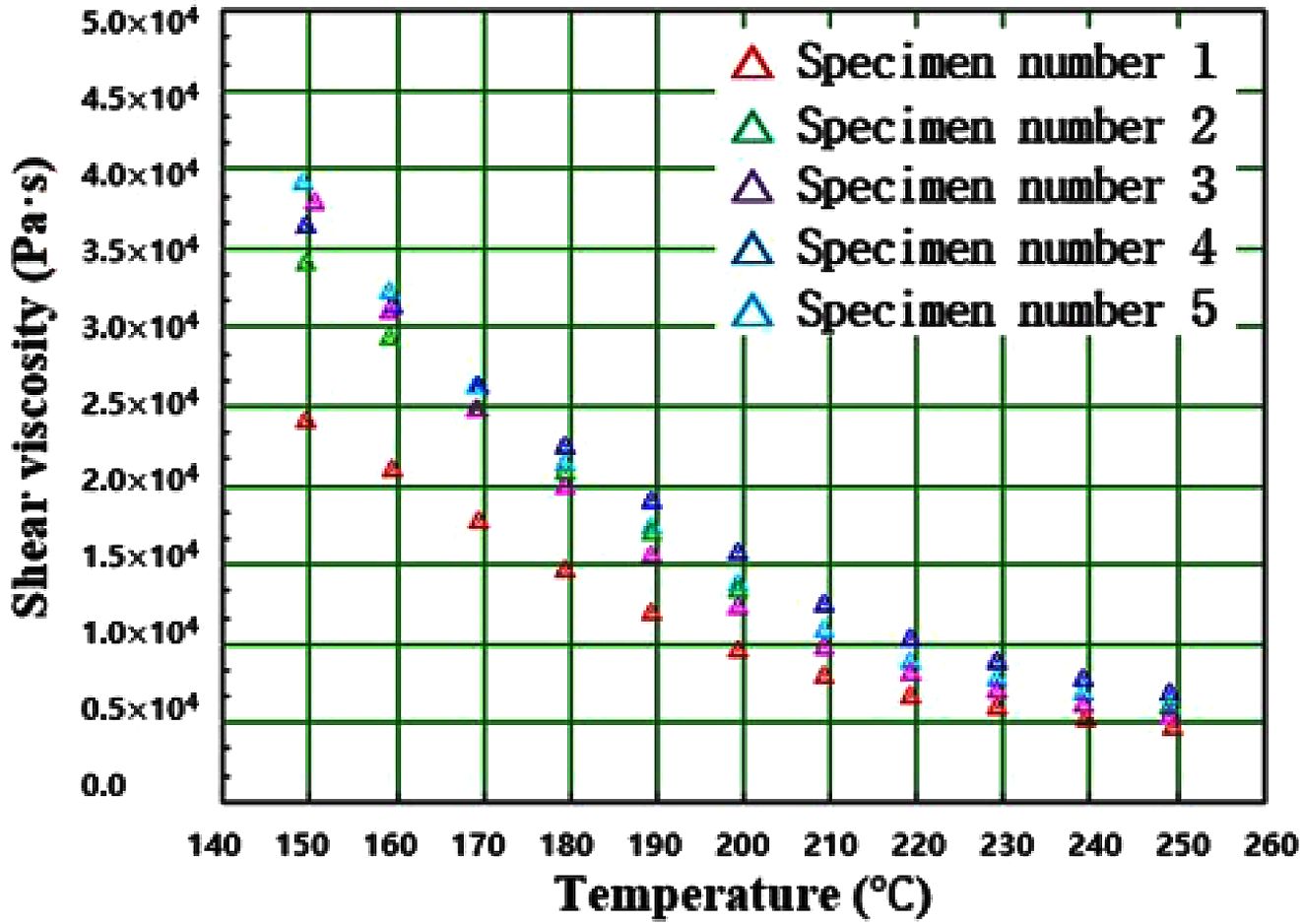
열분해 온도는 약 368°C에서 열적으로 분해되는 것을 확인할 수 있었다. 또한 164~368°C 온도 구간 사이에서 폴리프로필렌 필름의 온도에 따른 점도 특성을 확인하기 위하여 레오미터를 측정하였다. Fig. 6에 온도에 따른 폴리프로필렌 필름의 점도를 나타내었는데, 5개의 동일한 종류의 시험편(specimen 1~5)을 사용하여 분석을 진행하였다. 온도가 증가할 수록 폴리프로필렌 필름의 점도가 떨어지는 것을
확인할 수 있으며, 200°C의 온도부터 점도가 급격하게 감소하기 시작하여 240°C까지 점도가 하락하며, 250°C 이상의 온도에서는 점도에
큰 변화가 없음을 확인하였다. 따라서, 폴리프로필렌을 적용한 열가소성 탄소섬유 복합재료의 성형 온도를 200~240°C로 설정하였다.
3.2 스프레드 탄소섬유 직물을
적용한 열가소성 복합재료의 기계적 물성
범용 탄소섬유 직물과 스프레드 탄소섬유 직물을 적용한 열가소성 복합재료의 기계적 성질을 확인하기 위하여 인장, 굽힘 시험을 진행하였다.
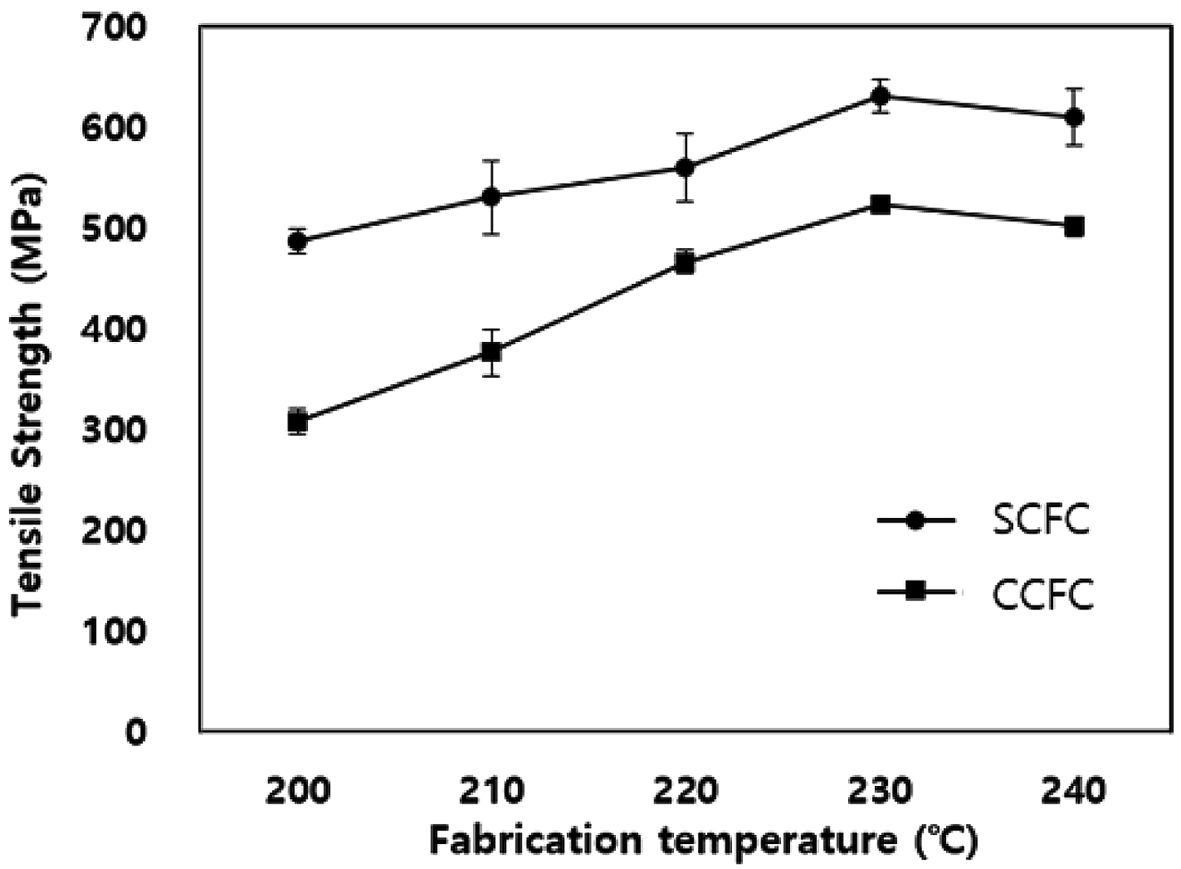
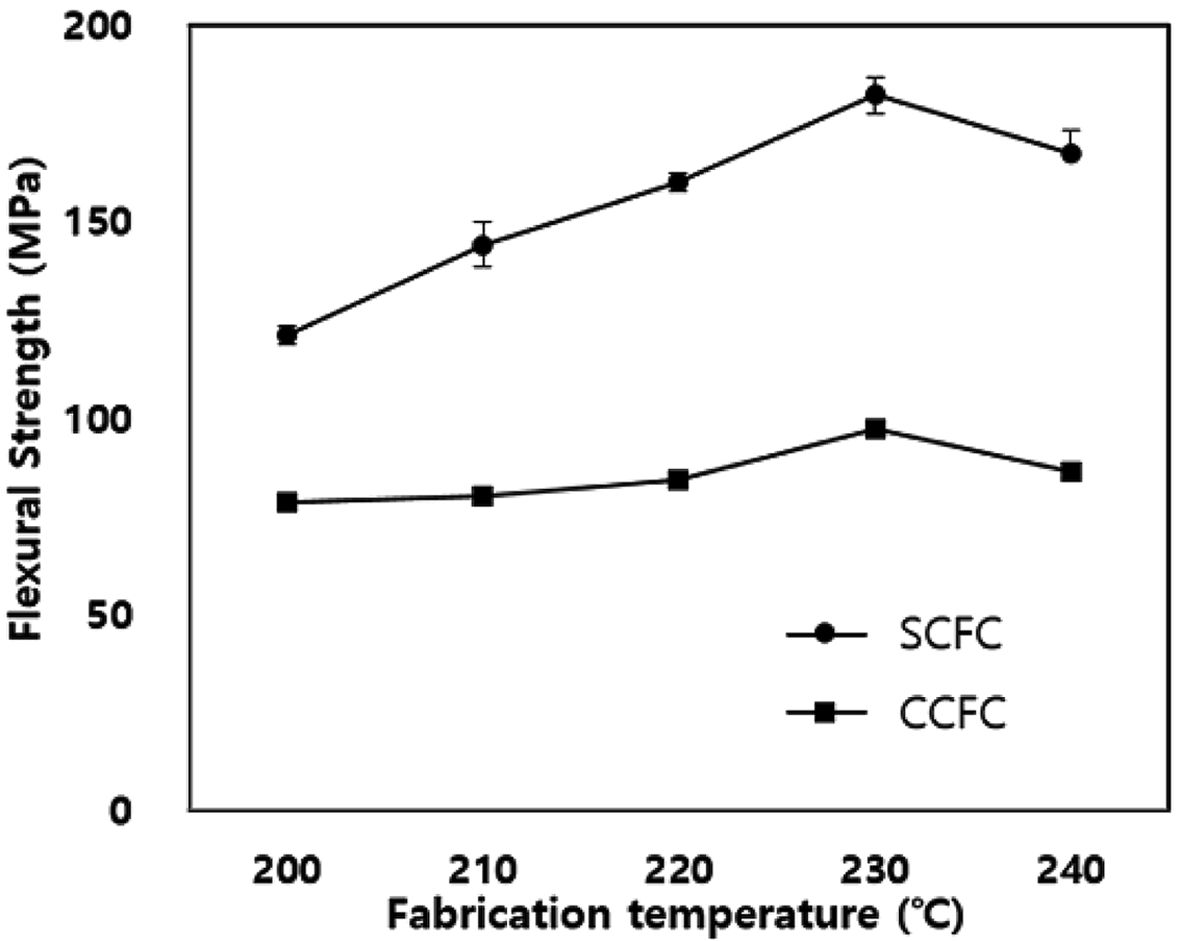
Fig. 7, 8는 범용 탄소섬유 직물과 스프레드 탄소섬유 직물을 적용한 열가소성 복합재료의 성형 온도에 따른
상온에서의 인장강도와 굽힘 강도를 보여준다. 전반적으로 모든 성형 온도 조건에서 SCFC가 CCFC 보다 약 27~61% 정도 인장 특성이 향상된
경향을 보이고, 굽힘 특성의 경우 66~125% 정도 향상된 값을 나타낸다. 이렇게 SCFC의 물성이 CCFC보다 높은 이유는 스프레드 탄소섬유
직물의 비표면적이 범용 탄소섬유 직물의 비표면적보다 넓어 섬유와 수지가 닿는 계면이 많아졌기 때문인데, 계면의 증가는 복합재료에 가해지는 인장,굽힘
및 전단 하중에 대한 저항성을 향상시킨다. 비표면적의 증가는 Faw(Fiber areal weight)으로 추산 할 수 있는데, 범용 탄소섬유 직물 같은 경우 Fiber areal weight 값이
420 g/m2이고, 스프레드 탄소섬유 직물 같은 경우 Fiber areal weight 값이 88 g/m2으로 폴리프로필렌 열가소성 복합재료 시험편의 두께가 같다고 가정하면
스프레드 탄소섬유 직물의 비표면적이 범용 탄소섬유의 비표면적 보다 약 5배가량 높다. 비표면적의 증가 외에도
복합재료의 물성이 향상되는 다른 이유는 스프레드 탄소섬유 직물로 인해 섬유 구조를 물리적으로 펼쳐줌으로써 각 섬유 사이의 공간이 생겨 폴리프로필렌
수지의 함침성이 향상되었기 때문이다[8,11].
성형 온도에 따른 SCFC와 CCFC의 인장 강도와 굽힘 강도를 보면, 성형 온도가 증가할수록 인장 강도와 굽힘 강도가 증가하는 경향을
보이고, 230°C에서 가장 높은 수치를 보이는데, 이는 성형 온도가 증가할수록 폴리프로필렌 필름의 점도가 감소하여 탄소섬유 사이로 원활한 함침이
되었기 때문이라 사료된다. 또한 240°C의 온도 조건에서는 인장 강도와 굽힘 강도가 감소하는 경향을 보이는데, 이는 240°C의 온도에서 폴리프로필렌의
열화현상에 의한 것으로 여겨진다.
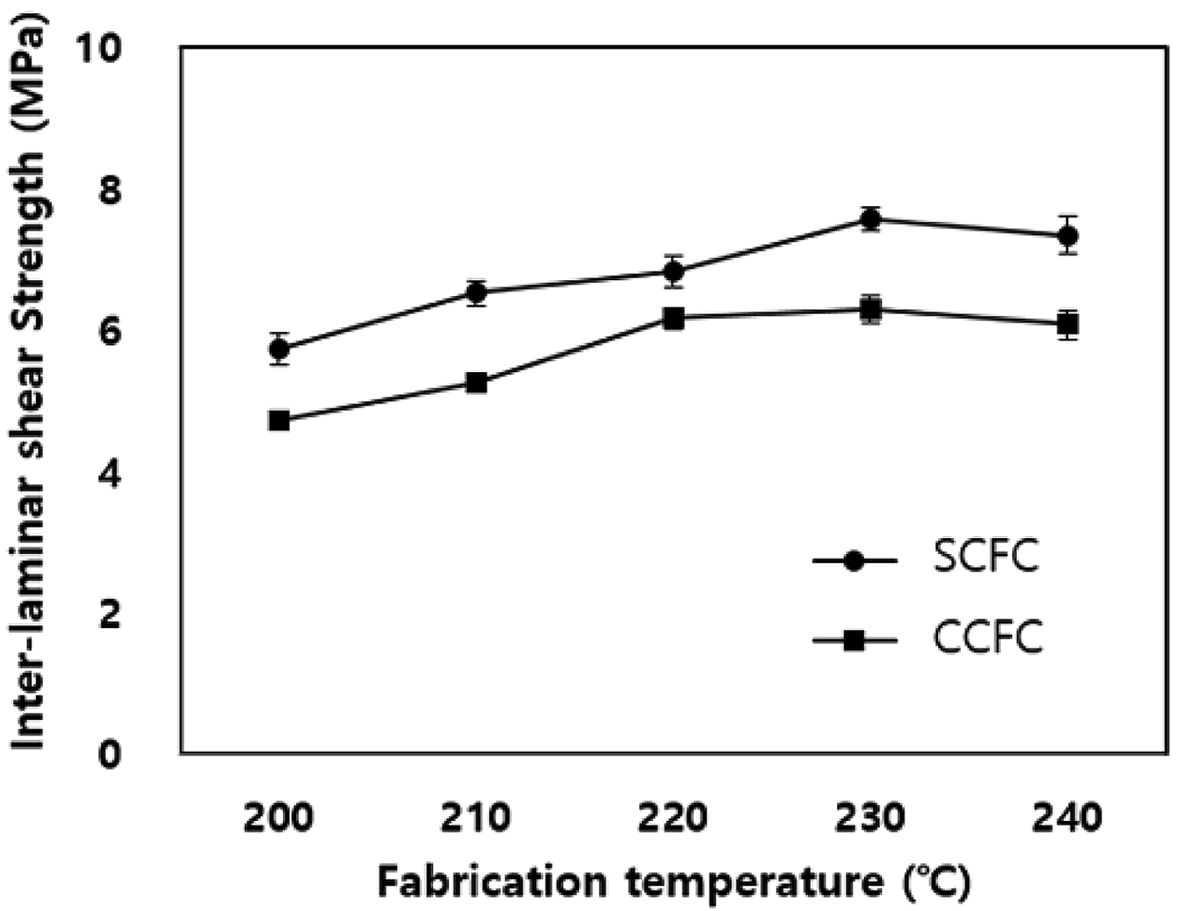
범용 탄소섬유 직물과 스프레드 탄소섬유 직물을 적용한 열가소성 복합재료의 기계적 성질을 확인하기 위하여 층간 전단 실험을 진행하였다.
Fig. 9는 범용 탄소섬유 직물과 스프레드 탄소섬유 직물을 적용한 열가소성 복합재료의 성형 온도에 따른 층간 전단 강도를 보여준다. 대부분의
성형 온도 조건에서 SCFC가 CCFC 보다 약 21~22% 정도 층간 전단
특성이 향상된 경향을 보이는데, 이는 열가소성 복합재료의 층이 얇아져서 더 많은 하중이 요구되고[10], 미세균열, 층간 분리와 같은 결함에 대항
저항성이 증가했기 때문이다[12].
3.3 범용 및 스프레드 탄소섬유
직물과 범용 탄소섬유 직물을 적용한 복합재료의 형태분석
범용 탄소섬유 직물과 스프레드 탄소섬유 직물을 적용한 열가소성 복합재료의 함침성과 표면 형태를 확인하기 위하여 SEM분석을 진행하였다.
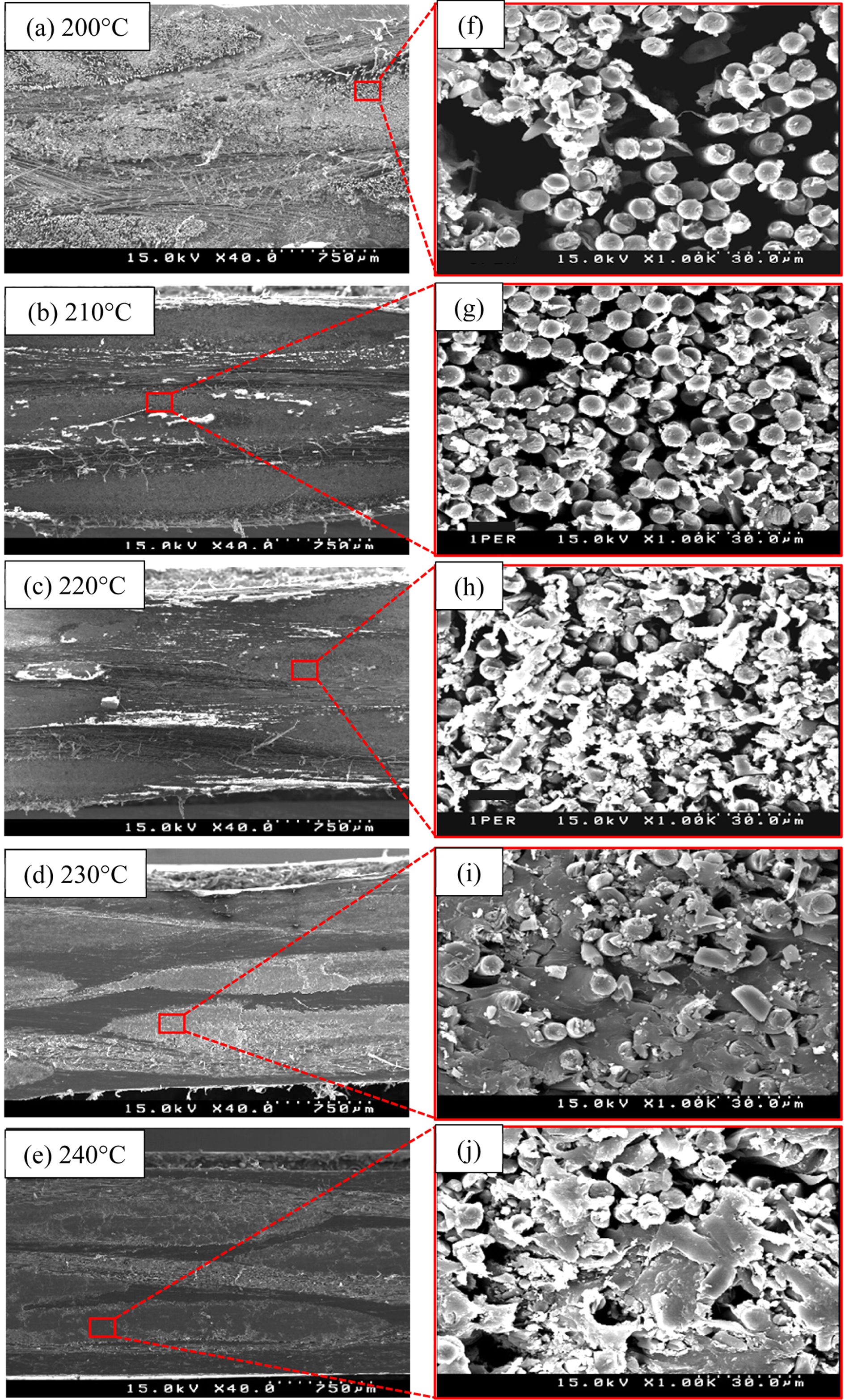
Fig. 10(a)~(e)는 범용 탄소섬유를
적용한 열가소성 복합재료의 열압 성형 온도 조건에 따른 시험편의 단면 형태를 나타낸 것인데, 200~220°C의 온도범위에서는 직물 층과층 사이에 수지가 많은 공간(RRAs, Resin rich area)을 확인할 수 있었고[11],
230~240°C 온도에서 성형한 시험편의 경우 성형 온도 증가에 따른 수지의 흐름성 증가로 인하여 복합재료 내부까지 수지함침이 잘 된 것을 관찰할
수 있었다. 이러한 현상을 자세하게 조사하기 위하여 각각 시험편에 대해 고배율로 관찰하였으며, Fig. 10(f)~(j)에 나타내었다. 분석 결과, 온도가 증가할수록 섬유
사이로 수지가 고르게 침투한 것을 확인할 수 있었고, 240°C의 온도에서 성형한 복합재료의 경우 섬유와 기지재의 계면에 약간의 Void들이 발생한
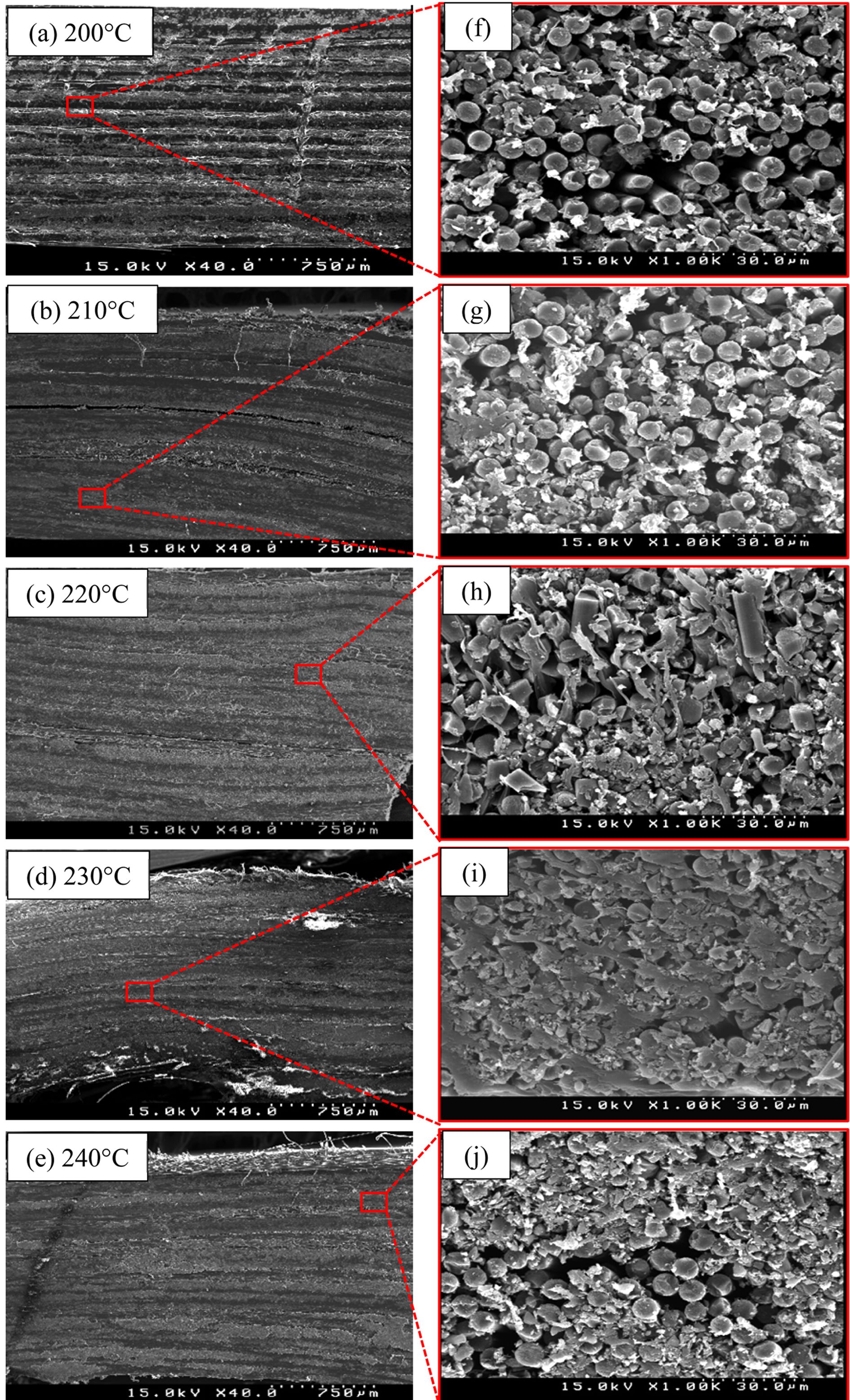
것을 확인할 수 있었는데, 이는 240°C의 높은 성형온도구간에서 폴리프로필렌 고분자의 열화 현상 때문이라 사료된다. Fig. 11(a)~(e)는 스프레드 탄소섬유를 적용한 열가소성 복합재료의
열압 성형 온도 조건에 따른 시험편의 단면 형태를 나타낸 것이고, Fig. 11(f)~(j)는 각 시험편의 고배율로 관찰한 사진인데, 모든 시험편에서 범용 탄소섬유로 제작한 열가소성 복합재료보다 함침성이 우수한 것을 관찰할
수 있었고, 성형 온도가 증가할수록 이러한 현상이 두드러지는 것을 확인하였는데 성형온도 230°C에서 제작된 복합재료의 함침성이 가장 우수하였다.
이는 탄소섬유의 펼침기술로 인해 수지와 접촉하는 표면적이 증가했고, 온도 증가로 인한 수지의 흐름성 증가에 기인한 결과라 사료된다. 또한,
240°C의 온도에서 성형한 시험편의 경우
약간의 Void들이 형성되어 있는 것을 확인할 수 있는데, 이는 고온에서의 폴리프로필렌의
Degradation 때문이라 사료된다.
|
Fig. 4 DSC curve of polypropylene film |
|
Fig. 5 TGA weight loss curve of polypropylene film |
|
Fig. 6 Rheometer curves of polypropylene film |
|
Fig. 7 Tensile strength of the commercial carbon fiber composites and spread carbon fiber composites according to compression molding temperature |
|
Fig. 8 Flexural strength of the commercial carbon fiber composites and spread carbon fiber composites according to compression molding temperature |
|
Fig. 9 Inter-laminar shear strength of the commercial carbon fiber composites and spread carbon fiber composites according to compression molding temperature |
|
Fig. 10 SEM image of the cross-sectional morphologies of the commercial carbon fiber fabric composites according to compression molding temperature (a) 200°C, (b) 210°C, (c) 220°C, (d) 230°C, (e) 240°C and high magnification of each specimens (f), (g), (h), (i), (j) |
|
Fig. 11 SEM image of the cross-sectional morphologies of the spread carbon fiber fabric composites according to compression molding temperature (a) 200°C, (b) 210°C, (c) 220°C, (d) 230°C, (e) 240°C and high magnification of each specimens (f), (g), (h), (i), (j) |
본 연구에서는 범용 및 스프레드 탄소섬유 직물을 적용한 열가소성 복합재료의 성형 온도에 따른 기계적 물성을 조사하였다. 적절한 성형
온도를 선정하기 위하여 폴리프로필렌 필름의 열적 특성과 점성을 DSC, TGA, Rheometer를 이용하여 관찰하였고, 그 결과 성형온도를
200°C, 210°C, 220°C, 230°C, 240°C로 하였다. 또한 스프레드 탄소섬유 직물 복합재료와 범용 탄소섬유 직물 복합재료의 기계적
특성을 인장 시험, 굽힘 시험, 층간 전단 시험을 통해 분석하였고, 그 결과 전반적으로 스프레드 직물을 적용한 탄소섬유 복합재료의 기계적 물성이
우수하였으며, 특히 230°C에서 성형한 복합재료의 기계적 물성이 가장 높은 수치를 나타내었는데, 이는 폴리프로필렌 수지의 함침성 향상에 의한
결과라 사료된다. 함침성에 대한 내용을 자세히 관찰하기 위하여 SEM 분석을 수행하였으며, 측정 결과 스프레드 탄소섬유 직물이 적용된 복합재료의
함침성이 우수하였으며, 온도가 증가할수록 함침성이 개선되는 것을 실험을 통해 관찰하였다.
본 연구는 산업통상자원부 글로벌전문 기술개발사업(10063368)에 의해 수행되었으며, 지원에 대해 감사 드립니다.
- 1. Morgan, P., Carbon Fibers and Their Composites, Boca Raton: Taylor and Francis, New York, U.S, pp. 121-184, 2005.
-

- 2. Chang, I.Y., and Lees, J.K., “Recent Development in Thermoplastic Composites: A Review of Matrix Systems and Processing Meth-ods,” Journal of Thermoplastic Composite Materials, Vol. 1, Iss. 3, 1988, pp. 277-296.
-
- 3. Lee, S.M., Thermoplastic Matrix Composites, International Encyclopaedia of Composites, VCH Pub., New York, USA, 1991, pp. 10-34.
-
- 4. Shin, S.W., Kim, R.Y., Kawabe, K., and Tsai, S., “Experimental Studies of Thin-ply Laminated Composites,” Composites Science and Technology, Vol. 67, 2007, pp. 996-1008.
-
- 5. Roh, J., and Lee, W., “Review : Continuous Fiber Tow Spreading Technologies and Its Applications,” Composites Research, Vol. 26, Iss. 3, 2013, pp. 155-159.
-
- 6. Gibson, A.G., and Manson, J.A., “Impregnation Technology for Thermoplastic Matrix Composites,” Composites Manufacturing, Vol. 3, Iss. 4, 1992, pp. 223-233.
-
- 7. Bernet, N., Michaud, V., Bourban, P.E., and Manson, J.A.E., “An Impregnation Model for the Consolidation of Thermoplastic Composites Made from Commingled Yarns,” Journal of Composite Materials, Vol. 33, Iss. 8, 1999, pp. 751-772.
-
- 8. El-Dessouky, H.M., and Lawrence, C.A., “Ultra-lightweight Carbon Fibre/Thermoplastic Composite Material Using Spread Tow Technology,” Composites Part B: Engineering, Vol. 50, 2013, pp. 91-97.
-
- 9. Kawabe, K., Sasayama, H., and Tomoda, S., “New Carbon Fiber Tow-Spread Technology and Applications to Advanced Composite Material,” Sampe Journal, Vol. 45, No. 2, 2009, pp. 6-17.
- 10. Kim, R.Y., and Soni, S.R., “Experimental and Analytical Studies On the Onset of Delamination in Laminated Composites,” Journal of Composite Materials, Vol. 18, No. 1, 1984, pp. 70-80.
-
- 11. Park, S.M., Kim, M.S., Choi Y.S., Lee, E.S., Yoo, H.W., and Chon, J.S., “Carbon Fiber Tow Spreading Technology and Mechanical Properties of Laminate Composites,” Composites Research, Vol. 28, No. 5, 2015, pp. 249-253.
-
- 12. Rodini, B.T., and Eisenmann, J.R., An Analytical and Experimental Investigation of Edge Delamination in Composites Laminates, Fibrous Composites in Structural Design, Plenum Press, NY, 1980, pp. 441-457.
-
 This Article
This Article
-
2020; 33(3): 161-168
Published on Jun 30, 2020
- 10.7234/composres.2020.33.3.161
- Received on Nov 12, 2019
- Revised on Apr 13, 2020
- Accepted on Jun 16, 2020
Services
Shared
Correspondence to
- Joon Seok Lee
-
Department of Fiber System Engineering, Yeungnam University, Gyeongsan 38541, Korea
- E-mail: leejs@ynu.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr