





- Study of Cure Kinetics of Vacuum Bag Only Prepreg Using Differential Scanning Calorimetry
Dong Keun Hyun*, Byoung Eon Lee*, Do Hoon Shin*†, Ji Hoon Kim**†
* Material & Process Technology, Korean Air Aero-Space Division, Busan, Korea
** School of Mechanical Engineering, Pusan National University, Busan, Korea- 시차주사열량계를 이용한 진공백 성형 프리프레그의 경화 거동 연구
현동근* · 이병언* · 신도훈*† · 김지훈**†
본 연구에서는 시차주사 열량계(differential
scanning calorimetry, DSC)를 이용하여 진공백 성형 공정에 사용되는 탄소 섬유 프리프레그의 경화 거동을 연구하였다. 프리프레그를 이용한 동적주사 시험을 통해 전체 발열량(∆Htotal = 537.1 J/g)을 측정하였고, 130oC~180oC에서
등온주사 시험을 실시하였다. 등온주사 시험의 결과는 온도가 올라감에 따라 발열 반응이 증가되는 것을
확인하였다. 시험 결과를 토대로 수지의 경화 거동을 분석하기 위하여
Kratz 모델을 적용하였다. 서로 다른 경화 사이클로 제작된 평판의 경화도를 경화 예측
모델과 실험값을 비교하였다. 경화 예측 모델은 실험값 대비 3.4% 이하의
오차율을 보여 결과가 잘 부합하는 것을 확인하였다.
The cure kinetics of carbon fiber-reinforced prepreg
for Vacuum Bag Only(VBO) process was studied by differential scanning
calorimetry (DSC). The total heat of reaction (∆Htotal = 537.1 J/g) was defined by
the dynamic scanning test using prepregs and isothermal scanning tests were
performed at 130oC~180oC. The test results of isothermal
scanning were observed that the heat of reaction was increased as the
temperature elevated. The Kratz model was applied to analyze the cure kinetics
of resin based on the test results. To verify the simulation model, the degree
of cure from panels using different cure cycles were compared with the
measurement. The simulation model showed that the error against the
experimental value was less than 3.4%.
Keywords: 진공백 성형(Vacuum Bag Only processing), 경화 거동(Cure behavior), 경화도(Degree of cure), 시차주사열량계(Differential Scanning Calorimetry, DSC)
항공기 기체구조에 있어 탄소 복합재 부품의 비중이 급격한 증가를 보이며, 복합재료와 성형 및 장비 기술의 획기적인 발전이 이뤄지고 있다.
항공기 산업에서 요구되는 무게와 비용 절감에 따라 대형화 및 일체화 된 복합재 부품을 제작하기 위해 그 제조 공정은 점점 더 다양해 지고 복잡해지고
있다[1-5]. 전통적인 복합재 부품 제조
공법은 프리프래그(prepreg)를 이용한 형상 치공구 위의 적층을 통해 진공백 적용과 오토클레이브의 가압 성형을 통해 제작하는 오토클레이브 공법이였다.
오토클레이브는 진공백에 5~8기압을 추가로 가압하여 적층된 프리프레그 내의 기공 배출 및 기타 결함을 억제하여 고품질의 부품을 제작을 가능하게
한다[6]. 하지만 높은 초기 투자
및 관리 비용, 낮은 생산성과 부품 형상에 대한 제약 등의 이유로 현재는 오토클레이브를 사용하지 않는 탈오토클레이브(Out-of-Autoclave)
공법 개발이 활발히 이뤄지고 있다[7-9]. 탈오토클레이브 공법 중
하나인 진공백 성형 공정(Vacuum Bag Only, VBO)은 기존 오토클레이브 공법과 매우 유사하지만 추가 가압이 없는 오븐을 사용하여 복합재
부품을 경화하여 제작한다. 추가 가압이 없이 진공압(1 atm)을 이용한 공법이기에 진공백 성형 프리프레그는 탄소 섬유 상/하 부위의 부분적으로
수지를 함침하여 중앙부 공기배출통로를 가지고 있다[10,11]. 오토클레이브 공법과 달리
진공백 성형은 낮은 압력으로 경화를 진행하기 때문에 적층 내부 기공 및 기타 결함의 발생률이 높고 층과 층 사이의 공기가 배출되지 못하여 결함이
많이 발생된다. 이를 해결하기 위해서는 해당 자재의 특성을 파악하여 온도에 따른 경화도를 이해하고 기존 오토클레이브 공법과는 다른 경화 사이클을
이용하여 결함 발생을 줄이고 고품질의 부품 생산을 도모해야 한다. 본 연구에서는 진공백 성형 프리프레그 자재인 CYCOM 5320-1을 이용하여
시차주사열량계(Differential Scanning Calorimetry, DSC)를 통해 반응열을 측정하며, 시간과 온도에 따른 반응열을 기반으로
경화 거동을 해석하였다. 경화 거동 분석을 위해 Kratz[12,13] 모델을 이용하여
이론적 접근 및 경화 거동을 이해하였다. 경화도에 따라 mechanical property의 차이를 보이기에 [19] 수립된 모델링을 토대로 다양한
경화 사이클을 통해 제작된 항공부품의 경화도를 분석하여 이론 예측값을 검증하였다.
2.1 실험 재료
본 실험에 사용된 프리프레그 자재는 Solvay 사에서 최근 개발된 제품인 CYCOM 5320-1을 사용하였다. CYCOM
5320-1은 Epoxy 수지와 탄소섬유는 T650 PAN 계열로 이루어진 복합재료이며, 기존 개발된 CYCOM 5320 제품에서 경화 반응 및
수지 흐름성이 개선된 제품이다. 시차주사열량계를 이용한 반응열 측정을 위하여 프리프레그의 수지를 추출하여 사용하였다[14]. 추출된 수지는 시효경화 방지를 위하여 -18oC 이하의 온도에서 보관을
하였고, 분석 실험 전 30분간 약 70oC에서 기타 휘발 물질 및 기포 제거를 진행하였다.
2.2 시차주사열량계를 통한 실험
수지의 발열반응을 측정하기 위한 방법으로 동적주사(Dynamic Scanning) 시험과 등온주사(Isothermal
Scanning) 시험이 있다. 동적주사시험은 상온부터 경화가 완료되는 특정 온도까지 시료를 일정한 속도로 가열하면서 그 과정에서 발생하는 발열
반응을 측정하는 시험이며, 등온주사시험은 특정 온도를 시료의 경화가 끝나는 시간까지 유지를 시켜 열발생률을 측정하는 방법이다. CYCOM
5320-1 프레프레그에서 수지를 추출하여 동적주사시험과 등온주사시험을 진행하였다.
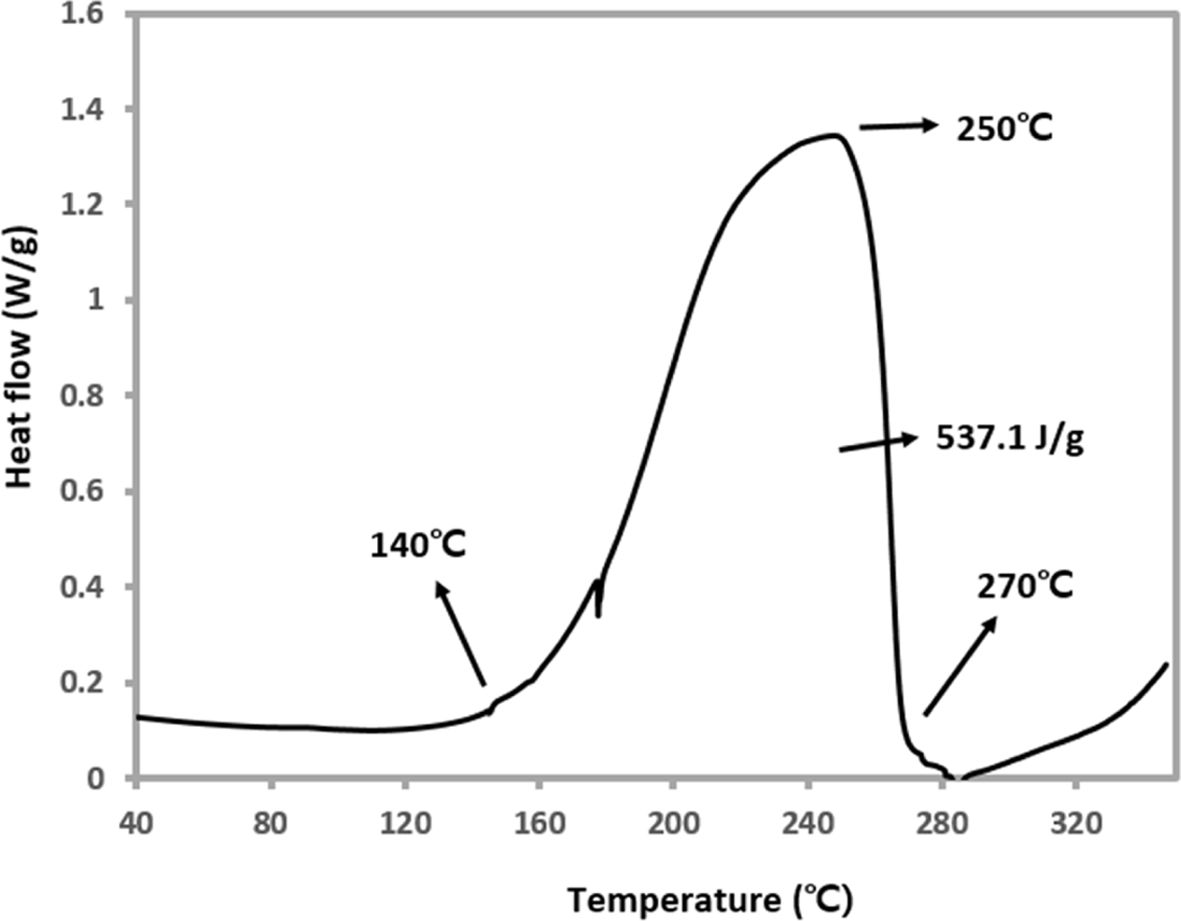
동적주사시험은 승온 속도 10oC/min의 조건[18]으로 상온 (25oC)에서 350oC까지 실험을 진행하였으며,
측정된 온도와 시간에 따른 발열량 그래프를 아래 Fig. 1과 같이 나타내었다. 경화 반응은 약 140oC 부근에서 시작되었으며,
최대 발열 온도는 약 250oC이며, 약 270oC에서 경화 반응이 종결하였다.
경화 시작온도에서 종결 온도까지의 총 열량을 적분하면 전체 반응열인 ∆Htotal = 537.1 J/g을
구할 수 있었다.
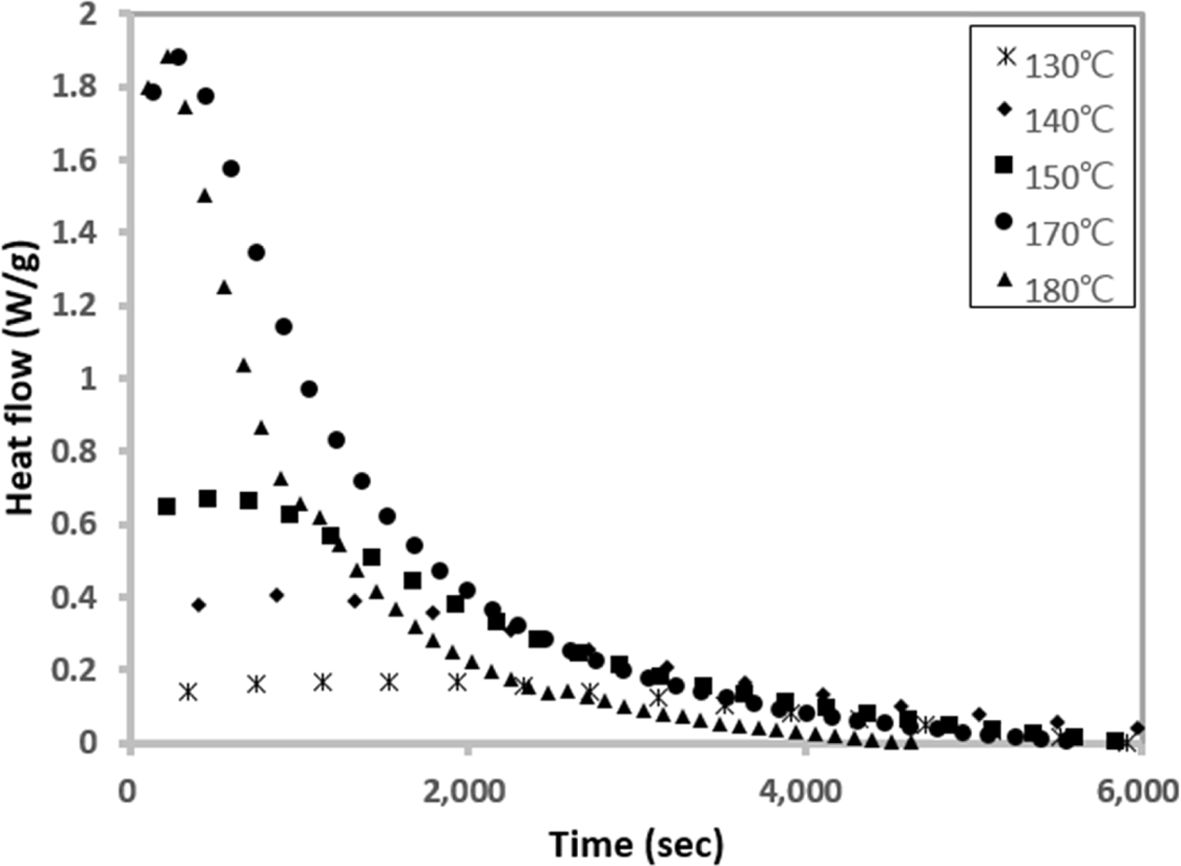
경화 반응 속도에 따른 경화도를 분석하기 위하여 등온주사시험을 130oC, 140oC, 150oC, 170oC, 180oC에 대해 진행하였다.
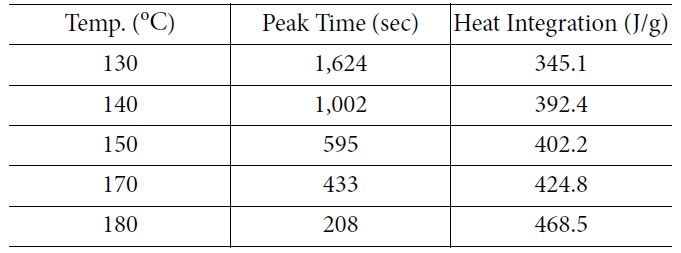
Fig. 2는 등온주사시험에 대한 결과 그래프이다. 온도 조건이 높을수록 최대 발열량에 빨리 도달을 하고 종결 시간이 빨라지는 것을
볼 수 있다. 최대 발열량을 나타내는 시간도 130oC에서 약 1,624초로 측정이 되었고 180oC에서는 208초에서 측정되어
온도에 따라 경화 반응이 가속되는 경향을
확인하였다. 총 발열량 역시 345.1 J/g, 392.4 J/g, 402.2 J/g, 424.8 J/g, 468.5 J/g으로 높은 온도 조건일수록 큰 값을 가지는 경향을 보였다.
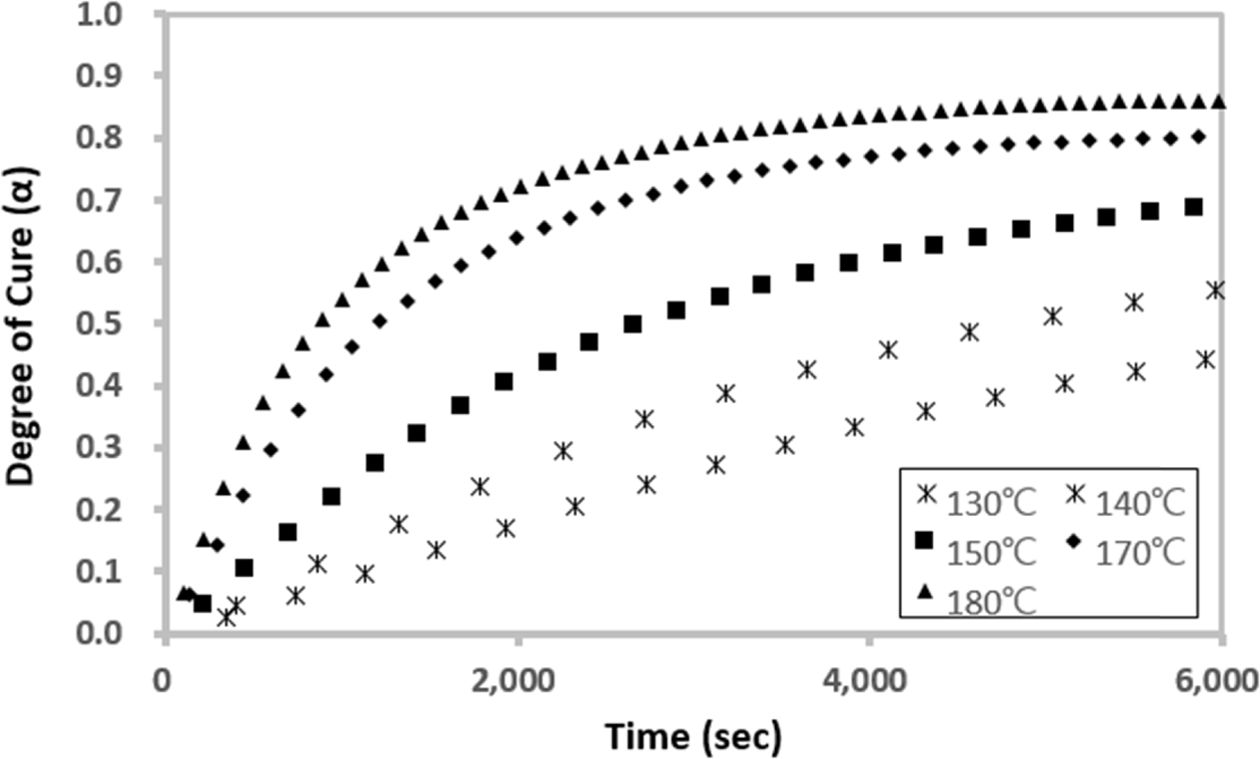
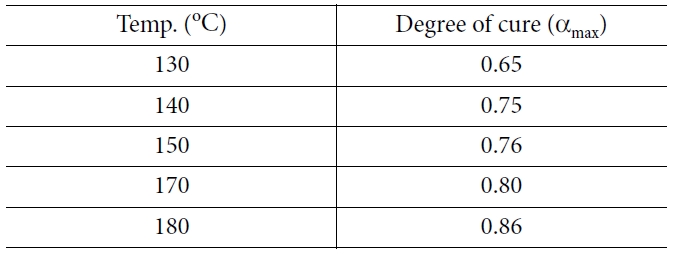
등온주사시험을 통해 각 온도별 발열량을 측정하였다. Fig. 3은 각 측정 온도에서
온도 노출에 따른 경화도의 진행을 보여주고 있다. 측정된 발열량은 동적주사시험을 통해 얻어진 발열량 537.1 J/g을 이용하여 각 온도별 경화도를
1로 기준하여 Table 2와 같이 구하였다.
2.3 경화 거동 예측 모델
일반적인 에폭시의 경화반응은 수지내 화학반응을 통한 가교구조 형성 에너지가 방출되는 발열반응이다. 시차주사열량계를 통하여 수지 경화시
발생하는 열량을 측정하고 이를 통해 경화도(a)를 구할 수 있다. 경화도(a)를 구하는 식은 아래와 같이 표현된다.

위 수식에서 a는 경화도이며, DHt는 시간 t까지 발생하는 열발생률, DHtotal는 전체 발열량이다.
본 연구에서는 Kratz 모델 식 (4)을 이용하여 CYCOM 5320-1 에폭시 프리프레그 경화 반응에 대한 거동을 분석하고자 한다.
자기 촉매 반응과 n차 반응의 화학 반응을 예측한 Kamal 모델 식 (2)[11]과 확산 반응의 영향을 고려하여 수학적으로 표현한 Johnston
모델 식 (3)[15]을 토대로 Kratz는 초기 빠른 경화 반응이 일어나는 경화구간(a < 0.1)과 확산에 의해 반응 속도가 조절되는 확산 율속 반응 (Diffusion
Controlled Reaction) 구간이 모두 고려된 모델 (4)을 제시하였다.
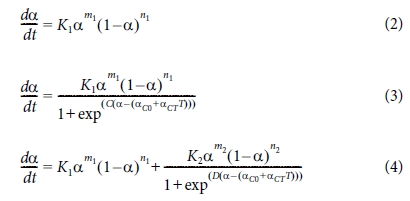
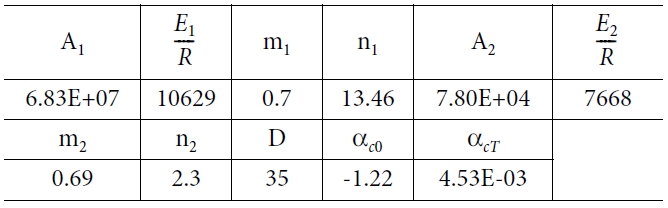
수식 (4)에서 m1, m2, n1,
n2은 상수, t는 시간, a는 경화도, T는 온도를 나타내며, K1과 K2는 Arrhenius 함수이다.

여기에서 DE는 활성화 에너지, A1, A2는
선지수 계수(pre-exponential factor)이며, R은 기체상수, T는 절대온도를 나타낸다.
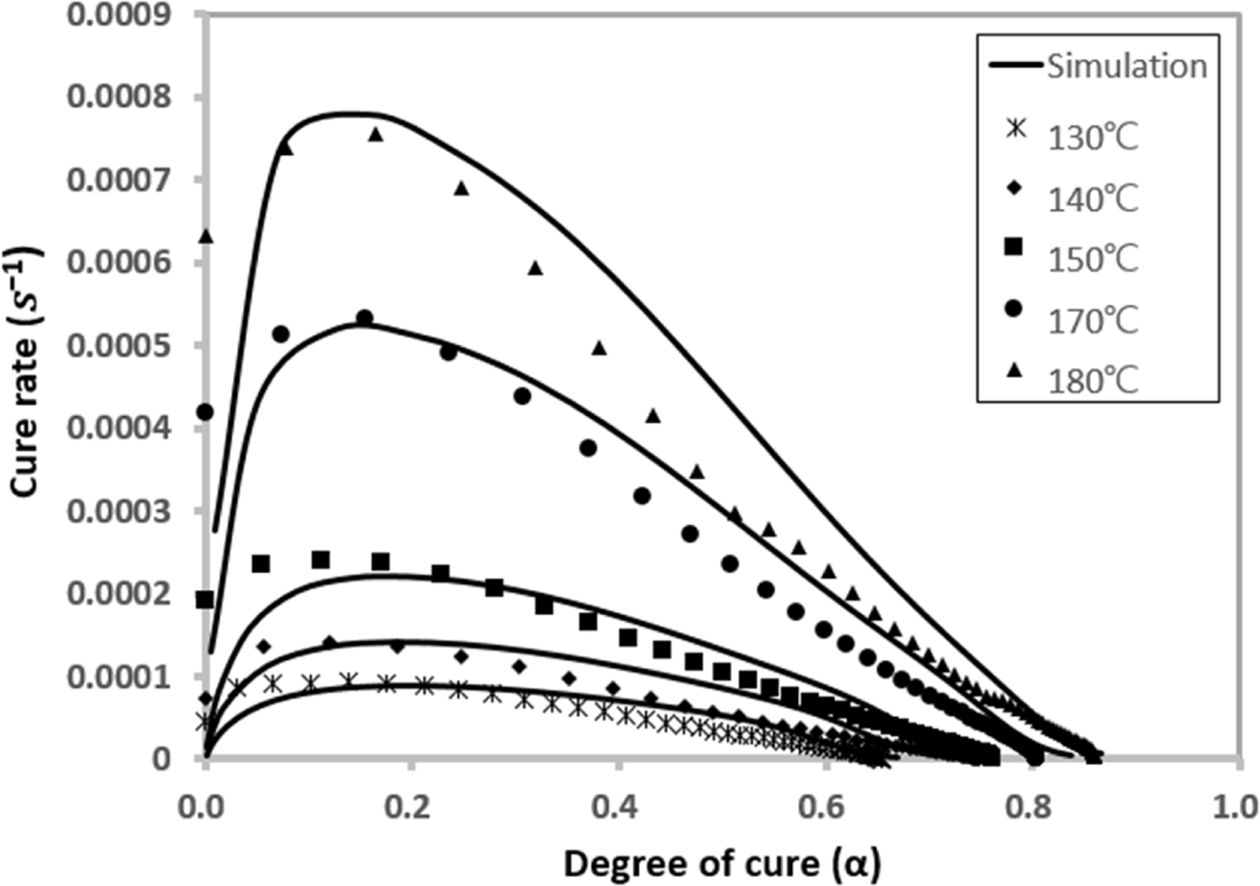
앞서 시차주사열량계를 이용하여 측정한 등온주사시험 결과를 바탕으로 Kratz 모델을 통해 경화 거동 예측 모델을 Table 3과 같이
나타내었다. Fig. 4는 계산된 변수를 이용하여 Kratz 모델로 경화율을 계산한 결과와 시차주사열량계를 통해 측정된 경화율을 비교하였다. Table 1
|
Fig. 1 Heat flow of dynamic scanning for CYCOM 5320-1 |
|
Fig. 2 Heat flow of isothermal scanning for CYCOM 5320-1 |
|
Fig. 3 Degree of cure curves at various isothermal temperatures |
|
Fig. 4 Measured and predicted cure rate |
3.1 경화 거동의 이해
진공백 성형공정은 기존의 오토클레이브 공정방식과는 다르게 오토클레이브의 추가 압력인 약 4~5기압이 가압되지 않은 상태에서 진공압과
열을 이용하여 부품을 제작하는 방식으로, 기존의 오토클레이브 공정 방식보다 부품 내부의 결함 발생률이 높아 경화 거동 및 진공백 프리프레그의 특징을
이용하여 최적 경화 사이클을 제작하여야 한다.
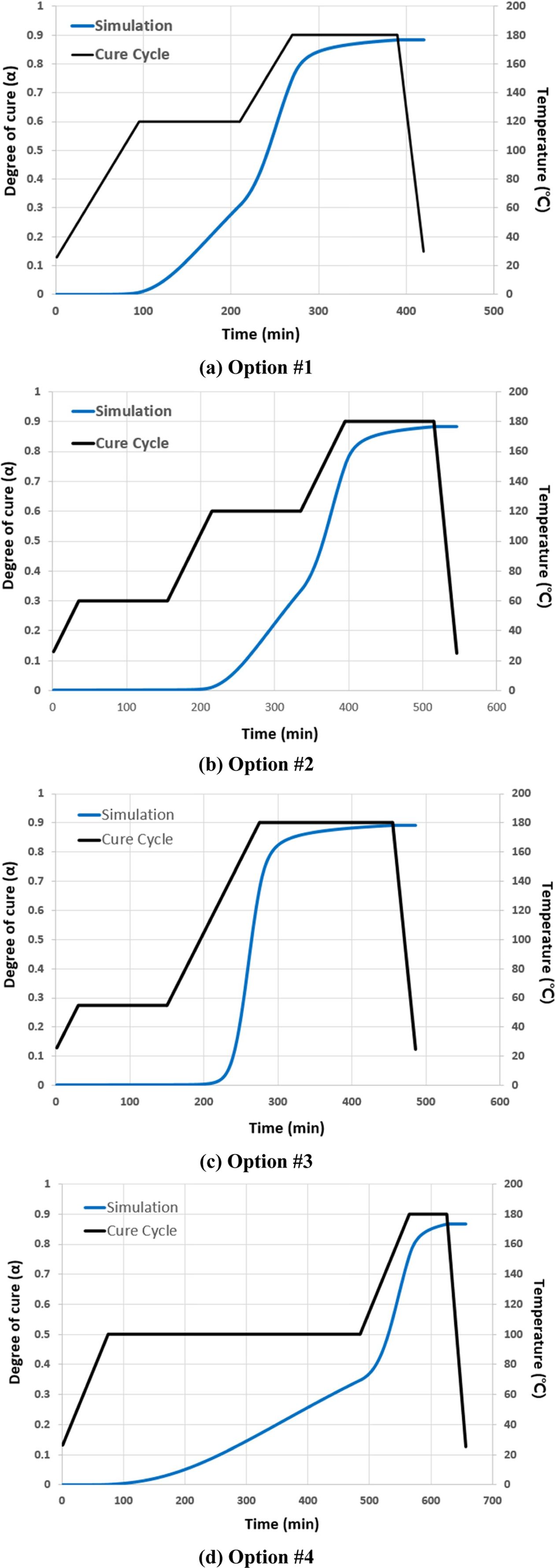
Kratz 모델로 작성된 경화 거동 예측 모델을 이용하여 여러가지 경화 사이클에 대한 경화 거동을 예측해보았다. 먼저, option
#1은 기존 오토클레이브 경화 방식에 많이 사용되고 있는 경화 사이클이다. 보통의 에폭시 수지의 최저 점성 구간인 120oC 정도에서
dwelling 구간을 두어 수지의 함침과 내부 공기를 제거하여 내부 결함 발생율을 낮추고 180oC에서 최종 경화하여 부품을
제작하는 방식이다. Option #2는 프리프레그 제조사인 Solvay 사에서 개발한 경화 사이클[16]로서 진공백 성형 프리프레그의 특징인
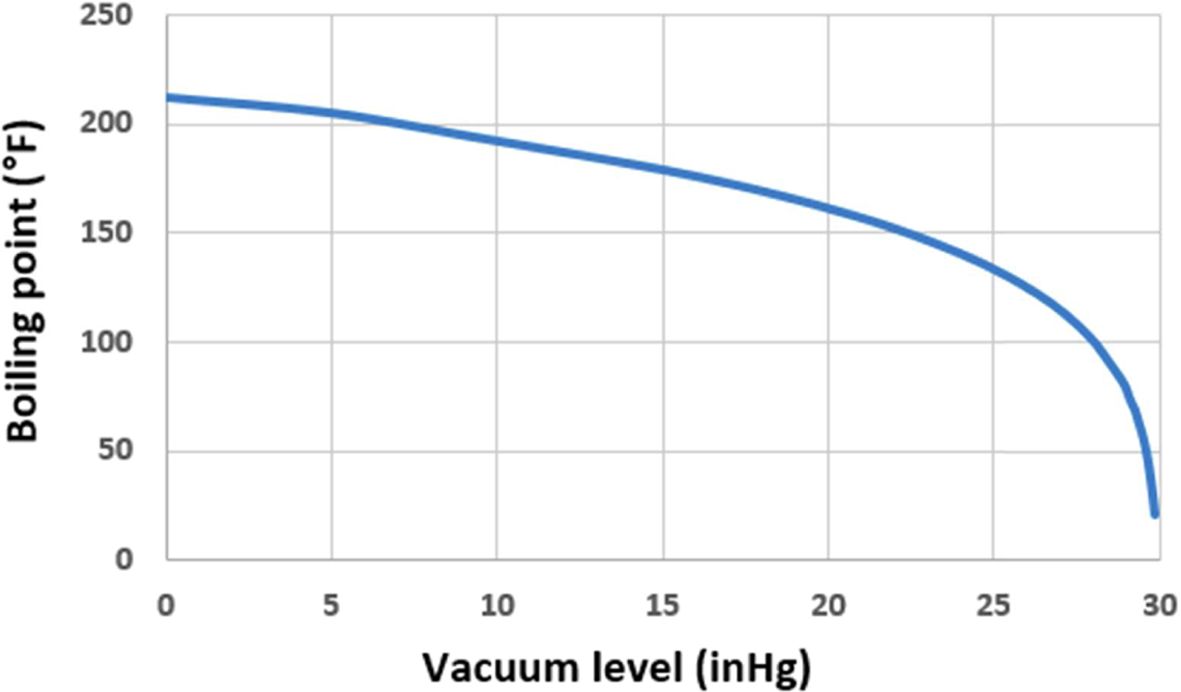
evacuation channel을 이용한 내부 공기 제거 방식을 추가하였다. 진공압에서의 끓는 점이 60oC 이하로 내려가기 때문에
프리프레그 내부에 있는 휘발성 물질이나 수분들은 첫번째 dwell 구간에서 제거를 하고 두번째 dwell 구간에서 수지의 함침성을 높여 부품 결함율을
낮추고 180oC에서 경화를 하는 공정이다. Option #3은 프리프레그의 함침은 evacuation
channel을 채울 수 있는 시간을 승온 시간으로 조절을 하여 함침을 시키고 진공상의 끓는점을 이용하여 evacuation channel이 닫히기
전에 휘발성 물질이나 수분을 제거하는 dwell 구간만을 두어 경화 시간을 줄인 사이클이다[17]. Option #4는 진공압하의 끓는 점보다는 수지 점성의 최저 구간을 활용하여 100oC 부근에서의 dwell 구간을
늘여 수지의 함침성을 높이고 해당 구간에서의 휘발성 물질이나 수분을 제거하는 방식의 경화 사이클이다.
3.2 경화 거동 예측 모델 검증
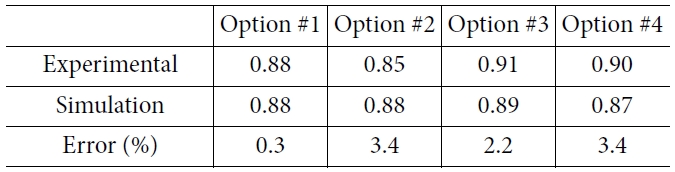
해당 경화 사이클로 각 평판을 제작하여 경화도를 측정하고 경화 거동 예측 모델로 계산한 경화도를 비교하였다. Table 4는 시차주사열량계를 이용한 측정값과 경화 거동 예측 모델 계산 값의 비교를 보여주고 있다.
평판 제작을 통해 제시된 경화 사이클의 경화도를 실험으로 측정하였으며, 예측 모델링과의 비교를 하였다. 시험결과 경화도에 대한 비교
에러율은 0.3%~3.4%로 Kratz 모델의 예측 모델링은 진공백 성형 프리프레그의 경화 거동을 잘 부합되는 것을 알 수 있었다. Fig. 5 Fig. 6
|
Fig. 5 Boiling point of water under vacuum pressure [17] |
|
Fig. 6 Cure cycle and simulation for manufacturing process |
본 연구에서는 시차주사열량계를 이용한 진공백 성형프리프레그 자재에 대한 특성 분석을 진행하였다. 분석된 결과를 이용하여 경화 거동 모델인
Kratz 모델을 이용하여 경화 거동 예측 모델을 통해 경화 사이클 중 수지 온도에 따른 경화 거동을 이해하였다. 경화 거동 예측 모델의 검증을
위해 4가지의 경화 사이클로 제작된 평판을 이용하여 최종 경화도를 측정하였고, 예측 모델로부터 계산된 경화도를 비교하여 그 정확도를 확인하였다.
Table 4는 경화도의 실험값과 예측값을 보여주고 그 에러율을 보여주고 있다. 에러율이 3.4% 이하로 최종 경화도에 대한 예측도가 높은 것을 확인할 수 있었다.
기존 오토클레이브 공정과는 다르게 진공백 성형 공정은 진공압외 추가 외력이 없어 복합재 부품 내부의 휘발성 물질 및 수분 등을 제거해야
되기 때문에 경화 사이클의 최적화를 통해 공정 시간 및 부품 품질을 향상시켜야 한다. 본 연구를 통해 제시된 경화 예측 모델을 통해 진공백 성형
프리프레그의 경화 거동을 예측하여, 이를 토대로 경화 사이클을 제작하게 되면 공정 시간 단축 및 부품 품질 향상에 유용하게 사용될 것이라 사료된다.
본 연구를 통해 제시된 경화 예측 모델을 토대로 부품의 내부 품질 및 기계적 성능과의 관계를 확인하기 위한 연구를 추가적으로 진행하고자
한다.
본 논문은 산업통상자원부 산업소재핵심기술개발사업으로 지원된 연구결과입니다(금속-복합재 하이브리드 공정(접합-성형) 통합 엔지니어링
기술개발 및 25% 이상 경량화 사이드 스트럭쳐 상용화 부품 개발,
10077492).
- 1. Park, D.C., Kim, T.G., Kim, S.H., Shin, D.H., Kim, H.W., and Han, J.W., “Evaluation of Physical and Mecahnical Properties based on Liquid Composite Molding,” Composites Research, Vol. 31, No. 6, 2018, pp. 304-310.
-

- 2. Park, D.C., and Kim, Y.H., “Evaluation of Laminate Property Using Caulplate Application”, Journal of the Korean Society for Composite Materials, Vol. 29, No. 5, 2016, pp. 231-235.
-
- 3. Marsh, G., “Airbus Takes on Boeing with Reinforced Plastic A350”, Reinforced Plastics, Vol. 51, Issue 11, 2007, pp. 26-29.
-
- 4. Pora, J., “Composite Materials in the Airbus A380 – From History to Future-”, Proceeding of the 13 International Committee on Composite Materials, Beijing, China, 2001.
- 5. Shin, D.H., Hyun, D.K., and Kim, Y.H., “Evaluation of Adhesive Failure Cases of L Joint Structures under Tensile Loading”, Inter-national Journal of Modern Physics B, Vol. 32, No. 19, 2018.
-
- 6. Koushyar, H., “Effects of Variation in Autoclave Pressure, Cure Temperature, and Vacuum Application Time on the Porosity and Mechanical Properties of a Carbon/epoxy Composite,” Master Thesis, Wichita State University, USA, 2011.
- 7. Hong, S.H., Song, M.H., Song, K.I., Baik, S.M., and Shin, S.J., “Fabrication and Evaluation of Integrated Composite Part for Air-craft using OoA Prepreg”, Journal of the Korean Society for Composite Materials, Vol. 29, No. 5, 2016, pp. 315-320.
-
- 8. Mario Danzi, “Manufacturing of Polymer Composites OOA Prepreg Technology”, CMASLab, ETH Zűrich, 2017.
- 9. Harshe, R., “A Review on Advanced Out-of-Autoclave Composite Processing”, Journal of the Indian Institute of Science, Vol. 95, No. 3, 2015.
- 10. Cytec Engineered Materials, CYCOM 5320 Information Sheet.
- 11. Kwon Hyuk, Out-Of-Autoclave Process using a Novel Semi-preg System for Aircraft Structures, Korea Aerospace University, Korea, 2014.
- 12. Kratz, J., Hsiao, K., Fernlund, G., and Hubert, P., “Thermal Models for MTM45-1 and Cycom 5320 Out-of-autoclave Prepreg Res-ins”, Journal of Composite Materials, Vol. 47, 2013, pp. 341-352.
-
- 13. Kim, D., Centea, T., and Nutt, S.R., “Out-time Effects on Cure Kinetics and Viscosity for an Out-of-autoclave (OOA) Prepreg: Modelling and Monitoring,” Composites Science and Technology, Vol. 100, 2014, pp. 63-69.
-
- 14. Kwon, J.H., Park, H.J., Lee, E.J., Ku, S.M., Ki, S.H., and Lee, K.Y., “Study of the Curing Reaction Rate of a Glass Fiber Reinforced Bisphenol-A(BPA) Epoxy Prepreg by Differential Scanning Calorimetry (DSC)”, Composites Research, Vol. 31, No. 1, 2018, pp. 30-36.
- 15. Johnston, A.A., An Integrated Model of the Development of Process-induced Deformation in Autoclave Processing of Composite Structure, University of British Columbia, Canada, 1997.
- 16. Ridgard, C., “Process Selection and Optimization for Out of Autoclave Prepreg Structures”, CAMX2015, 2015.
- 17. Hyun, D.K., Kim, D., Shin, J.W., Lee, B.E., Shin, D.H., and Kim, J.H., “Cure Cycle Modification for Efficient Vacuum Bag Only Prepreg Process,” Journal of Composite Material, Under Review
- 18. ASTM E2160-04, Standard Test Method for Heat of Reaction of Thermally Reactive Materials by Differential Scanning Calorimetry, 2018.
-
- 19. Olivier, P.A., and Sawi, I.E., “Designing Curing Conditions in order to Analyse the Influence of Process-induced Stresses Upon Some Mechanical Properties of Carbon/epoxy Laminates at Constant Tg and Degree of Cure”, International Journal of Material Forming, Vol. 3(Suppl 2), 2010, pp. S1373-S1389.
-
 This Article
This Article
-
2020; 33(2): 44-49
Published on Apr 30, 2020
- 10.7234/composres.2020.33.2.044
- Received on Aug 27, 2019
- Revised on Mar 5, 2020
- Accepted on Mar 16, 2020
Services
Shared
Correspondence to
- Do Hoon Shin*, Ji Hoon Kim**
-
* Material & Process Technology, Korean Air Aero-Space Division, Busan, Korea
** School of Mechanical Engineering, Pusan National University, Busan, Korea - E-mail: dohshin@koreanair.com, kimjh@pusan.ac.kr
Gangnam Mirae Tower, Suite 601, 174 Saimdang-ro, Seocho-gu, Seoul 06627, South Korea
Tel: +82-2-598-1550 Fax: +82-2-598-1557 E-mail: composites@kscm.re.kr